Изобретение относится к станкостроению и предназначено преимущественнодля вертикальных металлорежущих станков с ЧПУ, .
Известны устройства для автоматической смены инструментов на металлорежущем станке с вертикальным шпинделем, содержащее дисковый инструментальный магазин и два одинаково ориентированных схвата, установленные на вертикальных направляющих каретки, смонтированной посредством роликовых опор на верхней V-образной и нижней горизонтальных направляющих, выполненных на боковой стороне стойки станка.
Общим их недостатком является сложность конструкции при перемещении схватов между кареткой и шпинделем, в частности наличия в устройстве-прототипе 3-х реечных передач 25-17, 25-22, 25-26,. кривошипного 21-20-19 и кулисного 6-13- 14 механизмов.
Кроме того в устройстве-прототипе магазин размещен около станка, что увеличивает занимаемую производственную площадь. . .
Цель изобретения - устранение отмеченных недостатков, т.е. упрощение конструкции и уменьшение занимаемой производственной площади.
Для этого в устройстве для автоматической смены инструментов на металлорежущем станке с вертикальным шпинделем, содержащем дисковый инструментальный магазин и два одинаково ориентированных схвата, установленные на вертикальных направляющих каретки, смонтированной посредством роликовых опор на верхней V-образной и нижней горизонтальных направляющих, выполненных на боковой стороне стойки станка, согласно предложению магазин смонтирован на стойке станка над ее горизонтальными направляющими и имеет горизонтальную ось поворота, перпендикулярную этим направляющим, на
(/
С
х| оо xj
XI GJ ЧЭ
стойке станка закреплены сзади диска магазина соосное ему кольцо и горизонтальный силовой цилиндр с вертикальной планкой на конце его штока, а под горизонтальными направляющими - два вертикальных силовых цилиндра с горизонтальной планкой на конце штока, ось одного из которых лежит в вертикальной осевой плоскости магазина, а ось второго - в осевой плоскости шпинделя, перпендикулярной направляющим стойки. Каждое гнездо магазина выполнено в ползушке/установленной в параллельных оси магазина направляющих его диска, на заднем конце каждой ползушки выполнен перекрещивающийся под углом 90° с осью магазина сквозной паз с возможностью его взаимодействия в позиции смены инструмента с планкой третьего цилиндра и с периферией упомянутого кольца, а в корпусе каждого схвата выполнен сквозной паз, параллельный направляющим стойки, с возможностью его взаимодействия с планками вертикальных цилиндров.
Верхняя направляющая выполнена с расположенными на разной высоте скосами, а каждая из верхних роликовых опор выполнена составной из двух конических роликов с общей вертикальной осью вращения, один из которых опирается на расположенный выше, а другой - на расположенный ниже скосы верхней направляющей.
Применение указанных отличительных признаков предложения в других известных совокупностях признаков по тому же назначению заявителю не известно.
