1 Изобретение относится к термической обработке, и может быть использовано для индукционной закалк длинномерных швеллерообразных изде лий, в частности швеллерообразных лонжеронов автомобиля. Известна установка для закалки изделий, содержащая индуктор, камеру охлаждения. В этой установке изделие помещается в камеру и нагр вается, а закалочная среда, заполняя все сечение камеры и двигаясь вдоль нее и изделия с большой скоростью, обеспечивает качественное охлаждение изделий fl j. Однако известная установка не позволяет обеспечить фиксацию изде лия и его элементов и непригодна д закалки длинномерных изделий, скло ных к короблению. Известна также установка для за калки изделий, содержащая бак со спрейерами, основание, на котором размещены штоки для фиксации издел Установка позволяет уменьшить коро ление изделий в процессе закалки на стадии охлаждения 12. Однако указанная установка не позволяет исключить или ограничить деформацию изделий на стадии нагре ва и непригодна для закалки изделий, более склонных к короблению, чем рельсы (например, изделий, изг товленных из листового материала швеллерообразных лонжеронов автомо лей) . Принятая в конструкции систе охлаждения не может обеспечить качественную закалку ряда марок ст лей и может явиться источнико.м многих закалочных дефектов. Известна установка для закалки изделий, содержащая основание, на котором размещены индуктор, колпак для охлаждения и устройство для фик сации изделия, обеспечивающая индук ционную закалку длинномерных трубчатых заготовок СЗ . Однако частые перегрузки изделий которые могут иметь большую длину (5-8 и более метров) и, к тому же ;5олжны быть точно установлены относ тельно бака индуктора, усложняют работу установки, могут приводить к перекосам изделий, некачественной термообработке изделий, падению изделий и поломке установки. Данная установка не может обеспечить закалку изделий более сложной формы чем трубы, склонных к деформации. 132 например швеллерообразных изделий большой длины, в частности лонжеронов автомобиля, имеющих длину 5-8 м, гак как не позволяет фиксировать элементы лонжерона (полки, стенки), предохраняя изделие от деформаций и в то же время не препятствуя изменению размеров изделия, вследствие теплового расширения при нагреве. Цель изобретения - повышение качества закалки при обработке изделий швеллерообразного профиля. Для достижения поставленной цели в установке для закалки изделий содержащей основание со стойками, на котором размещены индуктор, колпак для охлаждения и устройство для фик-, сации изделий, устройство для фикса- ции изделий выполнено в виде устройства для фиксации наружной и внутренней сторон полок и стенки изделия с механизмами горизонтального перемещения и подъема индуктора и колпака. Устройство для фиксации внутренних сторон полок изделия выполнено в виде установленного на основании пневмоцилиндра, на щтоке которого закреплена траверса с фиксаторами. Устройство для фиксации наружных сторон полок изделия выполнено в виде пневмоцилиндра со штоком, соединенным через серьги с рычагами, на которых закреплены фиксаторы. Механизм подъема индуктора и колпака выполнен в виде установленной на вертикальных стойках основания и подвешенной на тросах рамы с приводом вертикального перемещения, а механизм горизонтального перемещения - в виде установленной на этой раме каретки с приводом, на которой посредством тяг закреплены индуктор и колпак, при этом каретка выполнена с двумя рядами отверстий, один из которых соосен отверстиям в колпаке, а другой расположен вдоль продольной оси индуктора. Устройство для фиксации стенки изделия.выполнено в виде закрепленного в верхней части основания пневмопривода, соединенного посредством рычага, серьги и направляющей с рейками, на которых закреплены два ряда штоков, установленньгх в отверстиях каретки, причем один ряд штоков помещен в отверстиях колпака, а другой между ветвями вдоль продольной оси индук,тора.
