Изобретение относится к автоматизации технологического процесса нецрерывной разливки металлических расплавов в кристаллизаторы.
Цель изобретения - повышение точности и надежности регулирования уровня металла в пусковом режиме и повышение качества слитка.
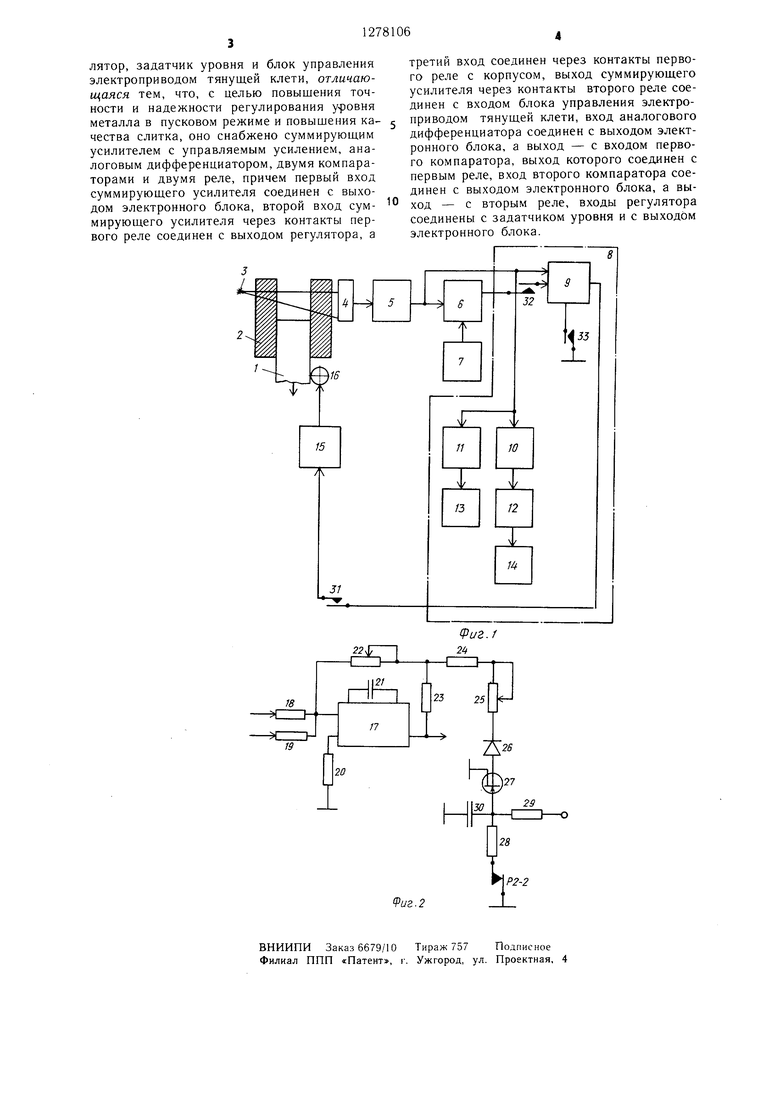
На фиг. 1 приведена блок-схема системы; на фиг. 2 - суммирующий усилитель с управляемым усилением.
Система автоматического регулирования уровня металлического расплава 1 в кристаллизаторе 2 машины непрерывного литья содержит измерительный блок с источником 3 излучения и детектором 4, подключенным к электронному блоку 5. Выход электронного блока 5 соединен с первым входом регулятора б, на второй вход которого подключен задатчик 7 уровня, выход регулятора 6 соединен с устройством 8 пуска тяну- щей клети.
Последнее содержит суммирующий усилитель 9 с управляемым усилением, аналоговый дифференциатор 10, два компарато- ра 11 и 12 и два реле 13 и 14. Причем выход регулятора 6 подсоединен к второму входу суммирующего усилителя 9, к первому входу которого подключен выход электронного блока 5. Третий вход суммирующе1 о усилителя через контакты реле 14 подключен к корпусу. Выход электронного блока 5 подключен также к входу аналогового дифференциатора 10 и входу компаратора И. Выход аналогового дифференциатора 10 нодключен к компаратору 12. Выход компараторов 11 и 12 подключены к реле 13 и 14 соответственно. Выход сумматора через контакты реле 13 подключен к входу блока 15 управления электропривода тянущей клети, выход которого подключен к тянущей клети 16.
Схема (фиг. 2) работает следующим образом.
