i
4ii
О) 4
сл
Изобретение относится к машиностроению, в частности к механообра- батывающему производству, и может .быть использовано для упрочнения пз стотелых (трубчатых) торсионных валов и других аналогичных деталей, воспринимающих в эксплуатации высокие усталостные нагрузки.
. Цель изобретения - расширение технологи геских возможностей за счет обработки торсионных валов и повьпяе- ние их долговечности путем создания по наружной и внутренней поверхностям упрочненного равномерного слоя глубиной 15% - 30% толщины стенки вала.
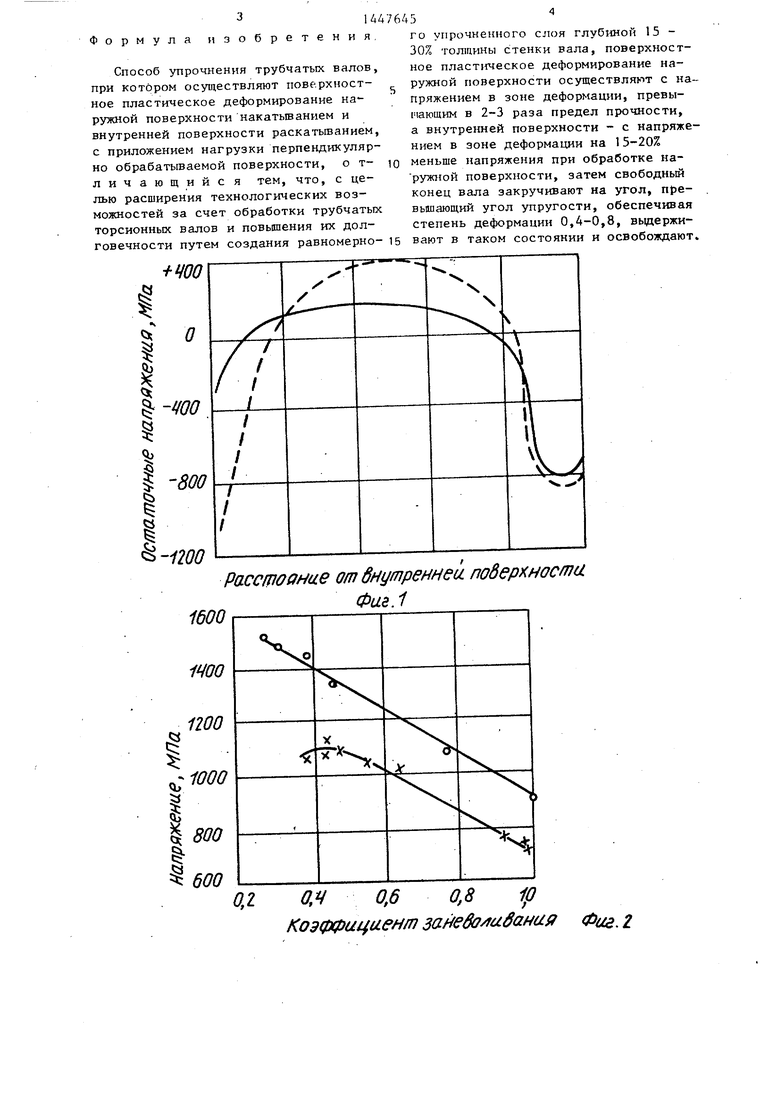
На фиг. 1 показаны кривые распределения остаточных напряжений в стенке торсионного вала; на фиг. 2 - за- висимости от коэффициентов закручивания.
Упрочнение трубчатых торсионов по предлагаемому способу осуществляют следующим образом.
