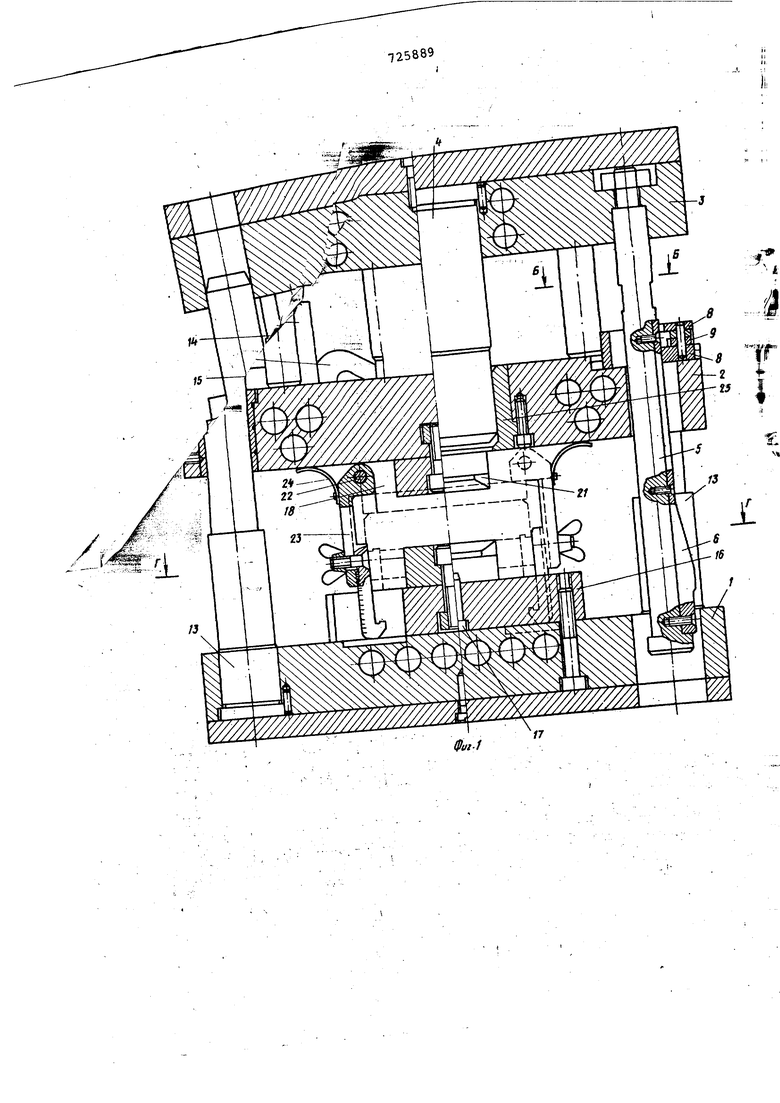
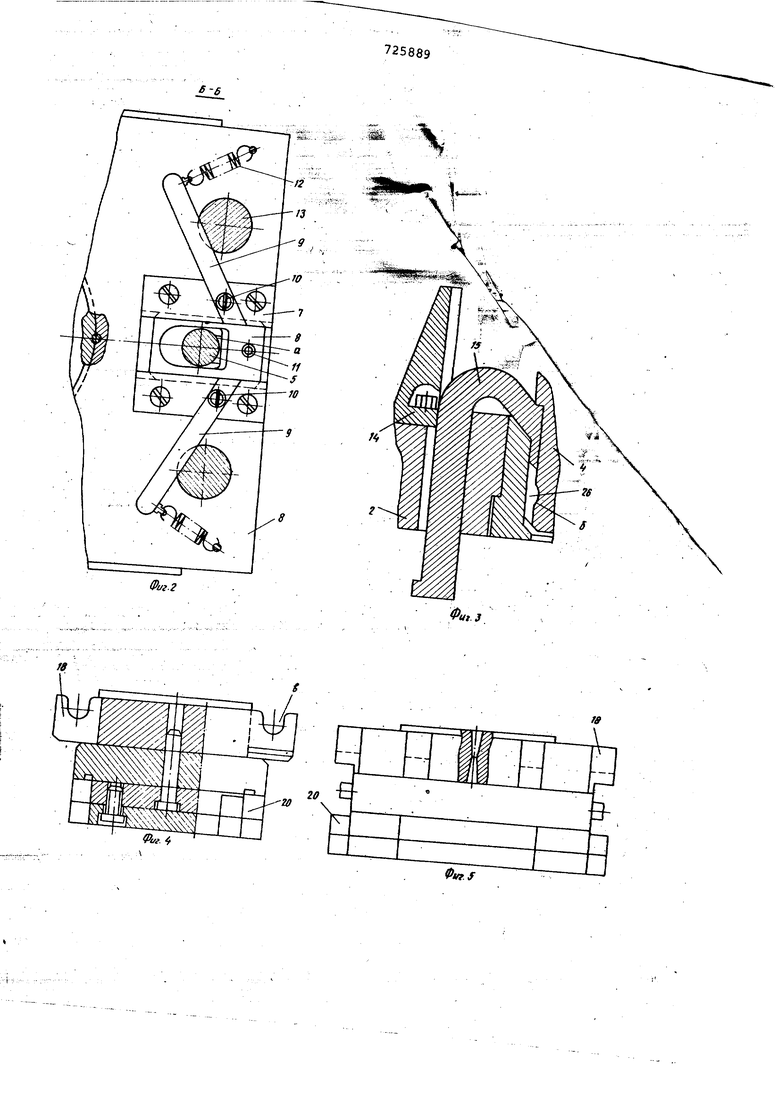
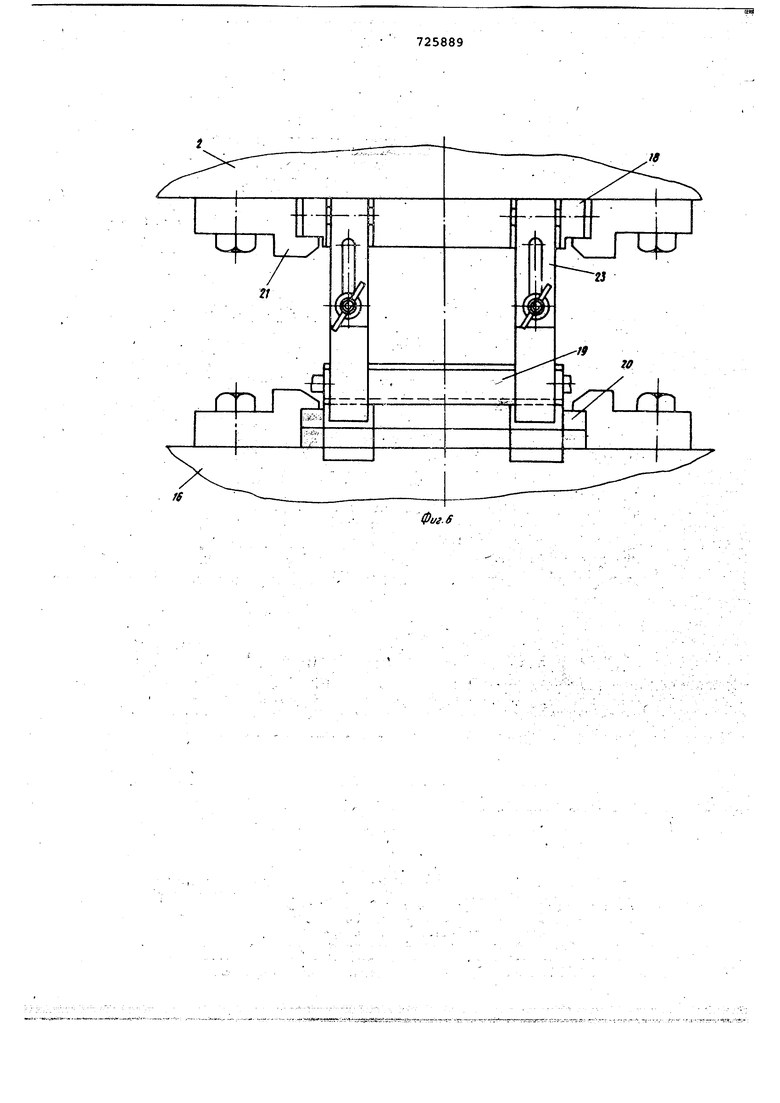
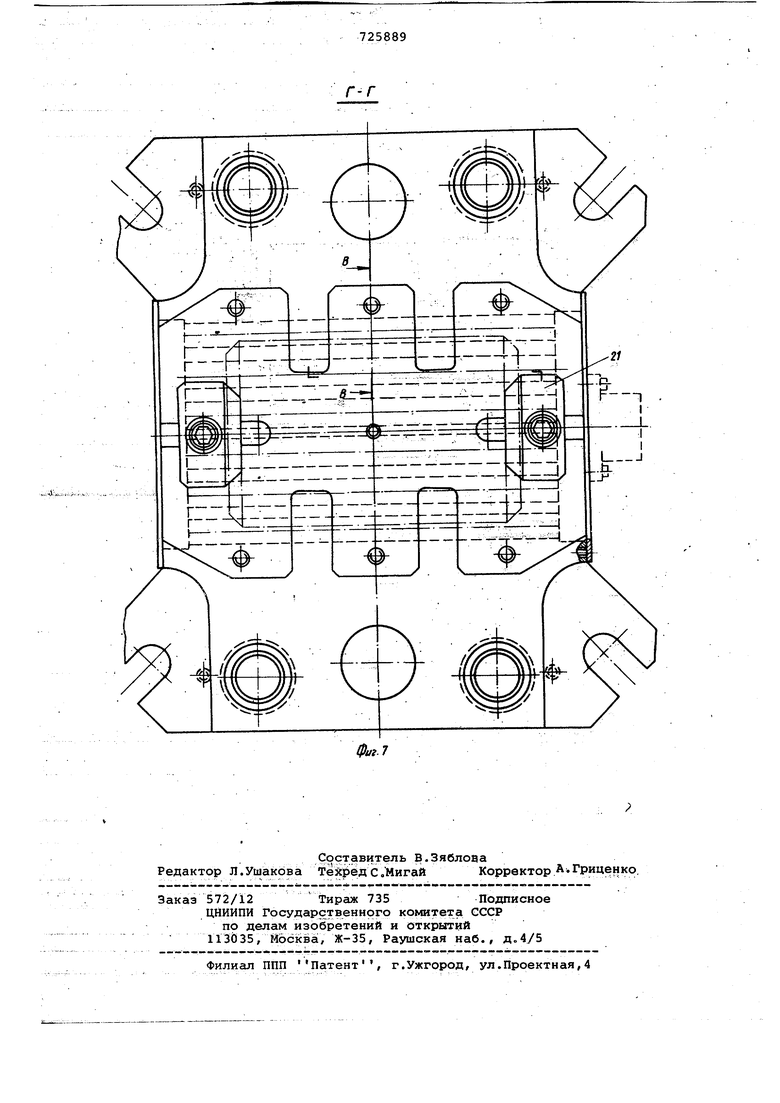
пресс-формы к -блоку; на фиг.7 - ;i ..- ;:....V- чЧ l W-™- № v--«S-- - -,..&:- - ;-разрез Г-Г фиг.1. Универсальный блбк ЬЬдёрЖИТ 11ёподвижную плиту 1, плйту 2 обогрева, пуансонодержа-тель 3, в котором закреплены пуансон 4 и тяги 5 с выступами 6. На плите 2 обогрева размещено запорное устройство, вы ЯеШёШ бё ввйДё уста1йовлен ных в направляющих 7 (фиг.2) плиты обо-грева ползушек 8 со .сквознйм пазом а и парой защелок 9, шарнирн&закрепленных на направляющих 7 шпильками 10, причем одни концы защелок 9 шарнирно штрифтрм 11 закреплены на ползушках 8, а другие подпружинены пружинами 12 закрепленными на плите обогрева. В неподвижной плите 1 установлены направля бщие колонки 13,Шполненн каждая с пазом дп захода в него заицелок 9. На плите 8 обогрева закреплен (фиг.3) kpoнштeйн 14 и размещен с возможностью.осевого перемещения толкатель 15, Один конец которого взаимодействует с кронштейном, а другой его конец размещен в пазу пуансона 4. В пуа соне 4 выполнено углубление б для удержания в нем пресс-остатка На размещенную на неподвижной пли, те 1 подкладную плиту 16 k центрирующую колонку 17 установлен пакет пресс-формы. ... ,, , .... ...,;-.:.