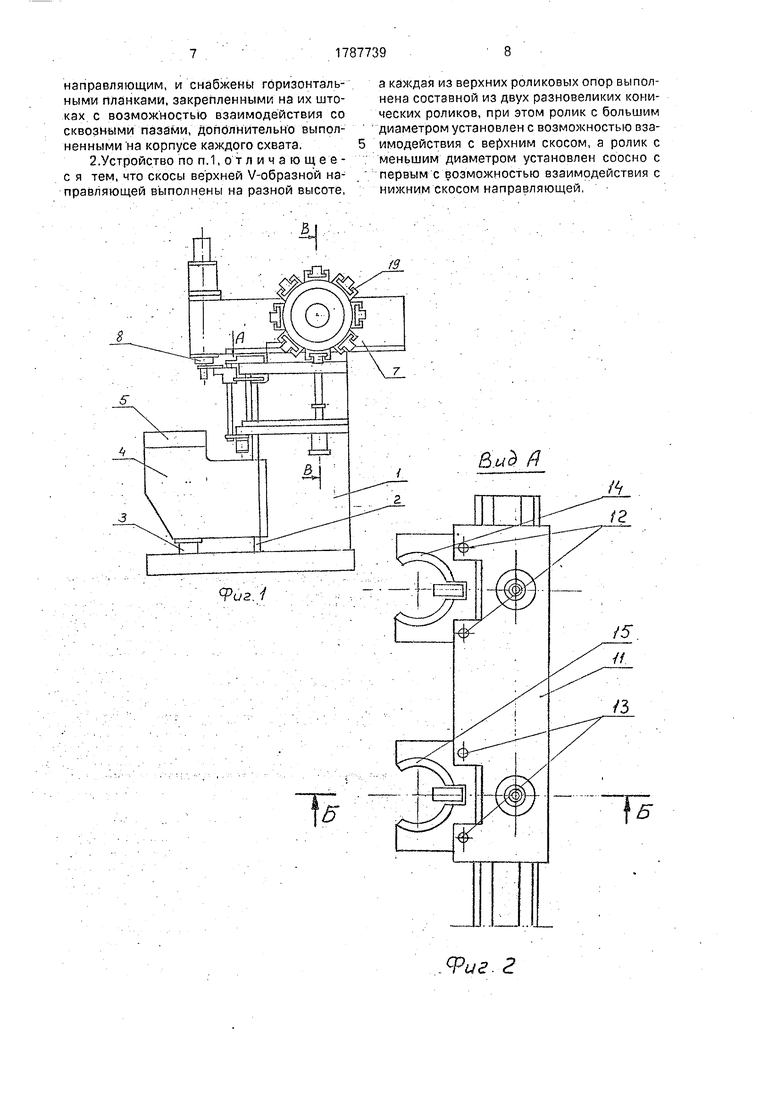
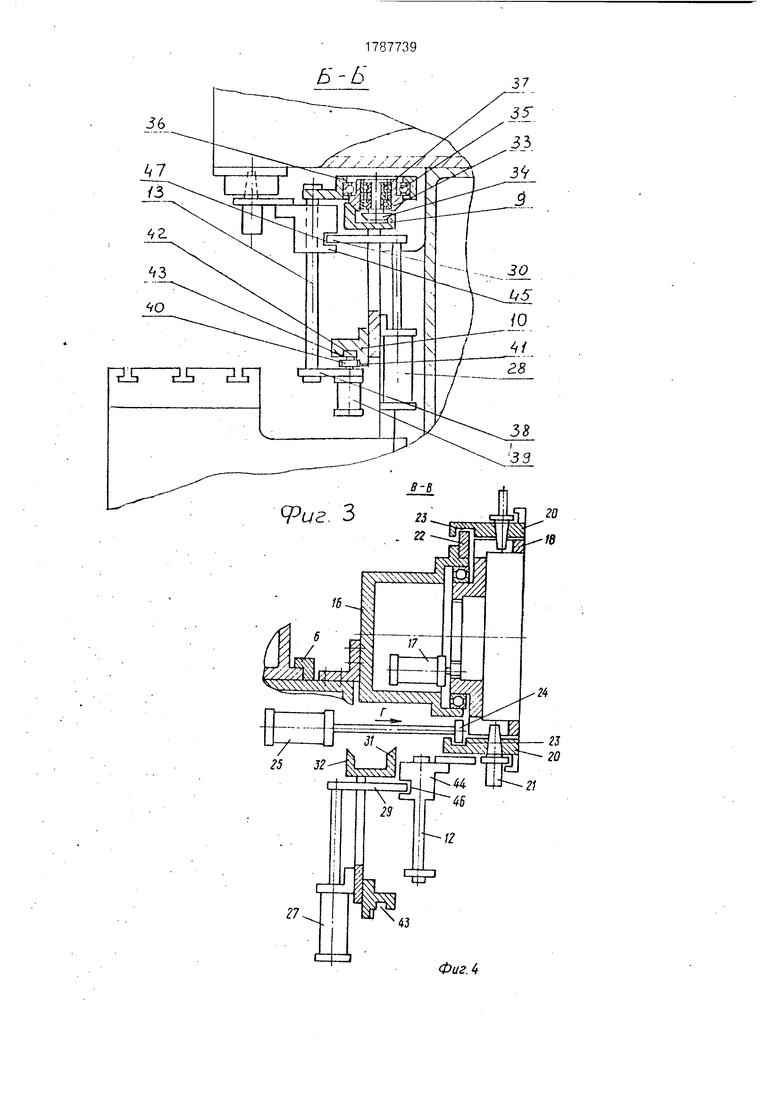
На фиг.1 представлено предлагаемое устройство, установленное на станке; на фиг.2 - вид А на каретку со схватами на фиг.1; на фиг.З - разрез Б-Б на фиг.2; на фиг.4 - разрез В-В на фиг. 1; на фиг.5 - вид Г на фиг,4.
