Изобретение относится к станкостроению и предназначено для использования в многооперационных металлорежущих станках с ЧПУ для автоматической смены инструмента и инструментальных головок.
Целью изобретения является сокращение времени смены инструмента и инструментальных головок.
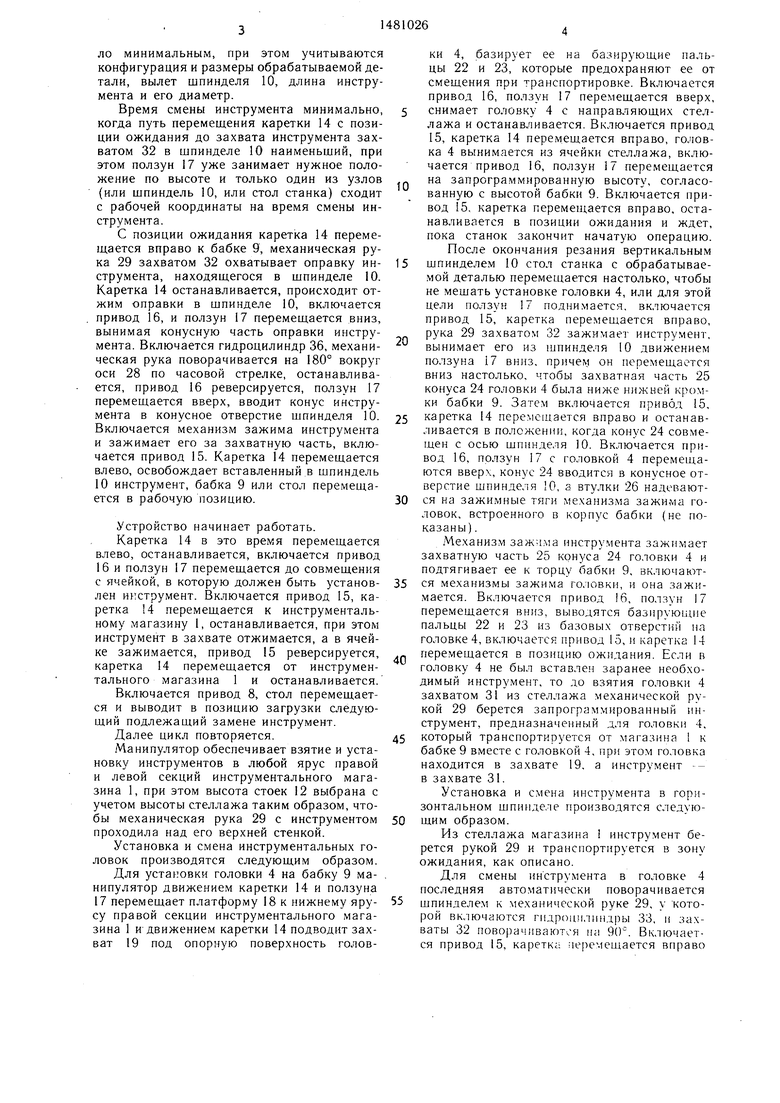
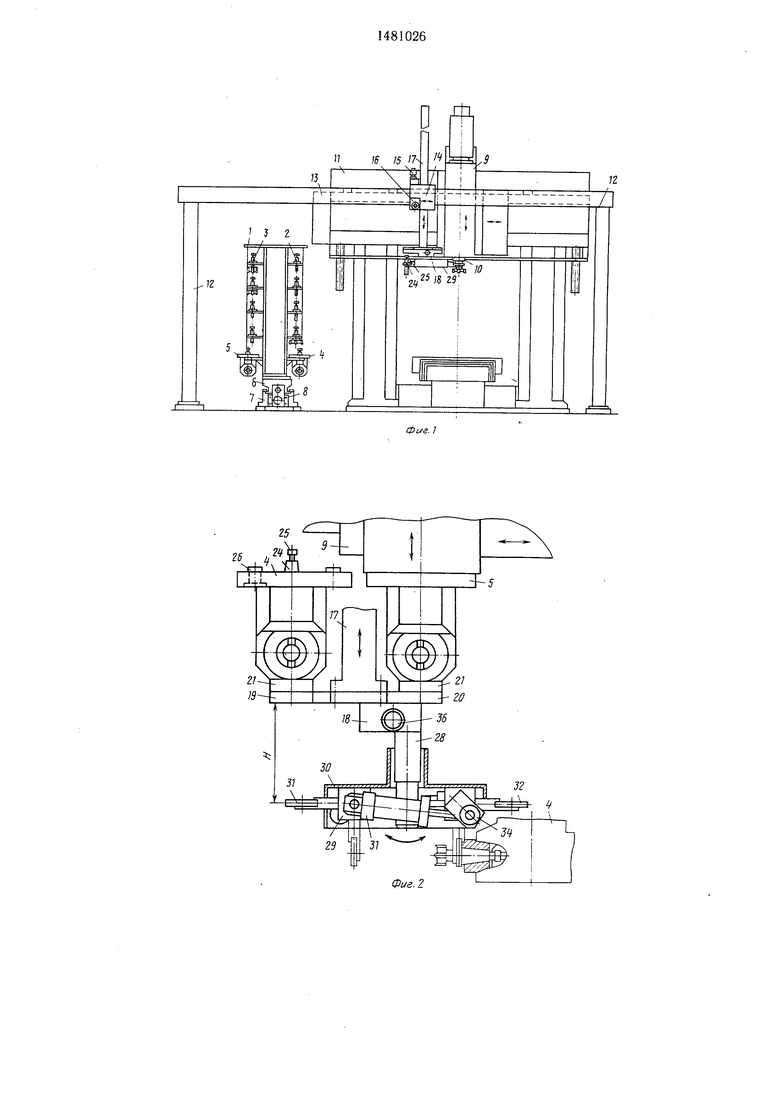
