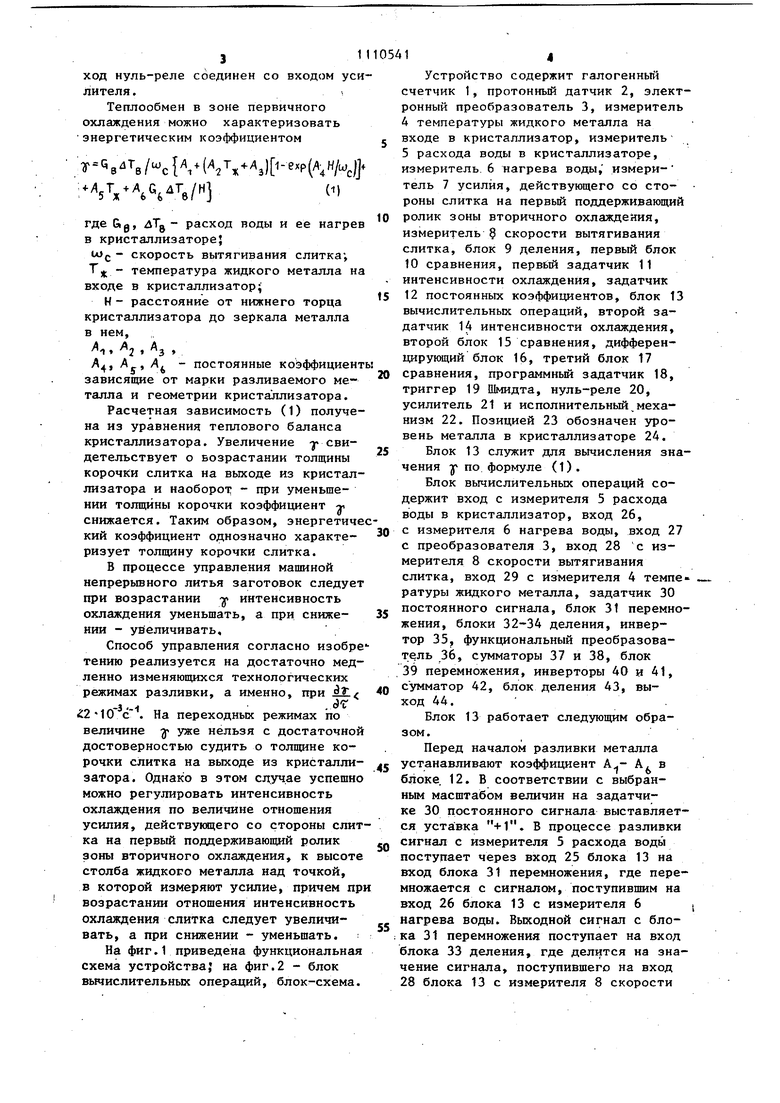
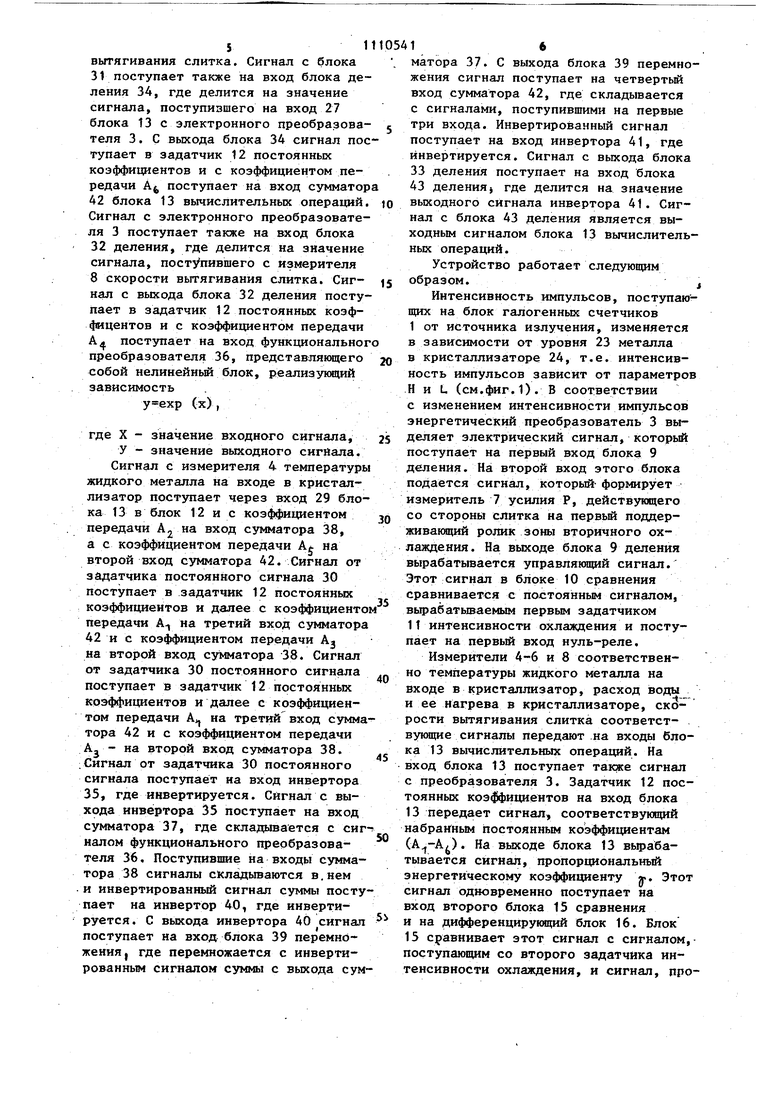
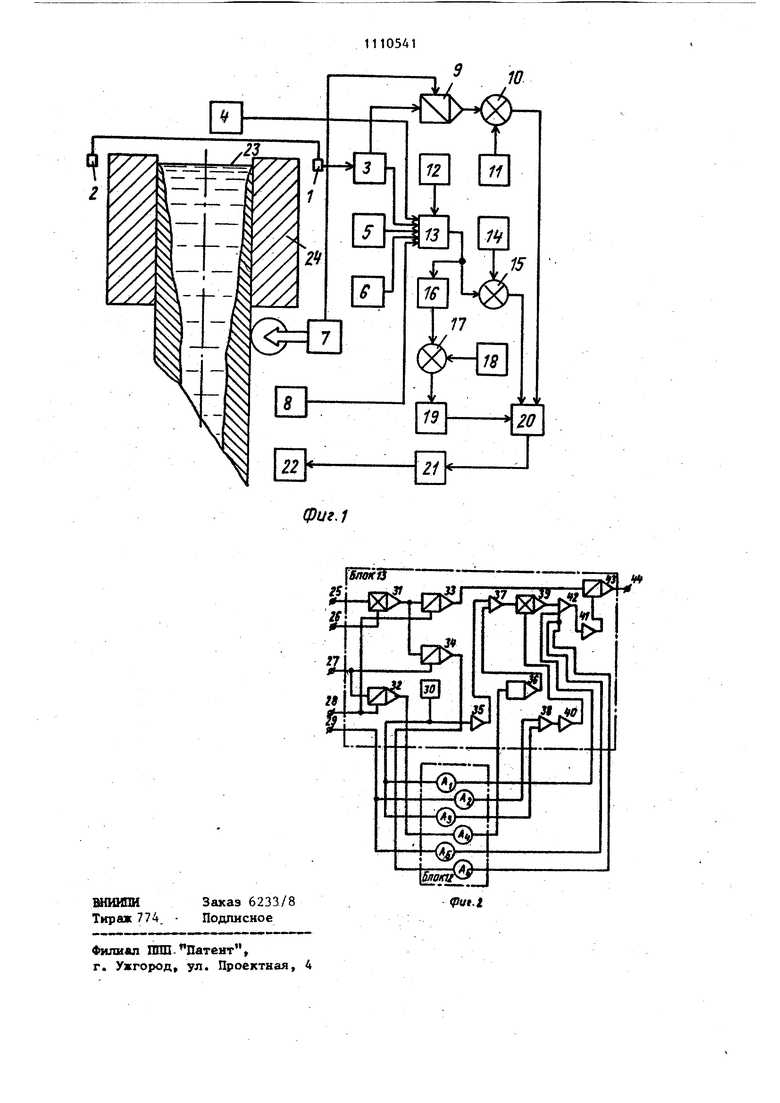
Изобретение относится к металлургии, а именно, к непрерывной разливке металла. Известно устройство, для автомати ческого управления машиной непрерывного литья заготовок, содержащее последовательно соединенные измеритель уровня, преобразрватель, сумматор, блок сравнения, .усилитель и исполнительный механизм, а также содержащее следящий привод и блок компенсации размыва стопорной пары, причем второ вход сумматора соединен с задатчиком уровня, а второй вход блока сравнени соединен с задатчиком обратной связи кинематически соединенным со стопоро вход следящего привода соединен с вы ходом сумматора, а его выходной вал связан через датчик компенсации размыва с блоком сравнения tUОднако известное устройство не по воляет регулировать интенсивность охлаждения, а следовательно, не способствует повышению качества слитка путем обеспечения заданной скорости кристаллизации. Известно устройство для автоматического управления машиной непрерывного литья заготовок, содержащее последовательно соединенные измеритель электрического тока в рабочей.стенке кристаллизатора, блок сравнения, регулятор угла наклона рабочей стенки кристаллизатора, усилитель и испо нительный механизм, а также задатчик угла наклона, соединенный со вторым входом блока сравнения {.21. Однако данное устройство не позволяет регулировать интенсивность вторичного охлаждения слитка. Кроме того, по величине электрического тока в рабочей стенке нельзя с доста точной достоверностью судить об интенсивности теплообмена в кристаллизаторе . Наиболее близким к предлагаемому является устройство 3 для автоматического управления машиной непрерьшного литья заготовок, содержащее пос ледовательно соединенные измеритель уровня металла в кристаллизаторе, преобразователь, блок деления, блок сравнения, усилитель и исполнительны механизм, а также измеритель усилия в. станине поддерживающего устройства зоны вторичного охлаждения, соеди ненный со вторым входом блока деления и задатчик интенсивности охлажде 412 , соединенный со вторым входом блока деления 3;. Однако данное устройство не позволяет регулировать интенсивность ох- i лаждения в зависимости от толщины корочки слитка на выходе из кристаллизатора, так как в нем не учитывается тепловой баланс зоны первичного охлаждения . Целью изобретения является повышение качества слитка путем обеспечения заданной скорости кристаллизации. Поставленная цель достигается тем, что устройство для автоматического управления машиной непрерывного литья