3
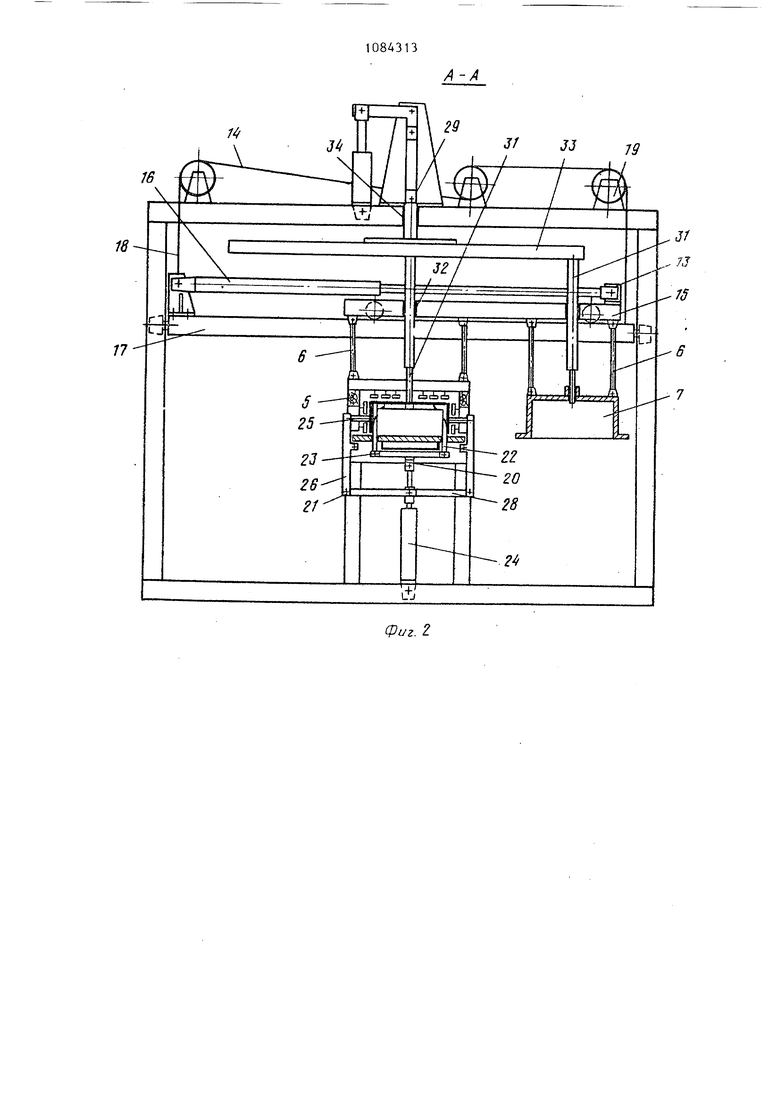
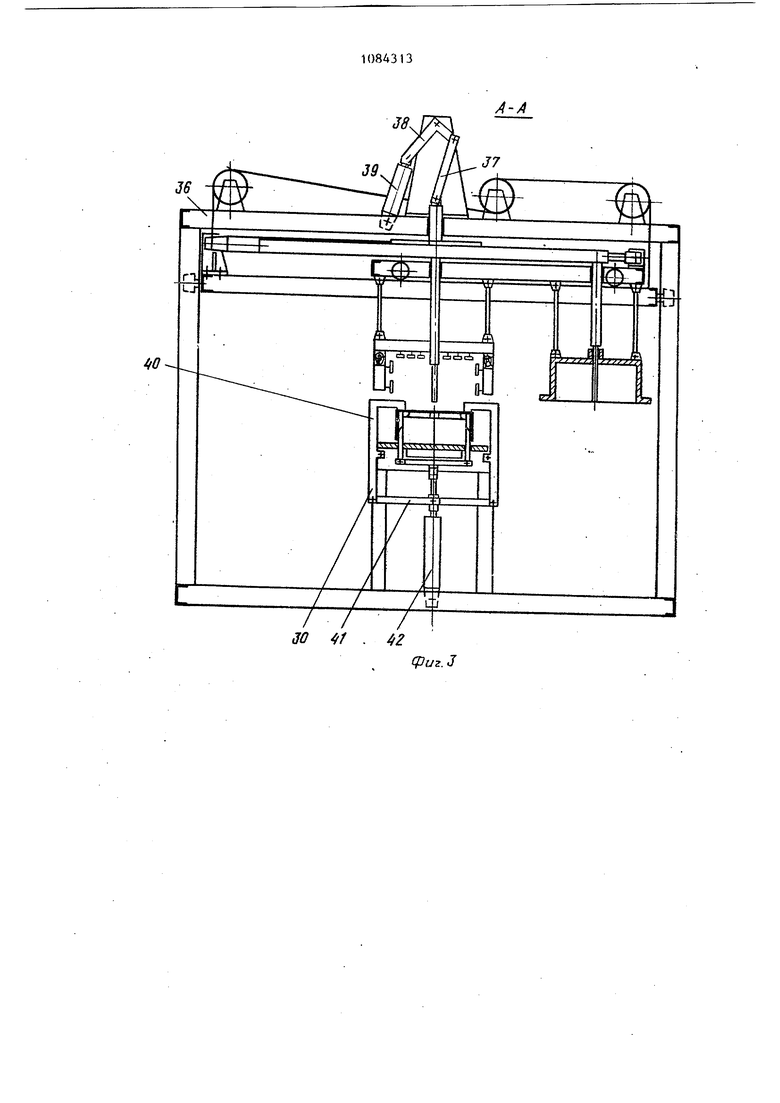
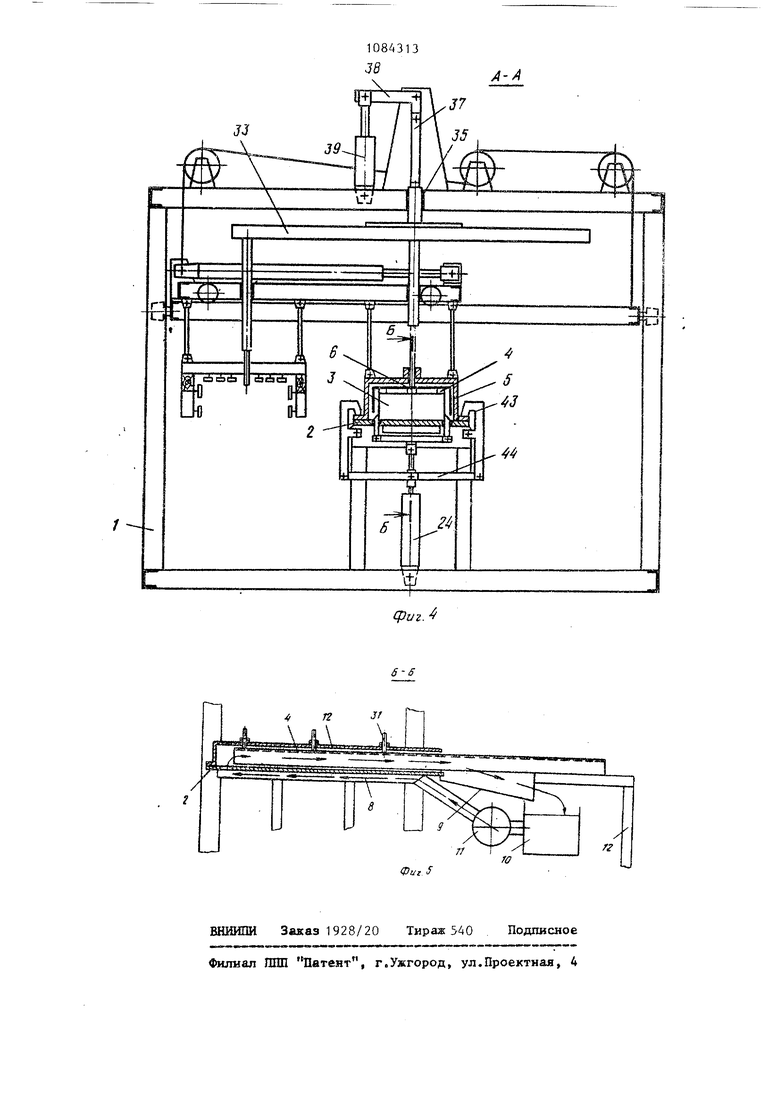
На фиг.1 показана предлагаемая установка, фронтальный вид; на фиг.2 - разрез Л-А на фиг.1, период нагрева изделия на фиг.З - то же, период между нагревом и охлаждением (перехват стенки лонжерона); на фиг.А - то же, период охлаждения изделия; на фиг.З - разрез Б-Б на фиг.4, период охлаждения.