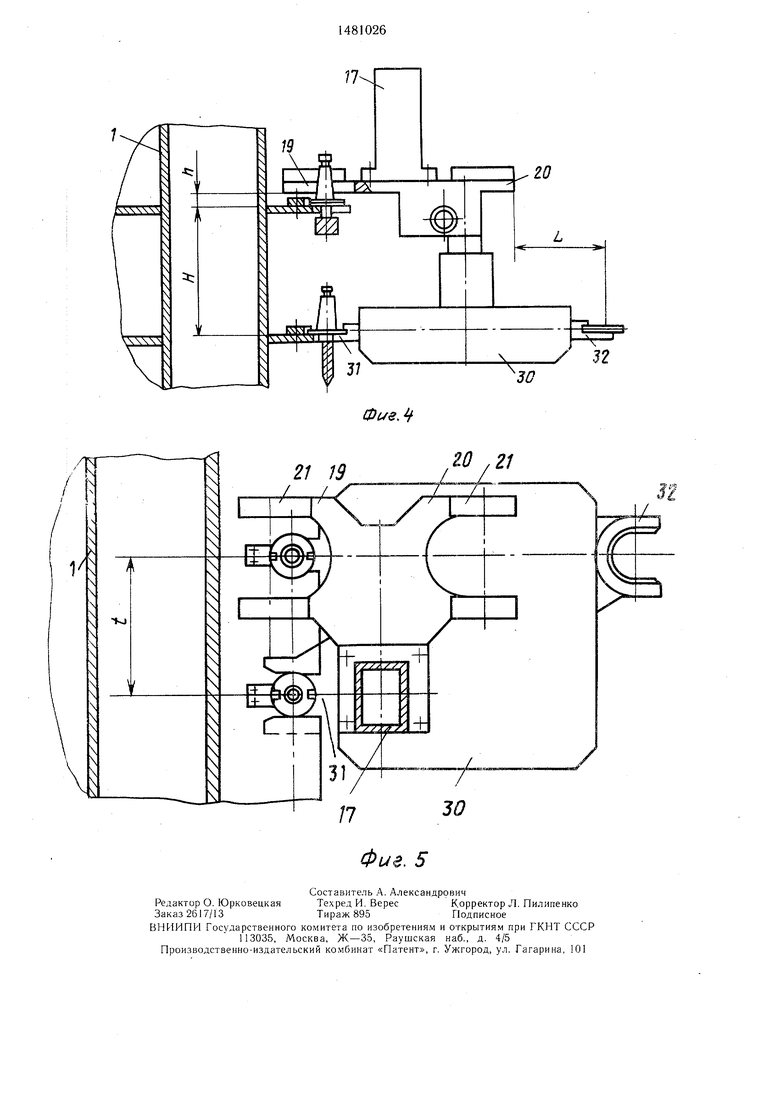
На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг. 2 - манипулятор с установленными в его захватах инструментальными головками, общий вид; на фкг. 3 - то же, вид сверху; на фиг. 4 - положение манипулятора при взаимодействии захватов с инструментом в магазине; на фиг. 5 - то же, вид сверху.