-. Пакет пресс-формы включает- литниковую плиту 18 (), плиту матриц 19 и знакодержатель 20. Лит никовая плита крепится к плите обогрева, а знакодержатель - к под кладной плите прихватами 21. На литник эвой плите, в пазах -в -шарнй рн6 пЪЬредством штифтов 22 закреплены захваты 23 разъемного приспособления, выполненные регули емыми пр высоте и подпружиненные пружиной .24. в плите обогрева размещена загрузочная кймера 25.; Влок работаетследующим образом После заполнения формующей по.лости и соответствующей вьщержки блок раскрывают, перемещая вверх пуайсонодержатель с пуансоном 4:-- Благодаря выполненному углублению б Напуансоне прессостаток 26 перемеща.ется вместе с ним и подни мает толкатель 15. Когда трлкатель достигнет кронштейна выступом, выполненном на одном его конце, и упрётся в него,пресс-остаток-отде лится от пуансона 4 .При ртделении прёссостатка пиита обогрева,остается неподвижной благодаря тому, что заицелки 9 расположены в пазах направляющих колонок 13.,,..;,-,ж,-.и:,.-,,,гг При дальнейшем перемещении пуансонодержателя тЯга 5 заходит, своим выступом 6 в паз а полr 4 зушки 8 и перемещает ее вправо. Ёлагодаря шарнирному креплению на направляющих 7 и в ползушке 8 защелок 9 они выходят из пазов направляющих колонок 13,освобождаяплйту обогрева. После взаимодействия бурта тяги 5 с плитой обогрева последняя начнет перемещаться. Вместе с плитой обогрева