1
Изобретение относится к области переработки полимерных материалов и может быть использовано для прессования изделий из тер.мореактивных пластмасс на прессах, имеющих два гидравлических цилиндра.
Известен блок литьевого прессования для полимерных изделий, содержащий пуансонодержатель, плиту с загрзочной камерой, плиту обогрева с направляющей колонкой, плиту толкателей, установленную с возможностью перемещения по направляющей колонке и закрепленный в плите толкателей хвостовик l.
Недостатком известного блока является большая металлоемкость за счет вьтолнения плиты толкателей с размерами , Обеспечивающими размещение в ней тяг, связывающих плиту токателей с плитой загрузочной кеимеры а также невозможность использования пресс-формы для изготовления изделий с большой высотой, так как при неизменном расстоянии между плитами пресса с увеличением высоты прессформы величина ее раскрытия уменьшается, что не позволяет извлекать из нее изделия с большой высотой или затрудняет обслуживание прессформы при установке арматуры или чистке оформляющих гнезд каналов.
Цель изобретения - уменьшение металлоемкости и увеличение высоты формуемых изделий за счет уменьшения габаритов плиты толкателей и размещения ее в отверстии стола пресса.
Поставленная цель достигается тем,
0 что в блоке литьевого прессования для полимерных изделий, содержащем пуансонодержатель, плиту с загрузочной камерой, плиту обогрева с направляющей колонкой, плиту толкателей,
s установленную с возможностью перемещения по направляющей колонке, и закрепленный в плите толкателей хвостовик, согласно изобретению, пуансонодержатель связан с плитой загрузочной камеры тягой, установленной в пуансонодержателе и выполненной с продольным пазом, в котором размещен закрепленный в плите загрузочной камеры палец, а в плите обогрева ус5тановлена составная тяга, одна Часть которой выполнена с продольным пазом, в котором размещен палец дру- . гой части составной тяги, выполненной с выступом, взаимодействующим с
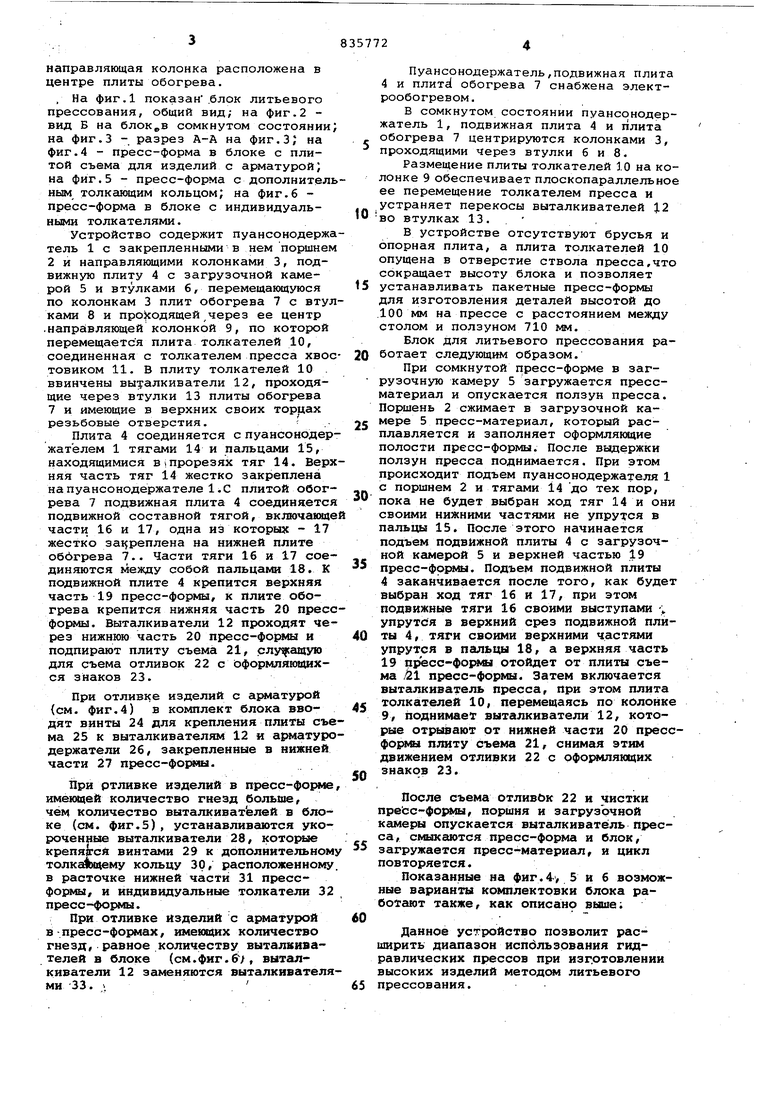
0 плитой загрузочной камеры, причем. направляющая колонка расположена в центре плиты обогрева. , На фиг.1 показан .блок литьевого прессования, общий вид; на фиг.2 вид Б на блоков сомкнутом состоянии на фиг.З - разрез А-А на фиг.З; на фиг.4 - пресс-форма в блоке с плитой съема для изделий с арматурой; на фиг.5 - пресс-форма с дополнитель ным толкающим кольцом; на фиг.6 пресс-форма в блоке с индивидуальными толкателями. Устройство содержит пуансонодержа тель 1 с закрепленными в нем поршнем 2 и направляющими колонками 3, подвижную плиту 4 с загрузочной камерой 5 и втулками 6, перемещающуюся по колонкам 3 плит обогрева 7 с втул ками 8 и проводящей через ее центр .