;о
со сл
Изобретение относится к черной металлургии, в частности к машинам непрерывного литья заготовок (МИЛЗ), а именно к устройствам автоматическо го контроля работы кристаллизатора МНЛЗ.
Целью изобретения является повышв ние стойкости оборудования и производительности.
На чертеже показана функциональная схема устройства.
I
Устройство содержит датчик 1 усилия вытягивания слитка, усилитель 2, фазочувствительный выпрямитель 3, LC- фильтр 4, дифференциатор 5, схему 6 выделения абсолютного значения сигнала, компаратор .7, задатчик 8 минимально допустимой скорости изменения усилия вытягивания, ключ 9, генератор 10 одиночных импульсов, схему И 11, первый инвертор 12, измеритель 13 временных интервалов. Блок 14 сравнения, задатчик 15 максимально допустимой длительности остановок кристаллизатора, сигнализатор 16, схему ИЛИ-НЕ 17, второй инвертор 18, нуль-орган 19, причем выход датчика 1 усилия вытягивания слитка, через усилитель 2, фазочувствительньА выпрямитель 3 соединен с выходом LC- фильтра 4, выход которого соединен с входами 1гуль-органа 19, а также через дифференциатор 5, схему 6 выделе ния абсолютного значения сигнала с первым входом компаратора 7, второй вход которого соединен с выходом за- датчика В минимально допустимой скорости изменения усилия вытягивания, выход компаратора 7 через ключ 9 соединен с первым входом измерителя 13 временных интервалов, который также через генератор 10 одиночных импульсов соединен с первым входом схемы ИПИ-НЕ 17, выход которой соединен с вторым входом измерителя 13 временных интервалов, выход которого соединен с первым входом блока 14 сравнения , второй вход которого соединен с выходом задатчика 15 максимально допустимой длительности осталовок кристаллизатора, выход блока 14 сравнения соединен с сигнализатором 16, а также через первый инвертор 12с вторым входом схемы И 11, выход нуль органа 19 через второй инвертор 18 соединен с вторым входом схемы ИЛИ- НЕ 1 7 .
Устройство работает следующим образом.
Сигнал с датчика 1 усилия вытягивания слитка нормируется и усиливается в усилителе 2, и, пройдя через фазочувствительный выпрямитель 3, подается на LC-фильтр 4, имеющий постоянную времени порядка 100 мкс, который убирает гармонические составляюоше сигнала. Далее сигнал поступает на дифференциатор 5 и после дифференцирования через схему 6 выделения абсолютного значения поступает на первый вход компаратора 7. Если скорост изменения сигнала, пропорциональная усилию вытягивания, становится близкой к нулю и на выходе дифференциатора 5, а следовательно, и схемы 6 выделения абсолютного значения сигнала сигнал становится меньше, чем величина минимально допустимого значения скорости изменения усилия вытягивания слитка на задатчике 8, то на выходе компаратора 7 появляется сигнал высокого уровня, который включает ключ 9 и уровнем логической 1 по первому входу запускает измеритель 13 временных интервалов, который остается включенным до момента, пока скорость изменения усилия вытягивания вновь не установится вьше заданного значения. Выход компаратора 7 отключает ключ 9 и уровнем логического О останавливает измеритель 13 временных интервалов.
На первый вход блока 14 сравнения поступает сигнал с выхода измерителя 13 временных интервалов, где его величина сравнивается с величиной, заданной на задатчике 15 максимально допустимой длительности остановки кристаллизатора. В случае, если величина сигнала с выхода измерителя 13 временньк интервалов больше, чем от задатчика 15, то на выходе блока 14 сравнения появляется сигнал логической 1, включающий сигнализатор 16, который информирует оператора о наличии люфта в механизме качания кристаллизатора. В случае, если величина сигнала с выхода измерителя 13 временных интервалов меньше, чем от задатчика 15, то на выходе блока 14 сравнения остается сигнал логического О и сигнализатор не включается.
