1
Изобретение относится к непрерывному литью металлов и может быть пользовано в системах автоматического управления процессом непрерывной разливки стали.
Известно устройство автоматического управления установкой непрерывной разливки металла, состоящее из датчика толщины флюса на поверхности жидкого металла в кристаллизаторе, регулятора, на выход которого подключен указанный датчик, и исполнительного устройства, воздействующего на пбдачу флоса в кристаллизатор. Это устройство имеет низкую надежность при работе установки непрерывней разливки Cl
Наиболее близким по технической сущности к изобретению является уст.ройство автоматического управления .установкой непрерывной разливки металла, состоящее из датчиков усилия ; вытягивания слитка из кристаллизатора, нормирующего преобразователя, на
ВХОД которого подключены указанные датчики, и регулятора, воздействующего на электропривод подачи флюса в кристаллизатор
Известное устройство работает следующим образом.
rVpn отклонении усилия вытягивания слитка из кристаллизатора от заданного значения сигнал от датчиков усилия нормир-уется и поступает в регулятор,
10 который воздействует на электропривод подачи флюса в направлении, обеспечивающем возвращение усилия вытягивания к заданному значению С23.
Известное устройство обладает су15щественным недостатком, заключающимся в следующем. Как показали исследования ВНИИАчермета с использованием разработанной им специальной аппаратуры для измерения пиковых значений усилия
20 вытягивания слитка из кристаллизатора, недостаточная подача флюса в кристал- лизатор приводит к появлению периодических импульсных выбросов усилия вытягивания за предельмо гюпусМИльм уровень. Длительность Tasu-ix зыбросов составляет величину О , (г-О , 24 с, их амплитудное значение зависит от раз-мера кристаллизатора и скооо ти разливки, а период следован;-;я составriiurv 0,6-2, с. Естественно, столь KODOTкие импульсы не быть отраб|,}та ны обычным общепромьилленным оеиулятором и тем более достатомно инерци.онным электроприводог- подачи , Tsi-ким образом, подача Флисг;; в нр1стпг;лизатор не увеличивается, и йго случае возможны разрывы обопочки в кристаллизаторе по всей его дл -гне, в результате чего возни; оегг пгю рыв жидкого металла в машии:у, , е . тяжелая авария, связа - ная с машины из строя и поте|1ям 1 гэд11ого металла.
Целью изобрете ия является nocb iijeние надежности работы ycrai-io ;i ;ii i-- выхода годного металла.
Указанная цель достигается тем, что в устройство, содержа1 1ее датчики усилия вытягивания слитка i-i3 i :p -icvaj;лизатора, нормирующий преобразователь на вход которого подсое/ инс;;:, укоза -;ные датчики, и регулятор, выход кс-io рого подсоединен на вход эле {тропр:1 вода подачи Флюса, а вход нормирующего преобразователя, введс;ны задатчик предельно допус-г:1;К)го чения усилия вытягиваь-ия cjii-riifa, сравнения, первый вход ко -орой поп/ ключен на выход HOpMnpyiOinei-o iM-jeo6rjaзователя, а второй вход - иа t bixo/-i указанного задатчика, триггер 111/.1идТ-:, вход которого подкл-лчен i-ia гзыход схе-мы сравнения, счетчик, вход кото-рого подключен на выход триггера Шмидта, низкочастотный генератор импульсов, дифференциатор, вход которого соединен с выходом низкочастотного генера-тора ийпульсов, элемент задер/-;ки, вход которого соединен с вь ходом дифференциатора, а вььход злемента задег; -:ки подключен на второй выход счет-лгка, запоминающий регистр, первьпй зход которого подключен к выходу счегч о , а второй вход к ВЫХ.ОДУ дифференг иа-тора, преобразователь сод ачалог, блек одностороннего ог-раничения,. вход которого подсоединен к выходу преоб. разователя код-аналог и подключен : выходу запоминающего регистра, а ЕЗУ ход блока одностороннего orpaHi-iMeit--.--; подключен на вход регуляторе,.
Ь кпчас -ве с.по1- амери1ельных дат iii OB (ЛОГ у-1 быть HCfiojibsoBaHi) серийны датчики ДСТЬ KneRCKijro завода пор:и- ониых aBTOf.i;rrc)B, в icai-iecTBe триггепа Шмид--а, счетчиксо, элемента задержKi-i, дип;ференциатора , генератора и преобразователя код-аналог могут быть исг10Л1- зовамы серийнь1е функциональные i:i-iге:-раг1ьные схемы (например, 155 се1)) .