заготовок, содержащее последовательно соединенные измеритель уровня металла в кристаллизаторе, преобразователь, блок деления и блок сравнения, последовательно соединенные усилитель . и исполнительный, механизм, а также измеритель усилия, действующего со стороны слитка на первый поддерживающий ролик зоны вторичного охлаждения, соединенный со вторым входом блока деления, и задатчик интенсивности охлаждения, соединенный со вторым входом блока сравнения, дополнительно содержит измерители температуры жидкого металла на входе в кристаллизатор, расхода воды и ее нагрева в кристаллизаторе, скорости вытягивания слитка, а также задатчик постоянных коэффициентов, блок вычислительных операций, второй задатчик интенсивности охлаждения, программный задатчик, второй и третий блок сравнения, дифференцирующий блок, триггер Шмидта и нуль-реле, причем измерители температуры жидкого металла, расхода воды и ее нагрева в кристаллизаторе, скорости вытягивания слитка, преобразователь и задатчик постоянных коэффициентов соединены со входами блока вычислительных операций, а выход его соединен со входами .дифференцирующего блока и второго блока сравнения, второй вход которого соединен со вторым задатчиком интенсивности охлаждения, а выход - со зходом нуль-реле, второй вход которого соединен с выходом первого блока сравнения, а третий вход - с выходом триггера Шмидта, вход которого соединен с выходом третьего блока сравнения, выход нуль-реле соединен со входом ус лителя . Теплообмен в зоне первичного охлаждения можно характеризовать энергетическим коэффициентом (Гж)(w ( где Бд, ДТд - расход воды и ее нагре в кристаллизаторе} tOg - скорость вытягивания слитка; Т - температура жидкого металла н входе в кристаллизатор; Н- расстояние от нижнего торца кристаллизатора до зеркала металла в нем, 3 А, А,., Д, - постоянные коЬффициен зависящие от марки разливаемого ме тапла и геометрии кристаллизатора. Расчетная зависимость (1) получе на из уравнения теплового баланса кристаллизатора. Увеличение j свидетельствует о возрастании толщины корочки слитка на выходе из кристал лизатора и наоборот; - при уменьшении толщины корочки коэффициент у снижается. Таким образом, энергетич кий коэффициент однозначно характеризует толщину корочки слитка. В процессе управления мащиной непрерьгоного литья заготовок следуе при возрастании -у интенсивность охлаждения уменьщать, а при снижении - увеличивать. Способ управления согласно изобр тению реализуется на достаточно мед ленно изменяющихся технологических режимах разливки, а именно, при f з -t 240 с . На переходных режимах по величине -у У