перемещается литниковая плита 18 пакета прессформы с шарнирно закрепленными в ,ней захватами 23 разъемного приспособления. , , достигнув матрицы 19, поднимают ее. Если матрица служит плитой съема, блок не требует ручной разгрузки, если оформляется изделие с арматурой, то матрица ра5гру йается вне пресса для обеспечения техники безопаснрсти. После разъема пресс-формы цикл повторяется. Формула изобретения 1. Универсальнь1й блок литьевого прессования изделий из реактопластов , содержащий неподвижную плиту, плиту обогрева, пуансонодержатель с пуансоном, загрузочную камеру, размещенную в плите обогрева, тяги, закрепленные в пуансонодержателе, и. направляющие колонки, установленные в неподвижной плите, о т л и ч а ю щ и и с я тем, что, с целью обеспечения механического отделения пресс-остатка при разъеме блока, он снабжен размещенными вплите оббгрева толкателем, установленным с возможнрстью осевого перемещения, один конец которого расположен в пазу пуансона, кронштейном, с которым взаимодействует другой конец толкателя, и запорным устройством, выполненным в виде установленнйх в направляющих плич-ы обогрева ползушек со сквозным ,пазом и парой защелок,шарнирно закрепленных на направляющих плиты обогрева,одни концы которых шарнирно закреплены на ползушках,а другие подпружинены,причем на тягах выполнены выступы,взаимо Действующие ср сквозными п:азами ползушек,и на направляющих колонках вьТполнены гГазы для захода защелок. 