Устройство смонтировано на станке, содержащем стойку 1, на вертикальных направляющих 2 которой установлена подвижная от механизма 3 консоль 4 с горизонтально подвижным продольным столом 5, а на верхних горизонтальных направляющих 6 - поперечный ползун 7 с вертикальным шпинделем 8, На боковой стороне стойки 1 выполнены горизонтальные V-об- разная верхняя 9 и нижняя 10 направляющие, на которых посредством роликовых опор установлена каретка 11. На ее вертикальных направляющих - скалках 12 и скалках 13 установлены соответственно одинаково ориентированные схваты 14 и 15. На стойке 1 над направляющей 9 закреплен корпус 16 инструментального магазина с поворотным от привода 17 диском 18, имеющим горизонтальную ось поворота, перпендикулярную направляющим 9, 10. По периферии диска выполнены равнорэспо- ложенные по окружности параллельные оси
диска направляющие 19 в частности Т-образные, В каждой из них установлена пол- зушка 20 с гнездом под инструмент, в частности 21. На корпусе 16сооснодиску 18 закреплено кольцо22. На заднем конце пол0 зушек 20 выполнен перекрещивающийся под углом 90° с осью диска 18 сквозной паз 23 с возможностью его взаимодействия с периферией кольца 22 и в позиции смены инструмента с вертикальной планкой 24,
5 толщина которой равна толщине кольца 22, закрепленной на штоке горизонтального силового цилиндра 25, смонтированного на стойке 1. .
В нижней части кольца 22 выполнено
0 сквозное окно 26 для прохода ползушки 20 с планкой 24 цилиндра 25. Под направляющей 9 на стойке 1 закреплены вертикальные силовые цилиндры 27, 28 с горизонтальными планками 29, 30 на конце штоков. Ось
5 штока цилиндра 27 лежит в вертикальной осевой плоскости диска 18, а ось штока цилиндра 28 - в осевой плоскости шпинделя 8, перпендикулярной направляющим 9, 10. Направляющая 9 выполнена с располо0 женными на разной высоте скосами.31, 32. Каждая из двух верхних опор каретки 11 выполнена составной из двух конических роликов 33, 34 с общей вертикальной осью вращения.
5 Ролик 33 опирается на скос 31, а ролик 34 - на скос 32. Ролик 33 установлен на подшипнике 35 в корпусе 36 каретки 11, а ролик 34 установлен на подшипниках 37 в центральном отверстии ролика 33. Корпус
0 36 каретки соединен скалками 12, 13 с нижней пластиной 38, к которой закреплен двигатель 39, соединенный с зубчатым колесом 40, находящимся в зацеплении с рейкой 41, выполненной на направляющей 10. Нижняя
5 опора каретки 11 выполнена в виде ролика 42, размещенного в пазу 43 направляющей 10, ось которого закреплена на пластине 38. В корпусах 44, 45 охватов 14, 15 выполнены сквозные горизонтальные пазы 46, 47 для
0 сцепления с планками 29, 30 цилиндров 27, 28.
Устройство работает следующим образом.