нельзя с достаточно достоверностью судить о толщине корочки слитка на выходе из кристалли затора. Однако в этом сдучае успешн можно регулировать интенсивность охлаждения по величине отношения усилия, действующего со стороны сли ка на первый поддерживающий ролик зоны вторичного охлаждения, к высот столба жидкого металла над точкой, в которой измеряют усилие, причем п возрастании отнощения интенсивность охлаждения слитка следует увеличивать, а при снижении - уменьшать. На фиг.1 приведена функциональна схема устройства; на фиг.2 - блок вычислительных операций, блок-схема 14 Устройство содержит галогенньй счетчик 1, протонный датчик 2, электронный преобразователь 3, измеритель 4температуры жидкого металла на входе в кристаллизатор, измеритель 5расхода воды в кристаллизаторе, измеритель 6 нагрева воды, измеритель 7 усилия, действующего со стороны слитка на первый поддерживающий ролик зоны вторичного охлаждения, измеритель § скорости вытягивания слитка, блок 9 деления, первый блок 10 сравнения, первьй задатчик 11 интенсивности охлаждения, задатчик 12 постоянных коэффициентов, блок 13 вычислительных операций, второй задатчик 14 интенсивности охлаждения, второй блок 15 сравнения, дифферен«иРУ ий блок 16, третий блок 17 сравнения, программньй задатчик 18, триггер 19 Шмидта, нуль-реле 20, усилитель 21 и исполнительный механизм 22. Позицией 23 обозначен уровень металла в кристаллизаторе 24. Блок 13 служит для вычисления значения у по формуле (1). Блок вычислительных операций содержит вход с измерителя 5 расхода воды в кристаллизатор, вход 26, с измерителя 6 нагрева воды, вход 27 с преобразователя 3, вход 28 с измерителя 8 скорости вытягивания слитка, вход 29 с измерителя 4 температуры жидкого металла, задатчик 30 постоянного сигнала, блок 31 перемножения, блоки 32-34 деления, инвертор 35, функциональный преобразователь 36, сумматоры 37 и 38, блок 39 перемножения, инверторы 4Q и 41, сумматор 42, блок деления 43, выход 44. Блок 13 работает следующим образом. Перед началом разливки металла устанавливают коэффициент А. в блоке. 12. В соответствии с выбранным масштабом величин на задатчике 30 постоянного сигнала выставляется уставка +1. В процессе разливки сигнал с измерителя 5 расхода воды поступает через вход 25 блока 13 на вход блока 31 перемножения, где перемножается с сигналом, поступившим на вход 26 блока 13 с измерителя 6 | нагрева воды. Выходной сигнал с блока 31 перемножения поступает на вход блока 33 деления, где делится на значение сигнала, поступившего на вход 28 блока 13 с измерителя 8 скорости 51 вытягивания слитка. Сигнал с блока 