направляющей колонкой 9, по которой перемещается плита толкателей 10, соединенная с толкателем пресса хвос товиком 11. В плиту толкателей 10 . ввинчены выталкиватели 12, проходящие через втулки 13 плиты обогрева 7 и имеющие в верхних своих торрах резьбовые отверстия. Плита 4 соединяется с пуансонодер жателем 1 тягами 14 и пальцами 15, находящимися вiпрорезях тяг 14. Верх няя часть тяг 14 жестко закреплена на пуансонодержателе 1 ,С плитой обогрева 7 подвижная плита 4 соединя;ется подвижной составной тягой, включающе части 16 и 17, одна из которых - 17 жестко за1 реплена на нижней плите оббгрева 7.. Части тяги 16 и 17 соединяются между собой пальцами 18. К подвижной плите 4 крепится верхняя часть 19 пресс-формы, к плите обогрева крепится нижняя часть 20 пресс формы. Выталкиватели 12 проходят че рез нижнюю часть 20 пресс-формы и подпирают плиту съема 21, служащую для съема отливок 22 с &формляю дихся знаков 23. При отливке изделий с арматурой {см. фиг.4) в комплект блока вводят винты 24 для крепления плиты съе ма 25 к выталкивателям 12 и арматуро держатели 26, закрепленные в нижней части 27 пресс-формы. При ртливке изделий в пресс-форме имеющей количество гнезд больше, чем количество выталкивателей в блоке (см. фиг.5), устанавливаются укороченные выталкиватели 28 / KOTOi ie крепядгся винтами 29 к дополнительном толка ему кольцу 30, расположенному в расточке нижней части 31 прессформы, и индивидуальные толкатели 32 пресс-формы. При отливке изделий с арматурой в-пресс-формах, именхцих количество гнезд, равное количеству выталкивателей в блоке (см.фиг.б, выталкиватели 12 заменяются выталкивателя ми 33 . Пуансонодержатель,подвижная плита 4 и плит обогрева 7 снабжена электрообогревом . В сомкнутом состоянии Пуансонодержатель 1, подвижная плита 4 и плита обогрева 7 центрируются колонками 3, проходящими через втулки б и 8. Размещение плиты толкателей 10 на колонке 9 обеспечивает плоскопараллельное ее перемещение толкателем пресса и устраняет перекосы выталкивателей 12 во втулках 13. В устройстве отсутствуют брусья и опорная плита, а плита толкателей 10 опущена в отверстие ствола пресса,что сокращает высоту блока и позволяет устанавливать пакетные пресс-фор нл для изготовления деталей высотой до 100 мм на прессе с расстоянием между столом и ползуном 710 мм. Блок для литьевого прессования работает следующим образом. При сомкнутой пресс-форме в загрузочную KeiMepy 5 загружается прессматериал и опускается ползун пресса. Поршень 2 сжимает в загрузочной камере 5 пресс-материал, который расплавляется и заполняет оформлякяцие полости пресс-формы. После выдержки ползун пресса поднимается. При этом происходит подъем пуансонодержателя 1 с поршнем 2 и тягами 14 до тех пор, пока не будет выбран ход тяг 14 и они своими нижними частями не упрутся в пальцы 15. После этого начинается подъем подвижной плиты 4 с загрузочной ксшерой 5 и верхней частью 19 пресс-формы. Подъем подвижной плиты 4 заканчивается после того, как будет выбран ход тяг 16 и 17, при этом подвижные тяги 16 своими выступами ,. упрутся в верхний срез подвижной плиты 4, тяги своими верхними частями упругая в