Устройство содержит инструментальный магазин 1, выполненный в виде многоярусного сгеллажа, образованного расположенными по горизонтали и вертикали ячейками с установленными в них инструментами 2 и 3 с правой п левой стороны, а в нижнем ярусе установлены сменные инструментальные головки 4 и 5. Стеллаж закреплен на столе 6, перемещающемся по направляющим станины 7 с помощью привода 8. Впереди шпиндельной бабки 9, имеющей шпиндель 10, станка 11 установлен портал, состоящий из стоек 12 и траверсы 13, на направляющих которой установлен манипулятор, включающий каретку 14, привод 15 для ее перемещения по траверсе 13 и привод 16 для перемещения ползуна 17 по направляющим каретки 14. На нижнем конце ползуна 17 закреплен подвижный корпус в виде платформы 18, на которой закреплена двух- захватная механическая рука для смены инструментальных оправок с захватами 19 и 20. которые оснащены направляющими 21 с базирующими пальцами 22 и 23, последний выполнен срезанным для облегчения базирования.
Все сменные инструментальные головки на нижней опорной плоскости имеют базовые отверстия (не показаны), взаимодействующие с базирующими пальцами 22 и 23, которые также предусмотрены в нижнем ярусе инструментального магазина 1 для базирования инструментальных головок, а в верхней части имеют базирующий конус 24, взаимодействующий с конусным отверстием шпинделя 10 бабки 9, и захватную часть 25, взаимодействующую с механизмом зажима инструмента в шпинделе 10 (не показан).
Для закрепления инструментальных головок на шпиндельной бабке 9 на каждой головке предусмотрены по четыре втулки 26, запрессованные в корпус головки и имеющие отверстия 27. На платформе 18 на поворотной оси 28 установлена двухзахватная механическая рука 29, закрытая кожухом 30, имеющая поворотные захваты 31 и 32, на осях поворота которых закреплены гидроцилиндры 33, связанные с помощью кривошипов 34 с шатунами 35, закрепленными
0
5
0
5
0
5
0
5
0
5
на тех же осях, но с противоположной стороны механической руки 29. Для поворота механической руки 29 в платформу 18 встроен гидроцилиндр 36, на штоке которого закреплена зубчатая рейка, зацепляющаяся с шестерней (не показана), посаженной на оси 28.
Продольные оси гнезд захватов 19 и 20 механической руки для смены инструментальных головок и продольная ось захвата 32 механической руки 29 расположены с возможностью размещения В одной вертикальной плоскости, параллельной направлению перемещения манипулятора, а продоль- ЕШЯ ось захвата 32 - на расстоянии t, равном расстоянию между ячейками яруса магазина с инструментами. Это смещение сделано для того, чтобы захват 31 мог взять инструмент 2 или любой другой инструмент в этом ряду в другом ярусе инструментального магазина 1, а захват 19, не мешая ему, свободно заходил в соседнюю ячейку, не контактируя с находящимся в ней инструментом, а только охватывая его конусную оправку направляющими.
В связи с тем, что захваты 31 и 32 расположены относительно захватов 19 и 20 на расстоянии, несколько большем шага ячеек магазина в вертикальной плоскости (H-1-h), то когда захват 31 берет инструмент в одном из ярусов, захват 19 в это время заходит в соседний ряд и соседний ярус, расположенный выше.