31поступает также на вход блока деления 34, где делится на значение сигнала, поступившего на вход 27 блока 13 с электронного преобразователя 3. С выхода блока 34 сигнал пос тупает в задатчик 12 постоянных коэффициентов и с коэффициентом передачи А поступает на вход сумматор 42 блока 13 вычислительных операций Сигнал с электронного преобразователя 3 поступает также на вход блока 32деления, где делится на значение сигнала, поступившего с измерителя 8 скорости вытягивания слитка. Сигнал с выхода блока 32 деления посту пает в задатчик 12 постоянных коэффицентов и с коэффициентом передачи А поступает на вход функционально преобразователя 36, представляницего собой нелинейньй блок, реализующий зависимость . (х), где X - значение входного сигнала, У - значение выходного сигйала. Сигнал с измерителя 4 температуры жидкого металла на входе в кристаллизатор поступает через вход 29 блока 13 в блок 12 и с коэффициентом передачи А на вход сумматора 38, а с коэффициентом передачи At на второй вход сумматора 42. Сигнал от задатчика постоянного сигнала 30 поступает в задатчик 12 постоянных коэффициентов и далее с коэффициенто передачи А на третий вход сумматора 42 и с коэффициентом передачи А на второй вход сзгмматора 38. Сигнал от задатчика 30 постоянного сигнала поступает в задатчик 12 постоянных коэффициентов и далее с коэффициентом передачи А, на третий вход сумма тора 42 и с коэффициентом передачи А - на второй вход сумматора 38. :Сигнал от задатчика 30 постоянного сигнала поступает на вход инвертора 35, где инвертируется. Сигнал с выхода инвертора 35 поступает на вход сумматора 37, где складывается с сиг налом функционального преобразователя 36, Поступившие на входы сумматора 38 сигналы складываются в.нем и инвертированный сигнал суммы посту пает на инвертор 40, где инвертируется. С выхода инвертора 40 сигнал поступает на вход блока 39 перемножения, где перемножается с инвертированным сигналом суммы с выхода сум 16 матера 37. С выхода блока 39 перемножения сигнал поступает на четвертый вход сумматора 42, где складывается с сигналами, поступившими на первые три входа. Инвертированный сигнал поступает на вход инвертора 41, где инвертируется. Сигнал с выхода блока 33 деления поступает на вход блока 43 деления} где делится на значение выходного сигнала инвертора 41. Сигнал с блока 43 деления является выходным сигналом блока 13 вычислительных операций. Устройство работает следующим образом. Интенсивность импульсов, поступающих на блок галогенньк счетчиков 1 от источника излучения, изменяется в зависимости от уровня 23 металла в кристаллизаторе 24, т.