пальцы 18, а верхняя часть 19 пресс-форм отойдет от плиты съема /2i пресс-формы. Затем включается выталкиватель пресса, при этом плита толкателей 10, перемещаясь по колоИке 9, поднимает выталкиватели 12, которые отрывают от нижней части 20 прессфО е:1 плиту съема 21, снимая этим движением отливки 22 с оформляющих знаков 23. После съема отливбк 22 и чистки пресс-фоцАш, поршня и загрузочной камеры опускается вытгшкиватёль пресса, смыкаются пресс-форма и блок, загружается пресс- материал, и цикл повторяется. Показанные на фиг.4 5 и 6 возможные варианты комплектовки блока работают также, как описано выше; Данное устройство позволит расширить диапазон испбльзрваиия гидравлических прессов при изготовлении высоких изделий методсяи литьевого прессования.
Формула изобретения
Блок литьевого прессования для полимерных изделий, содержащий пуансонодержатель, плиту с загрузочной камерой, плиту обогрева с направляющей колонкой, плиту толкателей, устаиовлениую с возможностью перемещения по направляющей колонке, и закрепленный в плите толкателей хвостовик, отличающийся тем, что, с-целью уменьшения металлоемкости и увеличения высоты формуемых изделий за счет уменьшения габаритов плиты толкателей и размещения ее в отверстии стола пресса, пуансонодержатель связан с плитой загрузочной камеры тягой, установленной в пуансонодержателе и выполненной с продольным пазом, в котором размещен закрепленный в плите загрузочной камег ры/палец, а в плите обогрева установлена составная тяга, одна часть которой выполнена с продольном пазом, в котором размещен палец другой части составной тяги, выполненной с выступом, взаимодействующим с плитой загрузочной камера, причем, направляющая колонка расположена в центре плиты обогрева.
0
Источники информации, принятые во внимание при экспертизе
1. Технологическая оснастка для холодной штамповки, прессования пластмасс и литья под давлением. Ка5талог-справочник под ред. В.Д.Корсакова, НИИИПШ, 1967, ч.2, 0.78-79 (прототип).
ВидВ
А -А
Фиг 3

| название | год | авторы | номер документа |
|---|---|---|---|
| Универсальный блок литьевого прес-СОВАНия издЕлий из РЕАКТОплАСТОВ | 1979 |
|
SU797881A1 |
| Универсальный блок литьевого прессования изделий из реактопластов | 1978 |
|
SU725889A1 |
| Универсальный блок для литьевого прессования изделий из полимеров | 1985 |
|
SU1274939A2 |
| Пресс-форма для изготовления полимерных изделий | 1987 |
|
SU1452690A1 |
| Пресс-форма для полимерных изделий с поднутрениями | 1981 |
|
SU1028514A1 |
| Универсальный блок для литьевого прессования изделий из полимеров | 1977 |
|
SU639720A1 |
| Прес-форма для литьевого прессования | 1990 |
|
SU1821388A1 |
| Универсальный блок для литьевого прессования изделий из реактопластов | 1984 |
|
SU1242391A1 |
| Пресс-форма для изготовления изделий из термореактивных пластмасс | 1981 |
|
SU946970A1 |
| Пресс-форма для изготовления полимерных изделий | 1988 |
|
SU1608069A1 |


