(О
е

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической смены инструмента | 1984 |
|
SU1318385A1 |
| Устройство для автоматической смены инструмента | 1984 |
|
SU1359091A1 |
| Устройство автоматической смены инструмента | 1986 |
|
SU1458145A1 |
| Устройство для автоматической смены инструмента | 1982 |
|
SU1074700A1 |
| Устройство для автоматическойСМЕНы иНСТРуМЕНТОВ HA МЕТАллО-РЕжущЕМ CTAHKE | 1978 |
|
SU852163A3 |
| Устройство для автоматической смены инструментов на металлорежущем станке | 1983 |
|
SU1103986A1 |
| Устройство для автоматической смены инструментов | 1990 |
|
SU1787739A1 |
| Инструментальный магазин | 1986 |
|
SU1351737A1 |
| Устройство для автоматической смены инструмента | 1983 |
|
SU1135593A1 |
| Устройство для автоматической смены инструмента и инструментальных головок на металлорежущем станке | 1987 |
|
SU1481026A1 |
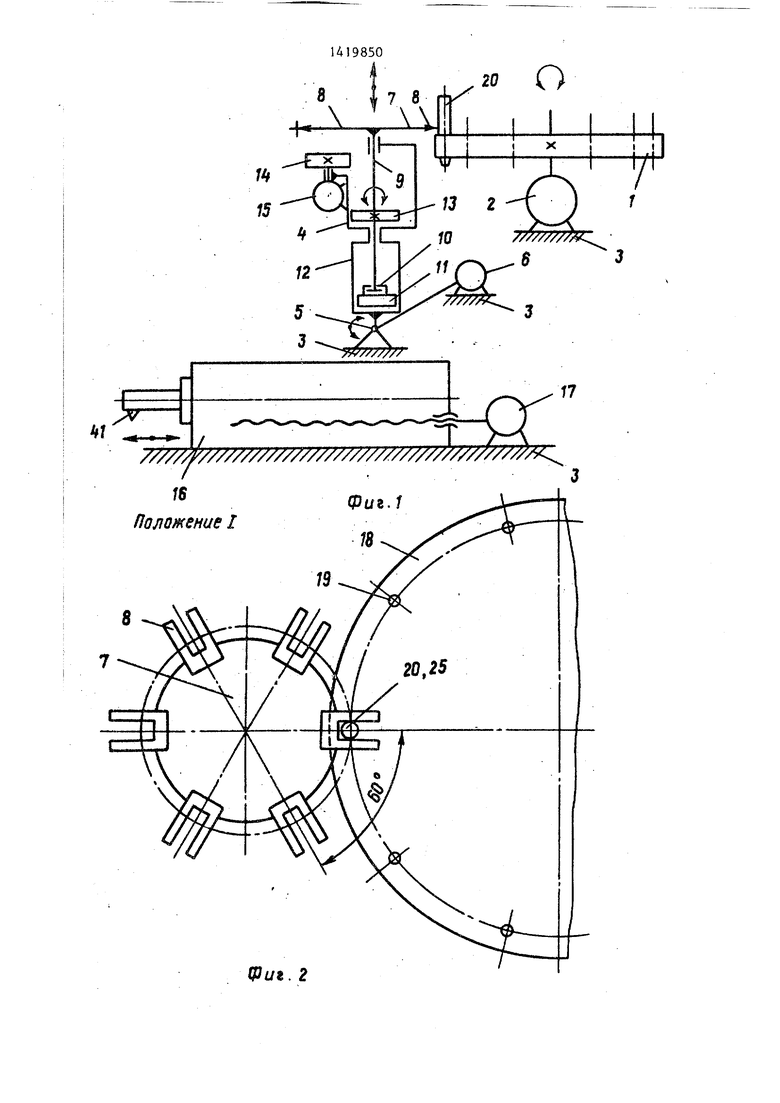


Изобретение относится к станкостроению и может быть использовано при автоматизации процесса обработки на станках и обрабатывающих центрах. оснащенных магазинами инструментов. Цель изобретения - упрощение конструкции. Дпя этого привод перемещения магазина для. выведения заданного инструмента в позицию перегрузки кинематически связан со средством для перегрузки инструментов в процессе рабочего контакта барабана магазина с механической рукой. Кинематическая связь может быть зубчатой, гибкой, фрикционной и т.п. При использовании цевочного зацепления цевка размещается соосно осям гнезд под инструменты в магазине, а соответствующий зубчатый профиль выполняется на механической руке. 2 з.п. ф-лы, 6 ил. а $
00
ел
114
Изобретение относится к станко- строени-о и может быть использовано при автоматизации процесса обработки на станкйх н обрабатьшаюгаз х центрах, опиагцениых магазинаьш инструментов.