е. интенсивность импульсов зависит от параметров Н и L (см.фиг.1). В соответствии с изменением интенсивности импульсов энергетический преобразователь 3 выделяет электрический сигнал, который поступает на первый вход блока 9 деления. На второй вход этого блока подается сигнал, который- формирует измеритель 7 усилия Р, действующего со стороны слитка на первьй поддерживакиций ролик зоны вторичного охлаждения. На выходе блока 9 деления вырабатывается управляющий сигнал. Этот сигнал в блоке 10 сравнения сравнивается с постоянньм сигналом, вырабатьтаемым первым задатчиком 1t интенсивности охлаждения и поступает на первый вход нуль-реле. Измерители 4-6 и 8 соответственно температуры жидкого металла на входе в кристаллизатор, расход воды и ее нагрева в кристаллизаторе, скорости вытягивания слитка соответствукяцие сигналы передают на входы блока 13 вычислительных операций. На вход блока 13 поступает также сигнал с преобразователя 3. Задатчик 12 постоянных коэ фихщентов на вход блока 13 передает сигнал, соответствующий набранным постоянным коэффициентам (). На выходе блока 13 вырабатывается сигнал, пропорциональный энергетическому коэффициенту . Этот сигнал одновременно поступает на вход второго блока 15 сравнения и на дифференцирукиций блок 16. Блок 15 сравнивает этот сигнал с сигналом,поступающим со второго задатчика интенсивности охлаждения, и сигнал, про711пропорциональный разности этих сигналов, передает на второй вход нульреле . Дифференцирующий блок 16 вырабатывает сигнал, пропорциональный значакию производной от jr по времени, и передает его на вход третьего блока сравнения, который сравнивает его с сигналом, поступающим с программного задатчика 18. Сигнал, пропорционапьный разности этих сигналов, посту пает на вход триггера Шмидта, который вьфабатьшает сигнал, управляющий нуль реле 20, Таким образом, в зависимости от наличия или отсутствия управляющего сигнала нуль-реле беспрепятственно пропускает на усилитель 21 сигнал с блока сравнения 10 или блока 15 Усилитель 21 усиливает этот сигнал до мощности, необходимой для управлеНИН исполнительным механизмом 22. При м с р. На машине непрерьшного литья заготовок разливают сталь в слитки 6,2x1,2 м. В некоторьй момент времени в блок вычислительных операций с измерителей поступают сигналы, -соответствующие скорости вытяги вания слитка ,0-10 м/с, расходу воды бе 0,06 , ее нагрёву/зТр 8,, температуре жидкого металла Т 1550С, высоте столба жидкого металла ,1 м. Задатчик постоянных коэффициентов вырабатывает сигнал, соответствующий значениям постоянных коэффициентов А, -1293 (с К)/М, A.J 5,11 с/м, Аз -7256 (с К)/М, А -0,00497 м/с, А5.1,20 с/м, А, 27., 2 с/м и передает его на вход блока вьгаислительных операций, который вырабатьшает сигнал, соответству щий значению энергетического коэффициента. В данном случае ,9788. Этот сигнал сравнивается с единицей. Сигнал, пропорциональный разности (1-0,9788), поступает на вход нульреле. Б то же время сигналы, соответствующие величине усилия Р, действующего со стороны слитка на первый под 18 держивающий ролик зоны вторичного охлаждения и высоте L столба жидкого металла над точкой, в которой измеряют усилие, поступают на входы блока деления, где вьфабатывается управляюп}ий :сигнал, пропорциональньй отношению L/P. Величина этого отношения определяется толщиной корочки слитка на выходе из кристаллизатора. В блоке сравнения сигнал, поступивший с блока деления, сравнивается с сигналом, соответствующим оптимальной толщине корочки слитка. Сигнал., пропорциональный разности этих сигналов, поступает на вход нуль-реле. Таким образом, нуль-реле должен пропустить одного из управляющих сигналов, соответствующий величине энергетического коэффициента j или соответствующий отнощению U/ Р. Нуль-реле работает следукщим образом. Дифференцирующий блок вычисляет производную от у по времени. Пусть в данный момент времени y/dor 1,8 . Сигнал, пропорциональный разности (2,0-1,8) 10 с, поступает на вход триггера Шмидта, который вырабатывает сигнал, управлЯюций работой нуль-реле. В данном случае нуль-реле пропускает управляющий сигнал, соответствующий величине у. v При (J2r/5f 2 он пропускает сигнал, соответствующий величине отнощения L/Р. Причем при возрастании исполнительный механизм уменьшает интенсивность охлаждения, а при снижении - увеличивает. При возрастании L/P интенсивность охлаждения уменьщается, а при снижении - увеличивается. .Технические преимущества изобретения заключаются в повьшении точности регулирования технологических параметров разливки, определяющих процесс кристаллизации слитка. Годовой экономический эффект от внедрения изобретения на одной УИРС составляет 431,1 тыс.руб.
w
1
Льjff
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматического управления машиной непрерывного литья заготовок и устройство для его осуществления | 1984 |
|
SU1243891A1 |
| Способ автоматического управления процессом кристаллизации непрерывного слитка и устройство для его осуществления | 1982 |
|
SU1052318A1 |
| Устройство для контроля толщины корочки слитка на выходе из кристаллизатора | 1981 |
|
SU1006049A1 |
| Способ управления процессом непрерывной разливки металла и устройство для его осуществления | 1985 |
|