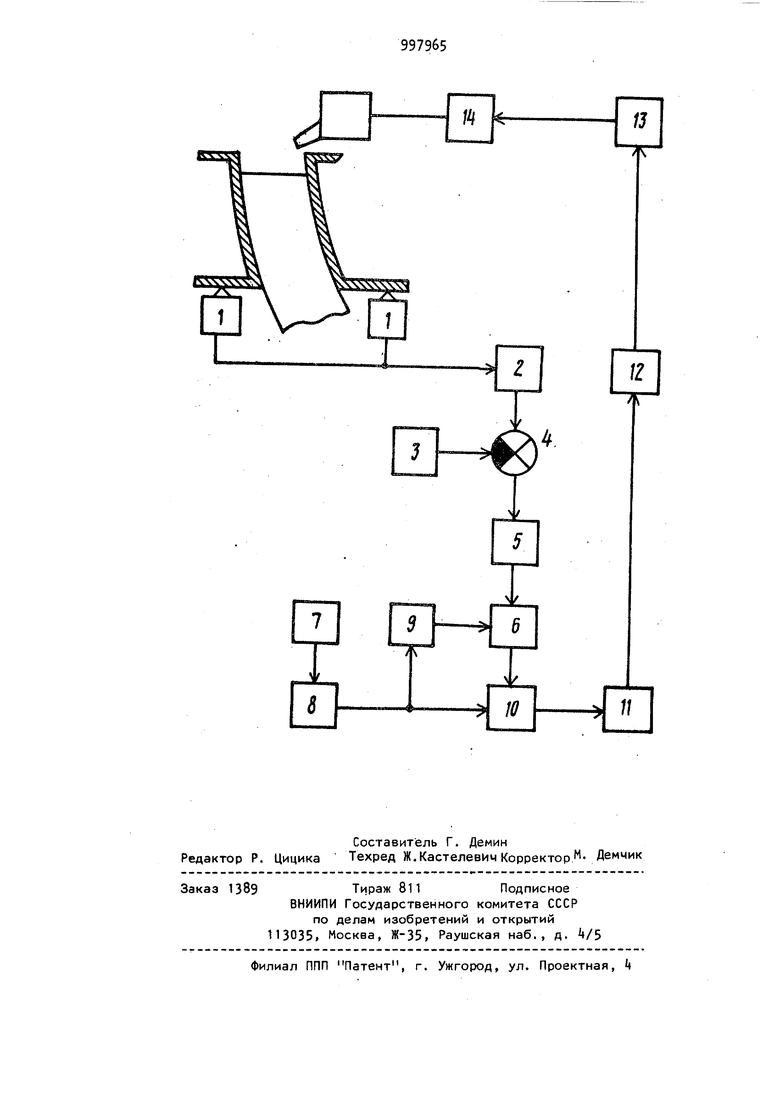
На чертеже пр1-|Ведена блок-схема : л а гае МО го устройства .
Устройс1во содеожит д,а-гчики 1 усиji:i;i вытягивани)- сл1Ггка из кристаллизатора, нор - ирующий преобразователь -; на |-.ход, KOTopoio 1-1одкл10чены указанi-ые /штчики, задэтчик 3 гфедельно до:- усти;ю|--С значения ус11лия вытя|-ивани-я,
I cxei-iy cpriBhiCiHi-n, первый вход
poi: Г1с;дключе|| iia вь-ход нормирующего п|)еобразовате;-|я 2, а второй вход - на выход задатчика 3; Tpi-irrap 5 Шмидта, пход которого йодкг: 0-1ен i--a выход схе м,ы ( сравнения, с|-1е чик 6, вход которого -;одк-Л;{}чен на выход т-риггера 5 ijf-u-i,(-i-ra; ((;-13 очастотиый генератор 7 импульсов, дифференциатор 8, вход ко-к)ро:-(1 соед/ii-eii с Ви1ходом 1 из1 очастот i-ioro re -U;|3a-ropa 7, элемент 9 задержки, вход которого соедине -: с выходом ;1И-;;ферен1.;иат()ра 8 ,
счетчика 6, 6j-ic)K 10 запоминания, первый вх(-)м Kij-rof-joro подкл 01- е1-1 к выходу 1;чстчика Ь , а В1-орой вход - к выходу диф Ьеренцил-гора 8, i-феобразователь 11 |сс;д-а1 а;1ог, 12 од|ЮСГороннего огрени-)ем1-1я, вход которого подсоедимс и; выходу ;1реобразоваГ-еля 11 код(Зналог, Еьход же преобразователя 11 кс)д-ан,аг1ог подключе:н к выходу блока 10 запоми1нания, про -юрциональный регуля-гор 13 и электропривод 1t питателя подачи ашюса, пои этом вход пропорц1чОна.г:Ьного регулятора 13 соединен с выходом, 12 од юстороннего ог|,амичения , а э,яектропривода 14 чем с ,одоМ| пропорционального лятора 1 3 .
Устройс-гво рдбо1-ает следующим обра 3Ui4.