В исходном положении один инстру5 мент установлен в шпинделе 8, а другой -- под магазином в схвате 15, и его ось расположена в вертикальной осевой плоскости диска 18 магазина соосно свободному гнезду нижней ползушки 20. Планка 24 цилиндра 25 вместе с этой ползушкой находится в
крайнем заднем положении. Схват 15, зацепленный с планкой 29 цилиндра 27, схват 14 и планка 30 цилиндра 28 находятся в крайнем нижнем положении.
Перемещением консоли 4, стола 5 с заготовкой и ползуна 7 выставляют шпиндель 8 напротив обрабатываемой поверхности заготовки и обрабатывают ее. Для смены инструмента опускают консоль 4 в крайнее нижнее положение. Включением двигателя 39 через зубчатое зацепление 40-41 перемещают каретку 11 в сторону шпинделя 8 до размещения схвата 14 сзади шпинделя 8. При этом схват 15 расцепляется с планкой 29 цилиндра 27, схват 14 зацепляется с планкой 30 цилиндра 28, ролики 33 катятся по скосу 31, а ролики 34 - по скосу 32 направляющей 9, ролик 42 катится в пазу 43 направляющей 10.
Предложенная конструкция верхних опор позволяет корпусу каретки 11 свободно поворачиваться при перемещении с боковой на переднюю сторону стойки 1 в тех же подшипниках 35, в которых вращаются ролики 33. Цилиндром 28 поднимают планку 30 со схватом 14 в крайнее верхнее положение. Перемещают ползун 7 назад, использованный инструмент заходит в схват 14, освобождают инструмент в шпинделе 8, цилиндром 28 опускают схват 14 вниз, вытаскивая инструмент из шпинделя 8, перемещают каретку 11 до размещения схвата 15 сзади шпинделя 8. При этом схват 14 расцепляется с планкой 30 цилиндра 28, а схв.ат 15 с ней зацепляется, Цилиндром 28 поднимают схват 15 и вставляют новый инструмент в шпиндель, зажимают инструмент в шпиндель, перемещением ползуна 7 вверх вынимают инструмент из схвата 15, опускают схват 15, перемещают каретку 11 к магазину до совмещения оси схвата 14 с вертикальной осевой плоскостью диска 18. При этом схват 15 расцепляется с планкой 30 цилиндра 28, а схват 14 зацепляется с планкой 29 цилиндра 27. После ухода каретки из зоны резания начинают обработку новым инструментом. Цилиндром 27 поднимают схват 14 и вставляют использованный инструмент в гнездо нижней пол- зушки 20. Цилиндром 25 выдвигают эту ползушку в крайнее переднее положение. При этом инструмент вынимают из схвата 14, планка 24 закрывает окно 26 кольца 22 и становится как бы его продолжением.
Цилиндром 27 опускают схват 14, перемещают каретку 11 до совмещения оси схвата 15 с вертикальной осевой плоскостью диска 18. При этом схват 14 расцепляется, а схват 15 зацепляется с планкой 29 цилиндра 27. Поднимают схват 15. Одновременно после выдвижения ползушки в крайнее переднее положение приводом 17 поворачивают диск 18 до выставления очередной ползушки 20 с новым по программе инструментом 5 в нижнюю позицию смены. Движением ползушки назад вставляют инструмент в.схвэт 15 и опускают его. Цикл смены инструмента закончен.