Предлагаемая установка состоит из стационарного основания 1, на нижней части которого установлена плита 2, с выступом 3 (функции выстпа может выполнять магнитопровод). выполненным с местными опорами 4, возвышающимися над ним на 8-10 мм. Опоры 4 служат для укладки на них внутренней стороны стенки обрабатываемых швеллерообразных изделий (лонжеронов автомобиля), а также для обеспечения свободного прохода воды между стенкой лонжерона и выстпом при закалке.
Над выступом, охватывая его и помещенное на его опорах изделие, установлен индуктор 5. Длина индуктора соответствует длине нагреваемой части изделия. Это может быть все изделие, либо его часть, расположенная на конце или в середине длины.
Параллельно индуктору установлен колпак 6 для охлаждения. В опущенном на плиту 2 положении он образует вместе с ней камеру охлаждеНИН (закалки). Один торец закрыт, другой открыт, что необходимо для входа закаливаемого изделия за его пределы (наиболее общий случай, когда нагреву и закалке подвергаетс средняя часть изделия), а также для прохода закалочной воды. Индуктор и колпак имеют механизм 7 горизонтального перемещения и механизм 8 подъема.
Механизм горизонтального перемещения состоит из каретки 9, к которой на тягах 10 подвешены индукто и колпак, и пневмопривода 11.
Механизм подъема состоит из рамы 12, установленной на стойках 13 основания, подвешенной на тросах 14 и привода 15, помещенного на верхней части основания 1. На раме 12 установлена каретка 9 и закреплен ее привод 11. На верхней части основания расположено также устройство 6 для фиксации стенки лонжерона.
34
Устройство 16 состоит из пневмопривода 17, который через рычаги 18 и серьги 19. соединен с направляющими 20, установленными во втулках верхней части основания 1. На направляющих 20 закреплены рейки 21, в которых своими верхними Т-образными концами установлены два ряда штоков 22. Средняя часть всех штоков проходит через отверстия (втулки) 23 в каретке 9. Нижняя часть одного ряда штоков проходит через отверстия (втулки) 24 в колпаке 6. Нижняя часть другого ряда штоков проходит по оси индуктора между его ветвями. Штоки располагаются с шагом по всей длине нагреваемой части лонжерона.
Устройство 16 служит для фиксации стенки лонжерона на опорах 4 и. предотвращения ее деформации.
На нижней части основания установлены устройство 25 для фиксации поло изделия с внутренней стороны и устроство 26 длд фиксации полок изделия с наружной стороны, а также механизм 27 перехвата.
Устройство 25 для фиксации полок изделия с внутренней стороны состоит из пневмопривода 28, подвижных траверс 29 и закрепленных на них двух рядов фиксаторов 30. Фиксаторы 30 расположены перпендикулярно стенке лонжерона, пблизи его полок, и обращены к ним своими скосами. Устройство 26 для фиксации полок изделия с наружной стороны состоит из пневмопривода 31, cepei 32 и рычагов 33, на конце которых помещены пальцы (фиксаторы) 34. Пальцы 34 располагаются перпендикулярно полкам лонжерона с внешней стороны.