В тот момент, когда ключ 9 отключает первый вход измерителя 13 временных интервалоп перепадом уровнен с логической 1 в логический О., включается генератор 10 одиночных импульсов и вырабатывает импульс положительной полярности, который при условии наличия логической 1 на втором входе cxeNibi И 1 1 проходит на первый вход схемы ИЛН-НЕ 17 и уровнем логического О устанавливает измеритель 13 временных интерва- лов в исходное .положение. Сигнал логической 1 на втором входе схемы И 1 1 образуется путем инверсии на первом инверторе 12 сигнала логического О с выхода блока 14 сравнения Обнуление измерителя 13 временных интервалов производится также при переходе через нуль кривой усилия вытяги вания сигналом с выхода нуль-органа 19 через второй инвертор 18, второй вход схе мы Ш1И-11Е 17.
В качестве, датчика усилия вытягивания слитка может быть использован серийный датчик типа ДСТБ, в качестве усилителя, фазочувствительного выпрямителя, нуль-органа, измерителя временных интервалов - соответствующие блоки измерителя усилия вытягивания слитка типа ИУ-7321. В качестве генератора одиночных импульсов, инверторов, схем И и ИЛИ-НЕ - микросхе мы серии К155. В качестве задатчиков минимально допустимой скорости изменения усилия вытягивания и максимально допустимой длительности остановок кристаллизатора, блока сравнения, компаратора, ключа дифференциатора, схемы выделения абсолютного значения сигнала могут быть использованы соответствующие блоки из комплекса АКЭСР в качестве фильтра - любой LC-фильтр с постоянной времени порядка 200 мкс. В качестве сигнализатора может быть использован любой светодио д.
Применение предлагаемого устройства позволяет контролировать наличие люфта в механизме качания кристалли
5
0
5
0
5
0
5
затора, что способствует повышению стойкости оборудования, повышению производительности МНЛЗ.
Формула изобретения
Устройство автоматического контроля механизма качания кристаллизатора, содержащее датчик усилия вытягивания слитка, выход которого соединен через усилитель с фазочувствительным выпрямителем, дифференциатор, вход которого соединен с входом нуль-органа, а выход через схему вьщеления абсол1отного значения сигнала соединен с первым входом компаратора, второй вход которого соединен с выходом задатчика минимально допустимой скорости изменения усилия вытягивания, а выход через ключ - с первым входом измерителя временных интервалов, выход которого соединен с первым входом блока сравнения, второй вход которого .соединен с задатчиком максимально допустимой длительности ОСТАНОВОК кристаллизатора, а выход - с сигнализатором, отличающее- с я тем, что, с целью повышения стойкости оборудования и производительности, в него дополнительно введены LC-фильтр, первый и второй инверторы, генератор одиночных импульсов, схема И, схема ИЛИ-НЕ, причем вход LC-фильтра соединен с выходом фазочувствительного выпрямителя, а выход - с входами дифференциатора и нуль-органа, выход ключа соединен через генератор одиночных импульсов с первым входом схемы И, второй вход которой через первый инвер.тор соединен с выходом блока сравнения, выход схемы И соединен с первым входом схемы ИЛИ-НЕ, выход которой соединен с вторым входом измерителя временных интервалов, а второй вход схемы ИЛИ- НЕ соединен через второй инвертор с выходом нуль-органа.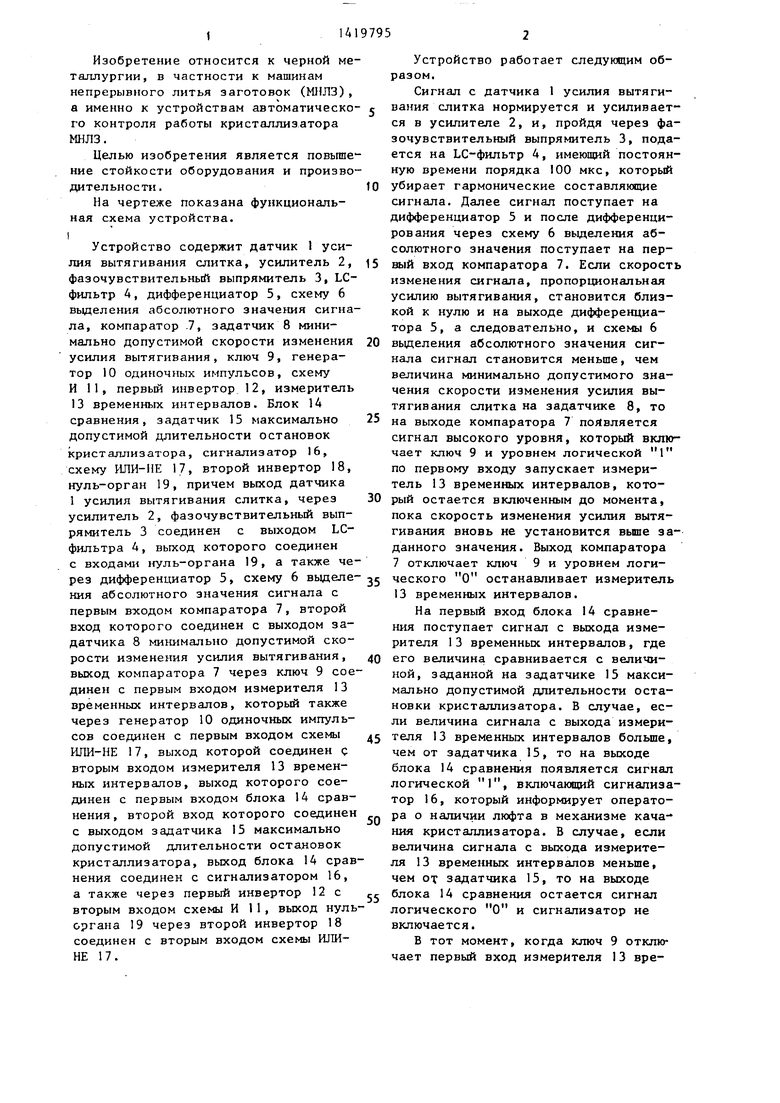