Сиг1- ал от да-г1-1иков 1 усилия вь тягивзния с,г1И-тка из криста,плизатора норми руется в нор1-;ирующем преобразователе 2 i-1 проходит ,ria,nee на схему сравнени,я,, :-де сразниЕзается с- сигналом задания, Если подача (Ь,л;оса в кристаллизе-гор является 1едоста1Х)чной, возниs , 9 кающие выбросы за уровень задания сиг нала усилия вытягивания отформировыва ются триггером 5 Шмидта и накапливаются в счетчике 6. Период накопления сформ-ированных импульсов в счетчике б определяется периодом следования тактовых импудьсов от низкочастотного генератора 7В конце каждого периода накопления очередной тактовый импульс (период следования этих импульсов может быть сделан любым необходимым нам путем использования пересчетных устройств генератора или автономных) дифференцируется дифференциатором 8 и прохо дит на блок 10 запоминания. По этой команде в запоминающий регистр 1П переписывается содержимое счетчика 6. Э|От же импульс от генератора 7 задержанный элементом задержки, обнуляет счетчик 6, и начинается очередной период накопления импульсов от датчиков 1 усилия вытягивания. Содержимое блока 10 запоминания преобразуется преобразователем 11 код-аналог в аналоговый Сигнал, который проходит на блок 12 одностороннего ограничения с характеристикой k(xg,-a) при Хр,,(/а вх; при , где а - порог входного сигнала, соответствующий критическому значению усилия вытягивания, при достижении которого требуется увеличение подачи флюса; k - коэффициент пропорциональности, принимаемый равным 1,0 для унифицированных сигналов. Аналоговый сигнал с выхода преоб разователя 11 код-аналог в случае превышения порогового значения прохо дит на пропорциональный регулятор 13, который, воздействуя на электропривод 1, увеличивает подачу флюса в кристаллизатор. Применение устройства на МНЛЗ конверторных цехов производительностью 3,0 млн т позволит увеличить выход 5 ГОДНОГО- металла на ,15, что даст экономию 80-120 тыс, руб. в год. Формула изобретения Устройство автоматического управления установкой непрерывной разливки металла, содержащее датчики-усилия вытягивания слитка из кристаллизатора, нормирующий преобразователь, на вход. которого подсоединены указанные датчики, и регулятор, выход которого подсоединён на вход электропривода подачи флюса, а вход - к выходу нормирующего преобразователя; отличающееся тем, что, с целью увеличения выхода годного металла, оно дополнительно содержит задатчик предельно допустимого значения усилия вытягивания слитка, схему сравнения, первый вход которой соединен на выход нормирующего преобразователя, а второй вход на выход указанного задатчика, триггер Шмидта, вход которого подсоединен на выход блока сравнения, счетчик, вход которого подсоединен на выход триггера Шмидта, низкочастотный генератор импульсов, дифференциатор, вход которого соединен с выходом низкочастотного генератора импульсов, элемент задержки, вход которого соединен с выходом дифференциатора, а выход элемента задержки подсоединен на второй выход счетчика, блок запоминания , первый вход которого подсоединен к выходу счетчика, а второй вход - к выходу дифференциатора, преобразователь код-аналог, блок одностороннего ограничения, вход которого подсоединен к выходу преобразователя код-аналог и подсоединен к выходу блока запоминания, а выход блока одностороннего ограничения подсоединен . на вход регулятора. .Источники информации, принятые во внимание при экспертизе 1.Патент США М-3995681 , кл. , 1976. 2.Патент США W , кл, 16 -15ь 1958,
/z
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство автоматического управления режимом работы кристаллизатора машины непрерывного литья металла | 1980 |
|
SU925536A1 |
| Устройство автоматического управления режимом работы кристаллизатора машины непрерывного литья металла | 1983 |
|
SU1097442A2 |
| Устройство для автоматического управления режимом работы кристаллизатора | 1984 |
|
SU1214317A1 |
| Устройство автоматического управления установкой непрерывной разливки металла | 1978 |
|
SU685421A1 |
| Способ управления процессом непрерывной разливки металла и устройство для его осуществления | 1985 |
|
SU1320011A1 |
| Способ автоматического управления режимом работы установки непрерывной разливки металла | 1981 |
|
SU973226A1 |
| Устройство для автоматической подачи металла в промежуточную емкость машины непрерывного литья металла | 1980 |
|
SU908496A1 |
| Устройство для автоматического управления машиной непрерывного литья заготовок | 1983 |
|
SU1110541A1 |
| Устройство для автоматического запуска и регулирования уровня жидкого металла в кристаллизаторе машины непрерывного литья стали | 1978 |
|
SU730460A1 |
| Устройство автоматического управления охлаждением слитка на установке непрерывной разливки металла | 1976 |
|
SU599916A1 |