Механизм 27 перехвата состоит из пневмопривода 35, которьй через серьги 36 соединен с рычагами 37. Механизм перехвата обеспечивает фиксацию стенки изделия на опорах
4в период между нагревом и охлаждением - период замены индуктора на колпак. Пневмопривод 28, служит для перемещения фиксаторов 30, одновременно служит для поворота рычагов 38 через серьги 39. Рычаги 38 служат для запирания колпака 6 на плите 2 в период подачи закалочной воды. Подача закалочной
воды обеспечивается насосом 40, через трубопровод 41, расположен51ный под плитой 2, с закрытой стороны колпака. С открытой стороны колпака к плите 2 примыкает лоток 42 для слива закалочной воды, под которым помещается резервуар A3, соединенньй трубопроводом с насосом 40. За резервуаром 43 располагается стойка 44, на которую помещаетс подлежащий закалке лонжерон перед перемещением в позиции закалки. В положении, фиксирующем полки и стенки изделия, элементы обеспечивающие эту фиксацию, подходят к ло жерону с минимальным зазором, равным величине теплового расширения изделия в соответствующем направле нии. При этом каждая пара серег 32 и 36, а также плечо рычага 18 и серьга 19 (фиг.2,4) устанавливаются в распор - под углом 18012. Это позволяет: не препятствоват тепловому расширению изделия во все направлениях при нагреве, ограничит величину деформации изделия в жест ких пределах; приводить в действие рычажную систему посредством небол шой мощности привода, и, используя эту небольшую мощность, удерживать фиксаторы в строго определенном положении, даже при появлении значи тельных нагрузок, вызванных тенденцией изделий к деформации. Для некоторых швеллерообразных изделий, в стенке которых по длине имеется ряд отверстий, фиксация полки изделия на основании может быть произведена посредством стяжек (болтов), проходящих через эти отверстия и прижимающих стенку изделия к опорам. В этом случае отпадает необходимость в устройствах 16 и 27. В некоторых случаях возможна фиксация полок лонжерона с внутренней стороны посредством стационарных упоров с точечным или линейным контактом, установленных на основании 1 . Работа установки происходит в следующей последовательности. Подлежащее закалке изделие поме щается на стойку 44 и, передвигаясь по ней,поступает в позицию закалки Фиксаторы устройства 25, перемещаяс вверх посредством пневмопривода 28, своими скосами доходят до внутренней поверхности полок изделия, определяя положение лонжерона в целом и фиксируя его размер от деформ 6 дни изнутри. Пальцы 34 устройства 26 подходят к полкам лонжерона снаружи. Зазор между пальцами 34 и полкой лонжерона устанавливается равным величине теплового расширения лонжерона по высоте стенки. Это позволяет обеспечить свободное тепловое расширение лонжерона как по высоте, так и по длине. Одновременно деформация изделия ограничивается в заданных пределах. Движение пальдев обеспечивается пневмоприводом 31 при повороте рычагов 33 в направлении к изделию. Обе серьги 32 в фиксированном положении устанавливаются под углом 180° друг к другу. Каретка 9 посредством пневмопривода 11 перемещается в направлении к издалию до тех пор, пока индуктор не остановится над изделием. Вместе с кареткой перемещаются