Смещение захвата 32 относительно захвата 20 на величину h вызвано тем, что при смене инструмента в бабке 9 захват 20 не должен упираться в ее корпус, в то время как захваты 32 и 31 взаимодействуют со шпинделем 10.
При смене инструмента в вертикальном шпинделе включается привод 15, каретка 14 перемещается к инструментальному магазину 1, включается привод 16, и ползун 17 перемещается вниз к инструменту. При этом каретка 14 имеет две программируемые позиции остановки - справа или слева магазина 1, а ползун 17 - столько позиций, сколько ярусов в магазине 1.
Одновременно включается привод 8, и стол 6 магазина 1 перемещается так, чтобы запрограммируемый инструмент остановился на линии действия руки 29 против захвата 31, если инструмент находится в правой секции, или против захвата 32, если инструмент находится в левой секции.
Движением каретки 14 захват 31 (32) берет инструмент за захватную часть, зажимает его, каретка 14 останавливается, реверсируется и отходит от магазина 1 с инстру- MCHiOM в захвате.
Включается привод 16, ползун 17 поднимается или опускается на запрограммируе- мую высоту, каретка 14 и ползун 17 останавливаются. Это позиция ожидания. Она выбирается как можно ближе к шпинделю 10 с тем, чтобы время смены инструмента было минимальным, при этом учитываются конфигурация и размеры обрабатываемой детали, вылет шпинделя 10, длина инструмента и его диаметр.
Время смены инструмента минимально, когда путь перемещения каретки 14 с позиции ожидания до захвата инструмента захватом 32 в шпинделе 10 наименьший, при этом ползун 17 уже занимает нужное положение по высоте и только один из узлов (или шпиндель 10, или стол станка) сходит с рабочей координаты на время смены инструмента.
С позиции ожидания каретка 14 перемещается вправо к бабке 9, механическая рука 29 захватом 32 охватывает оправку ин- струмента, находящегося в шпинделе 10. Каретка 14 останавливается, происходит отжим оправки в шпинделе 10, включается привод 16, и ползун 17 перемещается вниз, вынимая конусную часть оправки инструмента. Включается гидроцилиндр 36, механи- ческая рука поворачивается на 180° вокруг оси 28 по часовой стрелке, останавливается, привод 16 реверсируется, ползун 17 перемещается вверх, вводит конус инструмента в конусное отверстие шпинделя 10. Включается механизм зажима инструмента и зажимает его за захватную часть, включается привод 15. Каретка 14 перемещается влево, освобождает вставленный в шпиндель 10 инструмент, бабка 9 или стол перемещается в рабочую позицию.
Устройство начинает работать. Каретка 14 в это время перемещается влево, останавливается, включается привод
16и ползун 17 перемещается до совмещения
с ячейкой, в которую должен быть установ- лен инструмент. Включается привод 15, каретка 14 перемещается к инструментальному магазину 1, останавливается, при этом инструмент в захвате отжимается, а в ячейке зажимается, привод 15 реверсируется, каретка 14 перемещается от инструментального магазина 1 и останавливается.
Включается привод 8, стол перемещается и выводит в позицию загрузки следующий подлежащий замене инструмент.
Далее цикл повторяется.
Манипулятор обеспечивает взятие и установку инструментов в любой ярус правой и левой секций инструментального магазина 1, при этом высота стоек 12 выбрана с учетом высоты стеллажа таким образом, чтобы механическая рука 29 с инструментом проходила над его верхней стенкой.
Установка и смена инструментальных головок производятся следующим образом.