Цель изобретения - упрощение конструкции за счет исключения привода линейно го перемещения магазина.
На фигс показана конструктивная схема одной из возможных компоновок устройства для автоматической смены инструмента на сверлильно-фрезерно- расточном станке; на фиг.2 и 3 - два последовательн1.гх Ноложения инструментального магазина и средства для перегрузки; на фиг.4 - устройства.для автоматической смень инструмента, се- чеиие через ось средства для перегрузки инструментов и ось перегружаемого инструментаа позиция перегрузки на фиг.5 устройство, позиция перегрузки; на фиг.6 - cc4etffle А-А на фиг. 5
Инструментальньш магазин 1 с приводом 2 вращения установлен на неподвижном основании 3 На том же основа- 3 установлен корпус 4 средства ддя перегрузки с возможностью качания на 90° вокруг оси 5 с помощью привода 6 ка.чания. Механическая рука выполненная в виде диска 7 с шестью схваташ- 8 для инструментов, равномерно расположенными относительно оси цапфы 9 5 может враидаться и поступательно перемещаться относительно оси цапфы в корпусе А. Цапфа 9 через упорный подшипник 10 упирается в поршень 11 цилиндра 12, установленного в корпусе 4 вдоль оси цапфы. На цапфе 9 жестко установлено зубчатое колесо ISj которое при продольном перемещении цапфы 9 в верхнее крайнее положение войти в зацепление с эубчатьш 14, установленным вместе со своим приводом 15 на корпусе 4. Шпиндельная бабка,Т 16 ста.нка может перемещаться возвратно- поступательно на. основании 3 с помощью винтовой передачи с приводом 17.
Инструментальный магазин 1 выполнен в виде барабана 8э в котором с опреде-ленным шагом расположены гнезда 9,под инструмент 20. Гнездо имеет конусное отверстие, соответст- вуюш.ее конусному хвостовику 2 инструмента 20. и паз 22 под шпонку 23 в хвостовике 21. Шейка инструмента 20 с юпг.новым пазом .24 охвачена ко8502
нусным кольцом 25, которое с помощью прижимного кольца 26 крепится к барабану 18. Конусное кольцо 25 может вращаться вокруг выступа 27 на бара- бан е 18.
Схваты 8 выполнены симметричными и состоят из захватов 28, сцепленных с ними качающихся вокруг осей 29 сек0 торов 30, фиксатора 31, пружин 32, 33 и упоров 34. Фиксаторы 31 могут, взаимодействуяс инструментом 20 в гнезде 19, перемещаться по-радиальным направляющим на диске 7. Коничес5 ,кая часть 35 фиксатора 31 под действием пружин 32 контактирует с роликами 36 5 закрепленными на качающихся секторах 30. Коническая часть 35 переходит в Т-образный упор 37, взаимо-
0 действующий с пружиной 33 и в конце хода - с упорами 34, Оси 29, пружины 32 и 33 и упоры 34 установлены в диске 7. Захваты 28 могут поворачиваться вокруг осей 38, установленных в
5 диске 7, Контактирующие с кольцом
25 и инструментом 20 поверхности зах- йатов 28 и фиксатора 31 имеют форму соответственно конуса 39 и клина 40. Эти поверхности так смещены относи0 тельно друг друга; что при упоре конусов 39 в конусную поверхность коль- ца 25 между клиньями 40 и клиновым пазом 24 инструмента 20 остается щель, а захват может проворачиваться. вокруг оси инструмента 20. : На фиг., 2 и 4-6 устройство изображено в положении, когда инструмент 20, расположенный в инструментальном магазине, находится з положении пере0 грузки; на фиг.З - устройство в положении, когда инструмент 20, служащий цевкой, выходит из захвата, а соседний захват принимает новый инструмент . Угловые положения диска 7 на
Q
5 фиг.2 и 3 различаются на 30 .