в рейках 21 установленные во втулках и подвешенные на рейках штоки 22 устройства 16. Рама 12 вместе с кареткой 9 и подвешенными к ней индуктором 5 и колпаком 6 посредством привода 15 опускается вниз. При этом индуктор устанавливается над изделием, охватывая его по внешнему периметру на длине нагреваемой части. Включается пневмопривод 17. При этом рычаг 18 поворачивается и одно его плечо устанавливается с серьгой 19 под углом 180, рейки 21 вместе со штоками 22 движутся вниз, причем часть штоков 22, которыми снабжен индуктор, устанавливается над стенкой изделия с небольшим зазором (0,5 мм). Включается индуктор. Происходит нагрев изделия до заданной температуры и одновременно увеличение его размеров вследствие теплового расширения металла. По ряду причин, вызванных особенностями индукционного нагрева изделий и их конструкций, при нагреве имеет место деформация элементов лонжерона (стенки и полок). Фиксаторы не препятствуют тепловому расширению изделия но препятствуют деформации изделия при нагреве, ограничивая ее допустимыми рамками. По окончании нагрева индуктор 5 одновременно с кареткой 9 и рамой 12 поднимается вверх посредством привода 15.Включается пневмопривод 35 и рычаги 37 через серьги 36 поворачиваются таким образом, что устанавливаются над уровнем, который занимала холодная стенка 7 лонжерона с неГххпьшим зазором (0,5 мм). Если этот зазор уже выбран при нагреве лонжерона, то эт рычаги упираются в лонжерон. Одновременно происходит выравнивание температуры по г чению изделия. Включается пневмопривод 17, и штоки 22 вместе с рейками 21 поднимаются вверх. Каретка 9 вместе с индукторо и колпаком перемещаются в горизонтальной плоскости до тех пор, пока над нагретым изделием установится колпак 6. Проходящие через колпак штоки 22 опускаются вниз и устанавливаются над лонжероном с небольшим зазором (или упираются в него) аналогично рычагам 37. Рычаги 37 механизма 27 перехвата поднимаются, освобождая лонжерон. Пальцы 34 посредством пневмопривода 31 отходя от лонжерона. Колпак 6 вместе с кареткой 9 и рамой 12 опускается вниз на плиту 2. Включается пневмопривод 28. При этом фиксаторы 30 устройств 25 опускаются вниз и освобождают ло жерон, рычаги 38 поворачиваются в направлении к лонжерону и запирают герметично колпак 6 на плите 2. Включается насос, и охлаждающая
75
J«
И
fui.l 38 вода из резервуара 43 по трубопровоДУ 41 подается в камеру охлаждения и, перемещаясь вдоль нее с большой скоростью, охлаждает лонжерон. Далее вода по лотку сливается в резервуар. По окончании охлаждения насос отключается, рычаги 38 освобождают колпак 6 и он поднимается вверх, освобождая лонжерон. Лонжерон посредством устройства для перемещения перемещается на стойку 44 и затем удаляется из установки. Цикл повторяется. Использование предлагаемого изобретения позволяет -обеспечить возможность закалки длинномерных изделий, в частности швеллерообразных лонжеронов автомобиля, а также исключить или уменьшить до Допустимого значения величину деформации закаленных изделий. Это в свою очередь, позволяет уменьшить толщину изделия (стенки и полку), уменьшить его вес, использовать для его изготовления стали с меньшим -содержанием легирующих элементов. Экономический эффект от внедреия изобретения составляет 200 тыс. уб. в год