Для установки головки 4 на бабку 9 манипулятор движением каретки 14 и ползуна
17перемещает платформу 18 к нижнему яру- су правой секции инструментального магазина 1 и движением каретки 14 подводит захват 19 под опорную поверхность головки 4, базкрхет ее на базирующие пальцы 22 и 23, которые предохраняют ее от смещения при транспортировке. Включается привод 16, ползун 17 перемещается вверх, снимает головку 4 с направляющих стеллажа и останавливается. Включается привод 15, каретка 14 перемещается вправо, головка 4 вынимается из ячейки стеллажа, включается привод 16, ползун 17 перемещается на запрограммированную высоту, согласованную с высотой бабки 9. Включается привод 15, каретка перемещается вправо, останавливается в позиции ожидания и ждет, пока станок закончит начатую операцию. После окончания резания вертикальным шпинделем 10 стол станка с обрабатываемой деталью перемещается настолько, чтобы не мешать установке головки 4, или для этой цели ползун 17 поднимается, включается привод 15, каретка перемещается вправо, рука 29 захватом 32 зажимае; инструмент, вынимает его из шпинделя 10 движением ползуна 17 вниз, причем он перемещается вниз настолько, чтобы захватная часть 25 конуса 24 головки 4 была ниже нижней кромки бабки 9. Затем включается привод 15, каретка 14 перемещается вправо и останавливается в положении, когда конус 24 совмещен с осью шпинделя 10. Включается привод 16, ползун 17 с головкой 4 перемещаются вверх, конус 24 вводится в конусное отверстие шпинделя 0, а втулки 26 надеваются на зажимные тяги механизма зажима головок, встроенного в корпус бабки (не показаны) .
Механизм зажима инструмента зажимает захватную часть 25 конуса 24 головки 4 и подтягивает ее к торцу бабки 9, включаются механизмы зажима головки, и она зажимается. Включается привод 16, ползун 17 перемещается вниз, выводятся базирующие пальцы 22 и 23 из базовых отверстии на головке 4, включается привод 15, и каретка 14 перемещается в позицию ожидания. Если в головку 4 не был вставлен заранее необходимый инструмент, то до взятия головки 4 захватом 31 из стеллажа механической рукой 29 берется запрограммированный инструмент, предназначенный для головки 4, который транспортируется от магазина 1 к бабке 9 вместе с головкой 4, при этом головка находится в захвате 19, а инструмент - в захвате 31.
Установка и смена инструмента в горизонтальном шпинделе производятся следующим образом.
Из стеллажа магазина инструмент берется рукой 29 и транспортируется в зону ожидания, как описано.
Для смены инструмента в головке 4 последняя автоматически поворачивается шпинделем к механической руке 29, которой включаются гидроцплпн фы 33, к захваты 32 поворачиваются на 90е. Включается привод 15, каретка перемещается вправо
и останавливается, включается привод 16, ползун 17 перемещается вниз, и захват 32 зажимает инструмент, а механизм отжима отжимает его в шпинделе головки 4. Включается привод 15, каретка 14 перемещается влево, выжимает конус инструмента из шпинделя головки 4, затем включается гидроцилиндр 36, рука 29 поворачивается на 180°. Привод 15 реверсируется, каретка 14 перемещается вправо, конусная часть инструмента вводится в коническое отверстие шпинделя головки 4, происходит зажим инструмента. Включается привод 16, ползун 17 перемещается вверх, захват 31 освобождает захватную часть инструмента, головка 4 поворачивается в рабочую позицию. Происходит обработка. Захваты 31 и 32 поворачиваются на 90° аналогичным образом.
Ползун 17 поднимается в верхнее положение, останавливается, включается привод 15, каретка 14 перемещается влево, механическая рука 29 проходит с инструментом над стеллажом магазина 1, включается привод 16, ползун 17 опускается и останав- ливается против запрограммированной ячейки левой секции стеллажа. Включается привод 15, каретка 14 перемещается вправо, захват 32 вставляет инструмент в гнездо ячейки. Привод 15 реверсируется, каретка 14 перемещается влево, включается привод 16, ползун 17 перемещается вниз и останавливается против головки 5, включается привод 15, каретка 14 перемещается вправо, захват 20 подводится под опорную поверхность головки 5. Ползун 17 перемещается вверх, базирующие пальцы 22 и 23 вводятся в базовые отверстия на опорной поверхности головки 5, головка снимается с направляющей ячейки, каретка 14 перемещается влево и вынимает головку 5 из ячейки. Включается привод 6, ползун 17 перемещается в верхнее положение, каретка 14 перемещается вправо, ползун 17 опускается вниз до уровня установленной головки 4 на бабке 9 и останавливается в позиции ожидания.