Устройство работает следукяцим образом.
При получении команды на смену инструмента шпиндельная бабка 16 с по„ мощью привода 17 отводится в положе- кие перегрузки. В цилиндр 12 под поршень 11 подается рабочая жидкость. Поршень 11 через подшипник 10 толкает цапфу 9, диск 7 со схватами 8 и
, вынимает инструмент 20 из магазина 1. При выемке инструмента 20 из гнезда
19происходит зажим. Пока инструмент
20находится в гнезде 19, фиксатор
31 и захваты 28 своим конусным высту5
314
пом 39 упираются в конусную поверхность кольца 25, а между пазом 24 и клиньями 40 есть зазор. Инструмент 20 зафиксирован от проворота в гнезде 19 шпонкой 23 в пазу 22. При подъеме диска 7 конуса 39 соскальзывают с кольца 25, клинья 40 упираются в канавку 24, зажимают инструмент 20 и вьшимают его из гнезда 19. Ход цилиндра 12 несколько превьшает длину хвостовика 21. В конце хода зубчатые колеса 13 и 14 войдут в зацепление, но команды на поворот привода 15 нет. По окончании выемки инструмента 20 из гнезда 19 получает команду на качание привод 6, и корпус 4 начинает качаться вокруг оси 5. Одновр еменно цилиндр 12 втягивает цапфу 9 поршнем 11 через подшипник 10.
В конце качания свободный схват 8, расположенный на другом конце диаметра диска 7 относительно зажатого инструмента 20, входит в канавку 24 на инструменте в шпинделе. Нажимается фиксатор 31, сжимая толкателем 37 пружину 33. Ход фиксатора 31 ограничивается упорами 34. Ролики 36. скользят по конической части 35 фиксатора 31 и, сжимая пружины 32, поворачивают с помощью секторов 30 захваты 28 вокруг осей 38. Сектора 30 качаются на осях 29. Клинья 40 зажимают с трех сторон стенки канавки 24 и фиксируют инструмент в захвате. Цилиндр 12 снова выталкивает поршень 11, а диск 7 вынимает инструмент из шпинделя. В конце хода колеса 13 и 14 зацепляются. Привод 15 получает команду и поворачивает диск 7 на 180°. Инструмент 20 становится на ось шпинделя, а вынутый из шпинделя инструмент 41 становится вьш1е. Цилиндр 12 снова втягивает цапфу 9 с диском 7 и вставляет инструмент 20 в шпиндель. После этого привод 6 качается на 90° в обратную сторону и выдергивает захват с инструмента. Цилиндр 12 снова выталкивает диск 7 с инструментом 41 вверх. В конце качания инструмент 41 становится на одну ось с гнездом 19. Цилиндр 12 втягивает диск 7 вниз и сажает инструмент 41 в гнездо 19. В конце хода кольцо 25 входит между конусными выступами 39, раздвигает их и разжимает инструмент 41. Шпонка на хвостовике инструмента 41 входит
04
Б паз 21 и фиксируется. Шпиндельная бабка 16 в это время уже может обрабатывать деталь инструментом 20.
Магазин 1 получает команду на выведение в позицию перегрузки нового заданного инструмента. Кольцо 18 начинает вращаться. За счет цевочного зацепления вместе с ним вращается
диск 7. Кольцо 25 вырывается из захватов при выходе инструмента, а другое кольцо 25 на входящем гнезде зажимается. Кольцо 25 вращается на выступе 27 и зафиксировано от осевого
перемещения кольцом 26. Диск 7 вращается до тех пор, пока в позицию перегрузки не будет введен заданный инструмент. При необходамости смены инструмента весь цикл опять повторяется.
0
5
0
5
0
5
0
5
Формула изобретения
//////r////////////////////////////////////////} /в
Положение I
Vui. 2
Фиг. J
37 31 26 20 75
27
21 22
. if
1419850
2В
27
| Устройство для автоматическойСМЕНы иНСТРуМЕНТОВ HA МЕТАллО-РЕжущЕМ CTAHKE | 1978 |
|
SU852163A3 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