фиг. 2.
0
Сриг.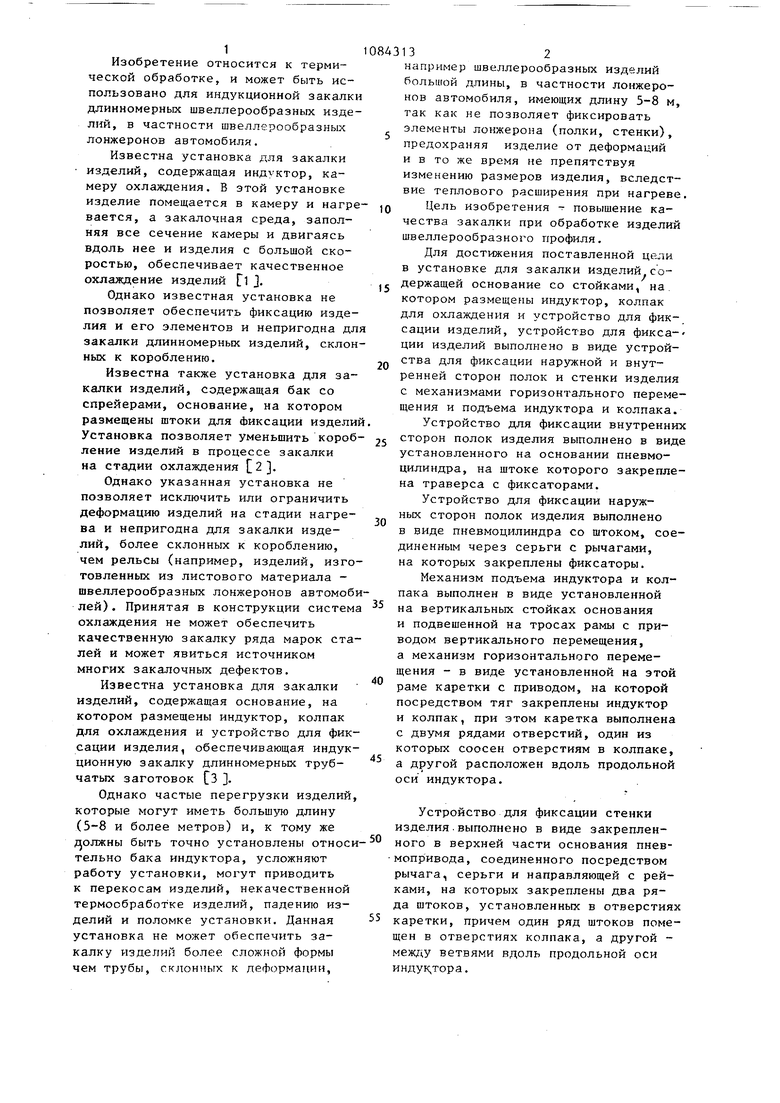
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для термообработки деталей и устройство для закалки деталей | 1981 |
|
SU1016380A1 |
| Станок для закалки зубчатых венцов | 1990 |
|
SU1813108A3 |
| Установка для индукционной закалки крупногабаритных коленвалов | 1988 |
|
SU1666555A1 |
| УСТАНОВКА ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПОЛЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 2000 |
|
RU2182932C2 |
| Установка для термической и химико-термической обработки деталей в вакууме | 1983 |
|
SU1200104A1 |
| СПОСОБ МЕСТНОЙ ЗАКАЛКИ ОПОРНЫХ ИГЛ И УСТАНОВКА ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2010 |
|
RU2439168C2 |
| Универсальный станок для закалки крупногабаритных деталей с индукционного нагрева | 1986 |
|
SU1435622A1 |
| Станок для индукционной закалки изделий | 1976 |
|
SU607847A1 |
| Способ изготовления лонжеронов рам транспортных машин | 1980 |
|
SU1025738A1 |
| Установка для закалки стекла | 1973 |
|
SU473682A1 |
1. УСТАНОВКА ДЛЯ ЗАКАЛКИ ИЗДЕЛИЙ, содержащая основание со стойками, на котором размещены индуктор, колпак для охлаждения и устройство для фиксации изделий, отличающаяся тем, что, с целью повышения качества закалки, при обработке изделий швеллерообразного профиля, устройство для фиксации изделий выполнено в виде устройства для фиксации наружной и внутренней сторон полок и стенки изделия с механизмами горизонтального перемещения и подъема индуктора и колпака. 2. Установка по п.1, отличающая ся тем, что устройство для фиксации внутренних сторон полок изделия выполнено в виде установленного на основании пневмоцилиндра, на штоке которого закреплена траверса с фиксаторами. 3.Установка по п.1, отличающаяся тем, что устройство для фиксации наружных сторон полок изделия выполнено в виде пневмоцилиндра со штоком, соединенным через серьги с рычагами, на которых закреплены фиксаторы. 4.Установка по п.1, отличающаяся тем, что механизм подъема индуктора и колпака выполнен в виде установленной на вертиi кальных стойках основания и подвешенной на тросах рамы с приводом верти(Л кального перемещения, а механизм горизонтального перемещение - в виде установленной на этой раме каретки с приводом, на которой посредством тяг закреплены индуктор и колпак, при этом каретка выполнена с двумя рядами отверстий, один из которых соосен отверстиям в колпаке, а 00 другой расположен вдоль продольной 4 оси индуктора. 00 Од 5.Установка по п.1, отличающаяся тем, что устройство для фиксации стенки изделия выполнено в виде закрепленного в верхней части основания пневмопривода, соединенного посредством рычага, серьги и направляющей с рейками, на которых закреплены два ряда штоков, установленных в отверстиях каретки, причем один ряд штоков помещен в отверстиях колпака, а другой - между ветвями вдоль продольной оси индуктора.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Рыскин С.Е | |||
| и др | |||
| Оборудова-г ние для индукционной термообработки | |||
| Л., Машиностроение, 1966, с.47 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