По окончании работы головкой 4 стол станка с обрабатываемой деталью перемещается вперед, освобождая пространство в зоне смены головок. Головка 4 поворачивается шпинделем вперед, каретка 14 перемещается вправо, захват 20 подводится под опорную поверхность головки 4, которая отжимается с помощью четырех зажимов и, удерживаясь механизмом зажима инструмента, опускается на направляющие 21 и центрирующие пальцы 22 и 23, происходит
отжим захватной части конуса 24.
Ползун 17 перемещается вниз, конус 24 выходит из конусного отверстия шпинделя 10, каретка 14 перемещается вправо до совмещения головки 5 со шпинделем 10, и далее
П процесс происходит, как описано.
Головка 4, находящаяся в захвате 20 на платформе 18 манипулятора, транспортируется и устанавливается в ячейке стеллажа магазина 1 для хранения или находится в позиции ожидания, если ее нужно опять
5 использовать в работе вместо головки 5.
Формула изобретения
Устройство для автоматической смены
инструмента и инструментальных головок на металлорежущем станке, содержащее инструментальный магазин в виде вертикального стеллажа с ячейками, в нижнем ярусе которого установлены инструментальные
c. головки, манипулятор с подвижным корпусом и установленной на нем с возможностью вращения двухзахватной механической рукой для смены инструмента, а также двухзахватной рукой для смены инструментальных головок с гнездами под инстру0 мент в захватах, у которых по меньшей мере профильная ось одного захвата руки для смены инструмента и продольная ось захватов руки для смены инструментальных головок расположены с возможностью размещения в одной вертикальной плоскости, от5 лишающееся тем, что, с целью сокращения времени смены инструмента и инструментальных головок, продольная ось другого захвата руки для смены инструмента расположена относительно первой на расстоянии, равном расстоянию между ячейками яруса магазина с инструментами, а рука для смены инструментальных головок закреплена на подвижном корпусе, причем захваты рук для инструментов и инструментальных головок расположены с возможностью разс мещения между ярусами магазина, а расстояния между осями гнезд захватов руки для смены инструментальных головок и осью поворота руки для смены инструментов неодинаковы.
0
15 7«
W
/
72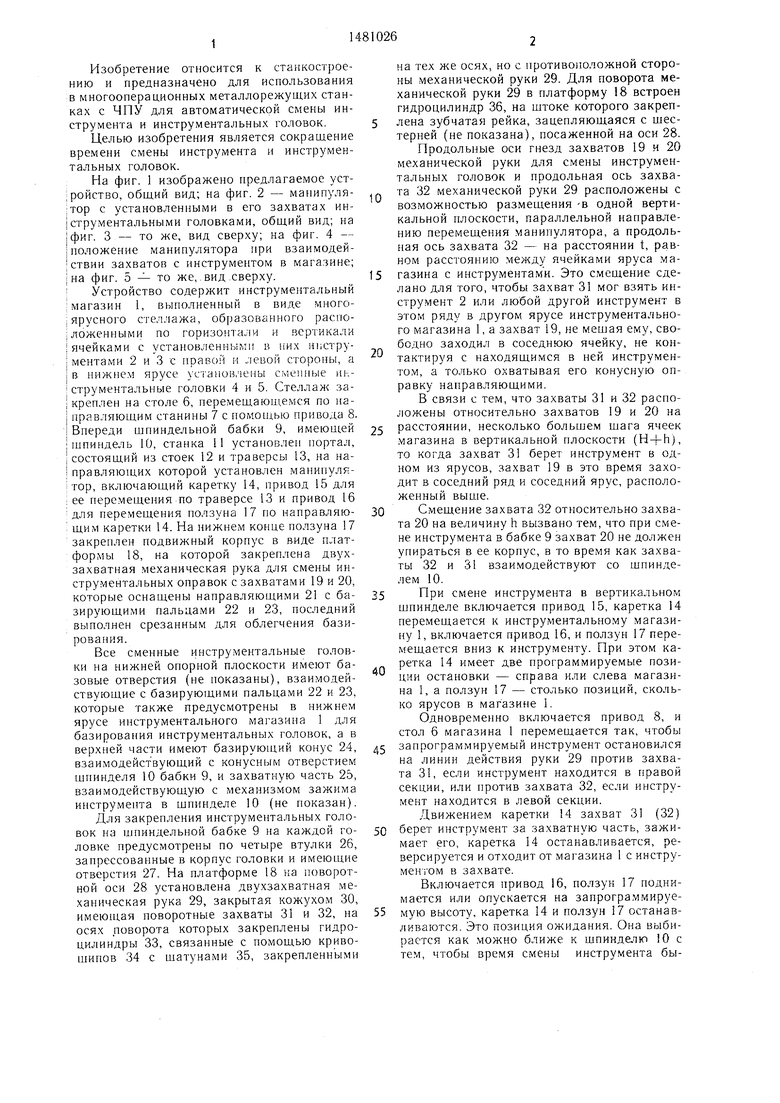

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство автоматической смены инструмента | 1983 |
|
SU1117182A1 |
| Устройство для автоматической смены инструмента | 1983 |
|
SU1135593A1 |
| Устройство для автоматической смены инструмента | 1989 |
|