Предварительно термообработанный и механообработанный торсионный вал устанавливают на токарньй станок и с помощью специального роликового приспособления обкатывают с заданными режимами нарзокнз ю цилиндрическую поверхность и поверхность галтелей за один проход путем разворота роликовой головки при подходе к галтелям таким образом, чтобы плоскость роликов была постоянно перпендикулярна к поверхности галтели. Режим обработки: диаметр роликов D,, их про- фильньш радиус R, сила накатывания Р, подача S, скорость V, устанавли- вают таким образом, чтобы напряжение в зоне деформации (в зависимости от обрабатьшаемого материала) было в пределах 4000-7000 МПа, например оно может быть равным 6000 МПа, а глуби- на упрочненного слоя при этом должна составлять 15-30% толщины стенки, например при толщине стенки 6 мм глубина упрочненного слоя составляет 1,5 мм.
Далее так же на токарном станке с помощью специального раскатника рас- катьшают внутреннюю поверхность, при этом создают такие режимы, чтобы напряжения в зоне деформации бьши 5000 МПа.
Затем вал устанавливают на специ-- альньгй станок и производят заневоливанне, т.е. закручивают вал на некоторый угол of, , обеспечивая степень деформации 0,4-0,8, например на угол
150° (при Ыг 60°; К
60
200
0,4).
выдерживают в таком состоянии, затем снимают Нагрузку.
Пример. Предлагаемый способ упрочнения может быть использован для обработки трубчатых торсионных налов из стали 45ХН2МФА-111, HRC 50-54, с наружным диаметром 68 мм, внутренним 56 мм, длиной 870 мм, имеющих с двух сторон на наружной поверхности треугольные шлицы.
Технология обработки торсиона из трубной заготовки включает следующие основные операции чистовая обработк отверстия в окончательный размер, обеспечивающая шероховатость поверхности не ниже R. 1,23 мкм; механическая обработка стержня и галтелей, нарезание шлицев; объемная закалка с использованием нагрева токами высоко частоты (нагрев до 870±10 С охлаждение в масле, отпуск 220+10 с); окончательная механическая обработка по наружному контуру (обточка, шлифование) с обеспечением заданных требований по шероховатости (Rn 0,63 мкм) и геометрии детали; упрочнение впадин шлицев; обкатьшание наружной поверхности и галтелей; раскатьшание внутренней поверхности; заневоливание.
При обкатьшании и раскатьшании величина силы на ролики, диаметр роликов и радиус их профиля выбраны исходя из условий поверхностного пластического деформирования высокопрочной стали 45ХН2МФА, HRC 50-54.