Сигналы с выхода электронного блока 5 и регулятора 6 поступают на инвертирующий вход операционного усилителя 17 через резисторы 18 и 19 соответственно. Нгинвер- тирую1ций вход усилителя соединен с корпусом через резистор 20. В цепи частотной коррекции включена емкость 21, а в цепи обратной связи - переменный резистор 22. К выходу операционного усилителя 17 резистор 22 подключен через управляемый де- литель, в цепи которого - резисторы 23 - 25, диод 26 и транзистор 27. Управление делителем заключается в изменении соотношения величины сопротивления резистора 23 к величине суммы сопротивлений остальн1з1х элементов делителя, изменяемой с помощью транзистора 27, сопротивление которого зависит от напряжения, приложенного к его
затвору через, делитель на резисторах 28 и 29. Изображена также емкость 30.
Система работает следующим образом.
В начале разливки при заполнении расплавом 1 кристаллизатора 2, когда уровень расплава достигает значений, регистрируемых измерителем, состоящим из источника 3 излучения и детектора 4, соединенного с входом электронного блока 5, на выходе последнего появляется сигнал, поступающий на первый вход сумматора 9, первый вход регулятора 6, вход аналогового дифференциатора 10 и вход компаратора 11. К второму входу регулятора 6 подключен задатчик 7 уровня. При достижении уровнем значения, надежно регистрируемого измерителем, компаратор 11 через контакты 31 реле 13 подключает выход суммирующего усилителя 9 к входу блока 15 управления электропривода тянущей клети, в результате чего начинается разгон тянущей клети со скоростью, пропорциональной величине выходного сигнала электронного блока 5. При достижении скорости вытягивания слитка, при которой наступает баланс масс поступающего в кристаллизатор расплава и вытягиваемого слитка, прекращается изменение уровня расплава, и в этот момент с помощью сигнала из аналогового дифференциатора 10 через компаратор 12 реле 14 включает выход регулятора 6 через контакты 32 к второму входу суммирующего усилителя 9, а через контакты 33 изменяет коэффициент усиления суммирующего усилителя, в результате чего в суммирующем усилителе изменяется выходной сигнал на заданную величину - величину динамической составляющей погрещности измерения уровня. Причем время установления нового значения величины выходного сигнала определяется заранее выбранными, с учетом возможных переходных процессов, параметрами усилителя.
Стабильность систе.мы обусловлена постоянной времени дифференциатора и выбором норога срабатывания компаратора 12, т.е. установкой границ нечувствительности к изменениям входного сигнала.
Изобретение позволяет повысить точность и надежность регулирования уровня расплава в кристаллизаторах сортовых МНЛС в пусковых режимах. Кроме того, изобретение позволяет повысить качество слитка за счет более качественной стабилизации заданного уровня.
Формула изобретения
Система автоматического регулирования уровня металла в кристаллизаторе машины непрерывного литья слитков, содержащая устройство измерения уровня расплава, соединенное с электронны.м блоком, регулятор, задатчик уровня и блок управления электроприводом тянущей клети, отличающаяся тем, что, с целью повышения точности и надежности регулирования у-ровня металла в пусковом режиме и повышения качества слитка, оно снабжено суммирующим усилителем с управляемым усилением, аналоговым дифференциатором, двумя компараторами и двумя реле, причем первый вход суммирующего усилителя соединен с выходом электронного блока, второй вход суммирующего усилителя через контакты первого реле соединен с выходом регулятора, а
третий вход соединен через контакты первого реле с корпусом, выход суммирующего усилителя через контакты второго реле соединен с входом блока управления электроприводом тянущей клети, вход аналогового дифференциатора соединен с выходом электронного блока, а выход - с входом первого компаратора, выход которого соединен с первым реле, вход второго компаратора соединен с выходом электронного блока, а выход - с вторым реле, входы регулятора соединены с задатчиком уровня и с выходом электронного блока.