SU1320011A1 |
| Устройство для управления процессом непрерывного горизонтального литья заготовок | 1982 |
|
SU1100042A1 |
| Способ управления процессом непрерывной разливки металла в неподвижный кристаллизатор и устройство для его осуществления | 1987 |
|
SU1447551A1 |
| Способ управления машиной непрерывного литья заготовок и устройство для его осуществления | 1987 |
|
SU1519831A1 |
| Способ управления периодическим вытягиванием слитка при непрерывном литье | 1981 |
|
SU1025489A1 |
| Способ автоматического управления машиной непрерывного литья заготовок | 1984 |
|
SU1219240A1 |
| Устройство для регулирования режима охлаждения непрерывнолитого слитка | 1980 |
|
SU933218A1 |
УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ МАШИНОЙ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК содержащее последовательно соединенные измеритель уровня металла в |сристаплизаторе, преобразователь, блок деления и блок сравнения, последовательно соединенные усилитель и исполнительный механизм, а также измеритель усилия, действую- щего со стороны слитка на первый поддерживакидий ролик вторичного охлаждения, соединенный с вторым входом блока деления, и задатчик интенсивности Охлаждения, соединённый с вторым входом блока сравнения, о тличающееся тем, что, с целью повышения качества слитка путем обеспечения заданной скорости кристаллизации, оно дополнительно содержит измерители температуры жидкого металла на входе в кристаллизатор, расхода воды и ее нагрева в кристаллизаторе, скорости вытягивания слитка, а также задатчик постоянных коэффициентов, блок вычислительных операций, второй задатчик интенсивности охлаждения, программный задатчик, второй и третий блоки сравнения, дифференцирующий блок, триггер Шмидта и нуль-реле, причем измерители температуры жидкого металла, расхода воды и ее нагрева в кристаллизаторе, скорости вытягивания слитка, преобразователь и задатчик пос- р тоянных коэффициентов соединены с входами блока вычислительных операций, а выход его соединен с входа. ми дифференцирующего блока и второго блока сравнения, второй вход котороО го соединен с вторым задатчиком инел тенсивности охлаждения, а выход с входом нуль-реле, второй вход которого соединен с выходом первого блока сравнения, а третий вход - с выходом триггера Шмидта, вход которого , соединен с выходом третьего блока сравнения, а выход нуль-реле соединен )дом усилителя.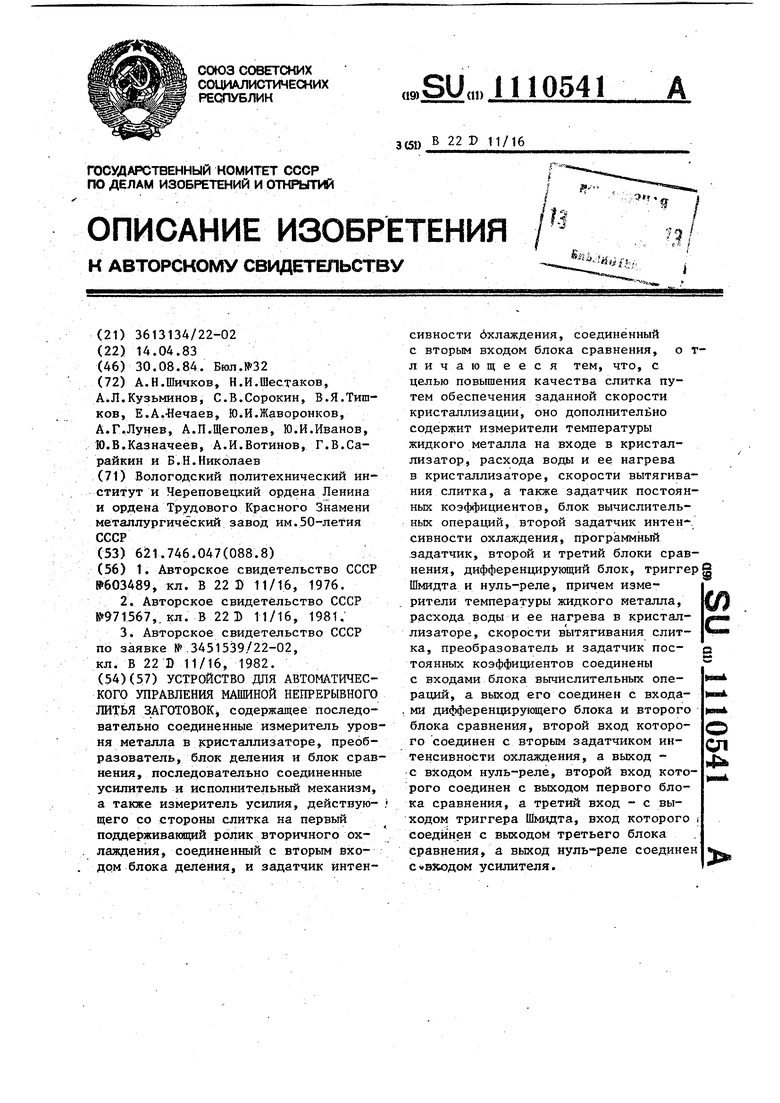
| t | |||
| Система поддрежания уровня металла в кристаллизаторе установки непрерыной разливки стали | 1976 |
|
SU603489A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