2. Универсальный блок по п.1 о т л и ч а ю щ и и с я тем, что, с целью обеспечения установки в . блоке пакетов пресс-форм различных типоразмеров, он снабжен закрепленными на неподвижной плите центрирующей коло1нк,9,й, захватами. , ,Источники информации, , принятые во внимание при экспертизе 1. Демин Е.Н. Справочник по пресс-формам. .Лениздат, 1967, , с.194(прототип).
Фиг.2
;
J 1
-
/TW-.X.V
| название | год | авторы | номер документа |
|---|---|---|---|
| Универсальный блок литьевого прес-СОВАНия издЕлий из РЕАКТОплАСТОВ | 1979 |
|
SU797881A1 |
| Способ листовой штамповки и устройство для его осуществления | 1989 |
|
SU1712031A1 |
| Штамп для штамповки коленчатых валов | 1988 |
|
SU1602605A1 |
| Автоматический штамп для просечкилиСТА | 1978 |
|
SU799865A1 |
| СДВОЕННАЯ ПРЕССФОРМА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 1966 |
|
SU214756A1 |
| Пресс-форма для изготовления поли-МЕРНыХ издЕлий | 1979 |
|
SU844344A1 |
| Универсальный блок для литьевого прессования изделий из полимеров | 1985 |
|
SU1274939A2 |
| Пресс-форма для литья под давлением | 1987 |
|
SU1574357A1 |
| Штамп для гибки деталей,преимущественно,типа восьмерки | 1985 |
|
SU1304960A1 |
| Штамп для выдавливания деталей типа ролика | 1985 |
|
SU1276415A2 |
..,„.,.