Крайние положения цилиндров 25, 27,
0 28 и положение каретки 11 контролируются конечными выключателями (не показано). Формула изобретения 1.Устройство для автоматической смены инструментов преимущественно на ме5 таллорежущем станке с вертикальным шпинделем, содержащее дисковый инструментальный магазин, включающий корпус и поворотный диск с гнездами под инструмент и два одинаково ориентированных
0 схвата, установленных на вертикальных направляющих каретки, размещенной посред- ством роликовых опор на верхней V-образной и нижней горизонтальных направляющих, закрепленных на боковой сто5 роне стойки станка, отличающееся тем, что, с целью повышения надежности и уменьшения занимаемой производственной площади, оно снабжено тремя силовыми цилиндрами, а магазин снабжен
0 ползушками и кольцом, при этом магазин установлен на стойке станка над горизонтальными направляющими с возможностью поворота вокруг горизонтальной оси, перпендикулярной направляющим, ползушки
5 установлены в направляющих, выполненных на периферии диска с возможностью перемещения в направлении, параллельном оси магазина, причем гнезда под инструмент выполнены в ползушках, на корпусе
0 последних выполнены поперечные сквозные пазы, а кольцо закреплено на корпусе магазина с задней стороны диска соосно с последним с возможностью взаимодействия своей периферийной поверхностью с
5 пазами ползушек, при этом один из силовых цилиндров установлен на стойке станка за магазином горизонтально и снабжен вертикальной планкой, закрепленной на его штоке с возможностью размещения в окне,
0 дополнительно выполненном в кольце магазина в позиции смены инструмента и поочередного взаимодействия с поперечными пазами ползушек, а два других силовых цилиндра закреплены на стойке станка под
5 горизонтальными направляющими, причем один из них установлен в вертикальной плоскости, проходящей через горизонтальную ось магазина, а другой - в вертикальной плоскости, проходящей через ось шпинделя станка, перпендикулярно горизонтальным
направляющим, и снабжены горизонтальными планками, закрепленными на их штоках с возможностью взаимодействия со сквозными пазами, Дополнительно выполненными на корпусе каждого схвата.
2.Устройство по п.1, от личающее- с я тем, что скосы верхней V-образной направляющей выполнены на разной высоте,
а каждая из верхних роликовых опор выполнена составной из двух разновеликих конических роликов, при этом ролик с большим диаметром установлен с возможностью взаимодействия с верхним скосом, а ролик с меньшим диаметром установлен соосно с первым с возможностью взаимодействия с нижним скосом направляющей,
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство автоматической смены инструментов многоцелевого станка | 1987 |
|
SU1484568A1 |
| Многооперационный станок с ЧПУ | 1985 |
|
SU1305000A1 |
| МНОГОЦЕЛЕВОЙ СТАНОК С УСТРОЙСТВОМ АВТОМАТИЧЕСКОЙ СМЕНЫ ИНСТРУМЕНТА | 1994 |
|
RU2108218C1 |
| СТАНОК С АВТОМАТИЧЕСКОЙ СМЕНОЙ ИНСТРУМЕНТА | 1989 |
|
SU1630172A1 |
| Устройство автоматической смены инструментов сверлильно-фрезерного станка | 1982 |
|
SU1047649A1 |
| Многооперационное устройство сАВТОМАТичЕСКОй СМЕНОй иНСТРуМЕНТА | 1978 |
|
SU831487A1 |
| Устройство для автоматической смены инструмента | 1982 |
|
SU1074700A1 |
| МНОГОПОЗИЦИОННЫЙ ПРЕСС | 1992 |
|
RU2013173C1 |
| Автооператор для автоматической смены инструмента | 1984 |
|
SU1255371A1 |
| Многоцелевой станок | 1988 |
|
SU1648727A1 |
Использование: станкостроение, в частности металлорежущие станки с автоматической сменой инструментов, Сущность изобретения: при смене инструмента силовой цилиндр 25 перемещает своей вертикальной планкой 24 ползушку с инструментом 21 до взаимодействия его со схва- том. Цилиндр 27 перемещает своей планкой 29 корпус 44 схвата вниз, в результате чего инструмент 21 вынимается из гнезда пол- зушки, которая размещена в направляющих поворотного диска 18 инструментального магазина, Затем схват перемещается по горизонтальным направляющим к шпинделю, где также установлен вертикальный силовой цилиндр, с помощью которого производится смена инструмента в шпинделе аналогичным способом. 1 з.п.ф-лы, 5 ил.
Фиг. 2
| Устройство для автоматической смены инструмента на металлорежущих станках | 1979 |
|
SU860992A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