SU1698035A1 |
| Устройство для автоматической смены инструмента | 1982 |
|
SU1074700A1 |
| Автооператор для автоматической смены инструмента | 1984 |
|
SU1255371A1 |
| Устройство автоматической смены инструмента | 1982 |
|
SU1142253A1 |
| Многооперационный станок портального типа | 1989 |
|
SU1742029A1 |
| Металлорежущий станок с автоматической сменой инструмента | 1978 |
|
SU770736A1 |
| Портальный станок с автоматической сменой инструмента | 1988 |
|
SU1558629A1 |
| Устройство для автоматической смены инструмента | 1990 |
|
SU1715545A1 |
Изобретение относится к станкостроению и предназначено для использования в многооперационных металлорежущих станках с ЧПУ с автоматической сменой инструмента и инструментальных головок. Целью изобретения является сокращение времени смены инструмента и инструментальных головок. Устройство содержит инструментальный магазин, выполненный в виде многоярусного стеллажа с ячейками, в которых установлены инструменты, а в нижнем ярусе - инструментальные головки. Впереди шпиндельной бабки смонтирован портал, состоящий из стоек и траверсы, на направляющих которой установлен манипулятор, включающий каретку с приводом для ее перемещения по траверсе и привод для перемещения ползуна по направляющим каретки. На нижнем конце ползуна закреплена платформа 18, на которой смонтирована двухзахватная механическая рука для смены инструментальных оправок с захватами, оснащенными направляющими 21 с базирующими пальцами 22 и 23. На платформе 18 установлена с возможностью вращения двухзахватная механическая рука 29, имеющая поворотные захваты 31 и 32. Продольные оси гнезд захватов механической руки для смены инструментальных головок и продольная ось захвата 32 механической руки 29 расположены с возможностью размещения в одной вертикальной плоскости, параллельной направлению перемещения манипулятора. Продольная ось захвата 31 расположена относительно профильной оси захвата 32 на величину T, равную расстоянию между ячейками яруса магазина с инструментами, а захваты рук для смены инструментов и инструментальных головок расположены с возможностью размещения между ярусами магазина. Расстояния между осями гнезд захватов руки для смены инструментальных головок и осью поворота руки 29 неодинаковы. 5 ил.
-V-r
3 2
-4Гч ч Ж /g
,j
Фиг 2
V
го
п
30
Фие.Ц
| Кузнецов Ю | |||
| И | |||
| Оснастка гибких производственных систем для обработки тел вращения, корпусных и плоскостных деталей в условиях мелкосерийного производства - М | |||
| Пневматический водоподъемный аппарат-двигатель | 1917 |
|
SU1986A1 |