Риг.2
ВНИИПИ Заказ 6679/10 Т}фаж 757 Подписное Филиал ППП «Патент, г. Ужгород, ул. Проектная, 4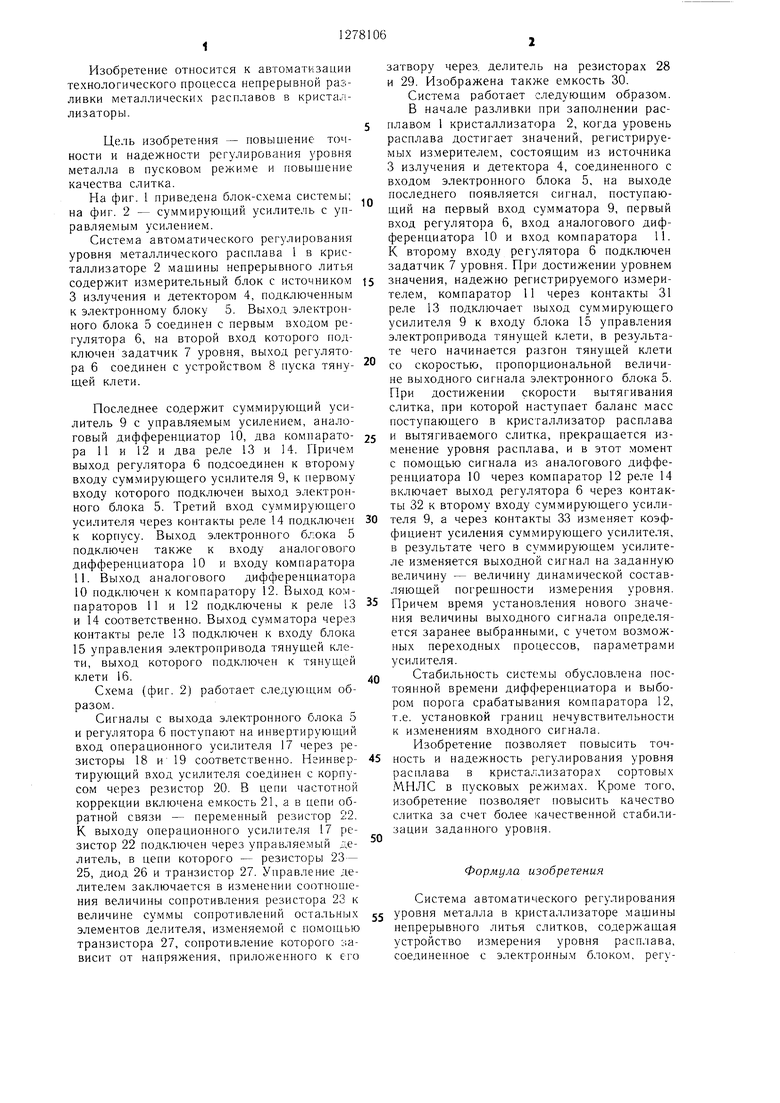
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления процессом непрерывного горизонтального литья заготовок | 1982 |
|
SU1100042A1 |
| Устройство для непрерывного горизонтального литья | 1981 |
|
SU996075A1 |
| Электропривод тянущей клетки машины непрерывного литья заготовок | 1977 |
|
SU729796A1 |
| Система автоматического регули-РОВАНия уРОВНя МЕТАллА B КРиСТАлли-зАТОРЕ | 1979 |
|
SU839669A1 |
| Способ автоматического управления пусковым режимом машины непрерывного литья заготовок | 1976 |
|
SU602293A1 |
| Устройство для управления электроприводом кристаллизатора установки непрерывной разливки металла | 1971 |
|
SU442885A1 |
| Устройство автоматического регулирования уровня металла в кристаллизаторе машины непрерывного литья заготовок | 1984 |
|
SU1214318A1 |
| Устройство для автоматического запуска и регулирования уровня жидкого металла в кристаллизаторе машины непрерывного литья стали | 1978 |
|
SU730460A1 |
| Устройство для управления скоростью наполнения кристаллизатора при пуске машин непрерывного литья металла | 1978 |
|
SU737108A1 |
| Устройство автоматического управления пусковым режимом машины непрерывного литья заготовок | 1975 |
|
SU551108A1 |
Изобретение относится к автоматизации технологического процесса непрерывной разливки металла в кристаллизаторы. Цель изобретения - повышение точности и надежности регулирования уровня металла в пусковом .режиме машины непрерывного литья слитков и повышение качества слитков. Сушество изобретения заключается в том, что при наполнении кристаллизатора металлом его уровень измеряется детектором, воспринимающим излучение от источника излучения. Сигнал от электронного блока, соединенного с детектором через компаратор, включает реле, которое другими своими контактами подсоединяет вход блока управления электроприводом тянущих клетей к выходу суммирующего усилителя, соединенного своим входом с выходом электронного блока. При повышении уровня расплава и достижении баланса масс поступающего в кристаллизатор металла и вытягиваемого слитка прекращается изменение уровня расплава и в этот момент сигналом из дифференциатора через компаратор реле другими своими контактами подключает выход регулятора к второму входу суммирующего усилителя, а через третьи контакты изменяет коэффициент усиления суммирующего усилителя. 2 ил. |) сл tsD 00
| Краснов Б | |||
| И | |||
| Оптимальное управление режимами непрерывной разливки стали | |||
| - М.: Металлургия, 1975, с | |||
| Приспособление для подачи воды в паровой котел | 1920 |
|
SU229A1 |
| Система автоматического регули-РОВАНия уРОВНя МЕТАллА B КРиСТАлли-зАТОРЕ | 1979 |
|
SU839669A1 |
| кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