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматического контроля работы механизма качания кристаллизатора | 1985 |
|
SU1369867A1 |
| Устройство автоматического контроля работы механизма качания кристаллизатора машины непрерывного литья заготовок | 1988 |
|
SU1585060A1 |
| Устройство для автоматического управления машиной непрерывного литья заготовок | 1983 |
|
SU1110541A1 |
| Устройство для автоматического управления режимом работы кристаллизатора | 1984 |
|
SU1214317A1 |
| Устройство автоматического управления охлаждением слитка на установке непрерывной разливки металла | 1976 |
|
SU599916A1 |
| Система автоматического регулирования уровня металла в кристаллизаторе машины непрерывного литья слитков | 1985 |
|
SU1278106A1 |
| Способ прогнозирования прорывов металла на машине непрерывного литья заготовок и устройство для его осуществления | 1988 |
|
SU1502179A1 |
| Устройство управления порезом слитка на установке непрерывной разливки металла | 1986 |
|
SU1377167A1 |
| Устройство автоматического управления установкой непрерывной разливки металла | 1981 |
|
SU997965A1 |
| Устройство автоматического управления тепловым режимом зоны вторичного охлаждения на установках непрерывной разливки металла | 1980 |
|
SU889270A1 |
Изобретение относится к черной металлургии. Цель изобретения - повышение стойкости оборудования и производительности. Указанная цепь достигается тем, что при скорости изменения сигнала, измеряемого датчиком 1 усилия вытягивания слитка, близкой к нулю, запускается измеритель 13 временных интервалов. С выхода измерителя 13 сигнал в блоке 14 сравнения сравнивается с максимально допустимой длительностью остановки кристаллизатора. При сигнале с измерителя 13 большем, чем с задатчика 15, на выходе блока 14 появляется сигнал логической 1, включающий сигнализатор 16. Сброс измерителя 13 происходит по цепи ключ 9 - генератор 10 - схема И 11 - схема ИЛИ-НЕ 17. 1 ил. (Л
Редактор Т.Парфенова
Составитель Л.Абросимов Техред А. Кравчук
Заказ 4273/14
Тираж 741
ВНИИПИ Государственного комитета СССР
по делам изобретений и открыти 113035, Москва, Ж-35, Раушская наб., д. 4/5
Корректор М.Максимишинец
Подписное
| Краснов Б.И | |||
| Оптимальное управление режимами непрерывной разливки стали | |||
| М.: Металлургия, 1975, с | |||
| Приспособление к тростильной машине для прекращения намотки шпули | 1923 |
|
SU202A1 |
| Способ автоматического контроля работы механизма качания кристаллизатора | 1985 |
|
SU1369867A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