Трубчатые торсионные валы имеют длину 150 - 1200 мм, соотношение диаметра наружной поверхности D и
h
толщины стенки h составляет
0,05-0,2, при этом D 30-100 мм, h 1,5-20 мм. Наиболее применяемый диапазон изменения толщин стенки валов находится в пределах 4-10 мм, что соответствует о 0,1. Валы изготавливают из высокопрочных легированных сталей и подвергают сложному циклу термической обработки на Cj 1900-2150 МПа, после чего они приходят финишную обработку и упрочнение методами ППД.
+т
I I
о
I
I I
I
-800
-1200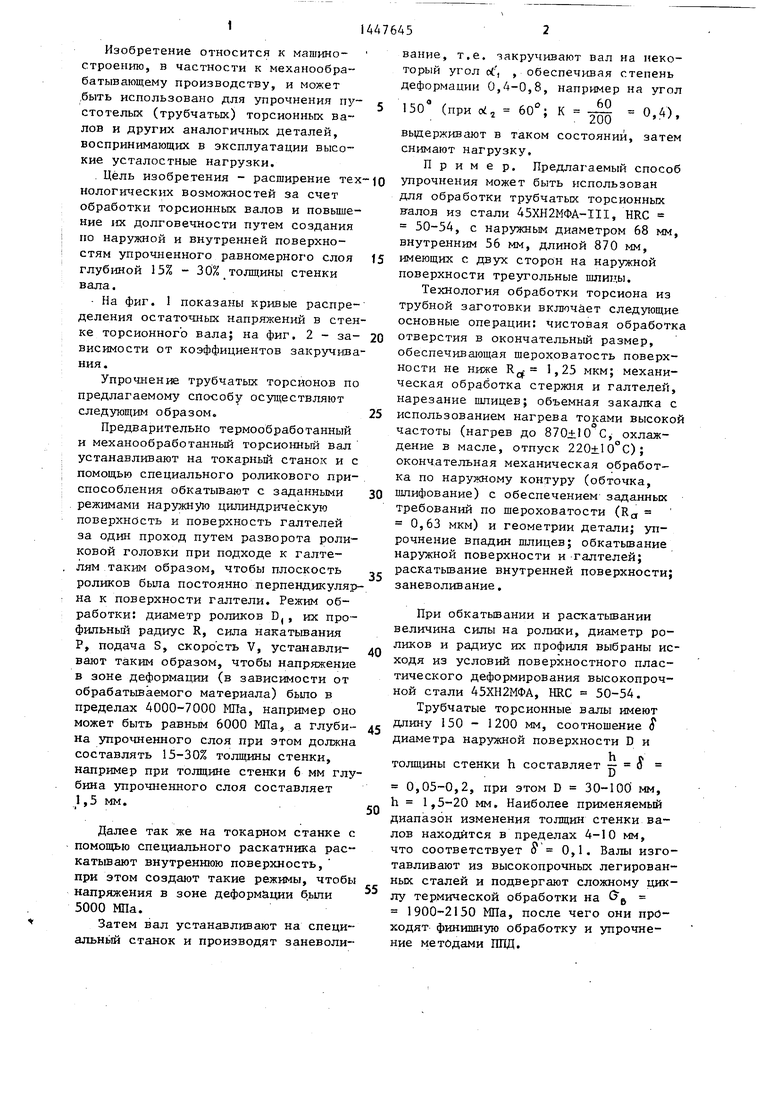
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки торсионных шлицевых валов | 1988 |
|
SU1574439A1 |
| Способ упрочнения изделий переменного по их длине сечения | 1980 |
|
SU859468A1 |
| Способ изготовления изделий переменного сечения | 1983 |
|
SU1135780A1 |
| Способ обработки торсионных шлицевых валов | 1990 |
|
SU1722796A1 |
| Способ упрочнения торсионных валов | 1986 |
|
SU1420038A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРЕПЕЖНЫХ ЭЛЕМЕНТОВ ИЗ ВЫСОКОПРОЧНЫХ ТИТАНОВЫХ СПЛАВОВ | 2012 |
|
RU2492017C2 |
| СПОСОБ ПОВЫШЕНИЯ УСТАЛОСТНОЙ ПРОЧНОСТИ СТАЛЬНЫХ КОЛЕНЧАТЫХ ВАЛОВ | 2004 |
|
RU2277596C1 |
| Способ комбинированного упрочнения деталей | 1980 |
|
SU933747A1 |
| Способ обработки стальных изделий | 1989 |
|
SU1671713A1 |
| СПОСОБ ПОВЕРХНОСТНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ С ГАЛТЕЛЯМИ | 2007 |
|
RU2359806C2 |
Изобретение относится к машиностроению, к механообрабатьшающему производству, а именно к упрочнению пустотелых торсионных валов. Цель расширение технологических возможностей и повышение долговечности путем создания по наружной и внутренней поверхностям равномерного упрочненного слоя глубиной от 15 до 30% толщины стенки вала. Поверхностное пластическое деформирование ведут накатыванием наружной поверхности галтелей с напряжением в зоне деформации, в 2 - 3 раза превьш1азощим предел прочности, и затем внутренней поверхности с напряжением на 15 - 20% меньше упомянутого. Закручивание производят по степенью деформации 0,4 - 0,8. Остаточная деформация равномерно распределена по длине вала и обеспечивает повышение сопротивления усталости за счет выравнивания пшсовьк состояний структуры, 2 ил. (Л
Рассглоанае от внутренней. по8ер)(носта.
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Упрочняюще-отделочная обработка- рабочих поверхностей деталей машин поверхностньм пластическим деформированием.-М., 1971, с | |||
| Машина для разделения сыпучих материалов и размещения их в приемники | 0 |
|
SU82A1 |
