Изобретение относится к литейному производству, в частности к автоматическим литейным линиям.
Цель изобретения - улучшение качества отливок, упрощение конструкции, улучшение условий обслуживания и расширение технологических возможностей.
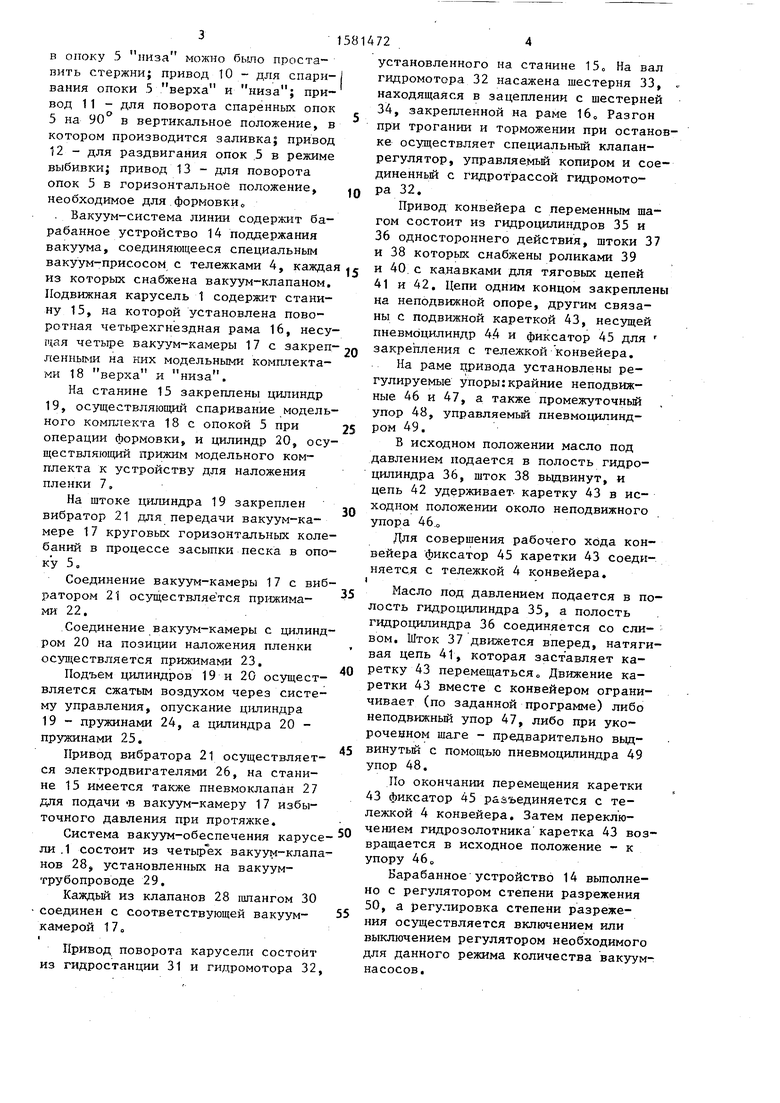
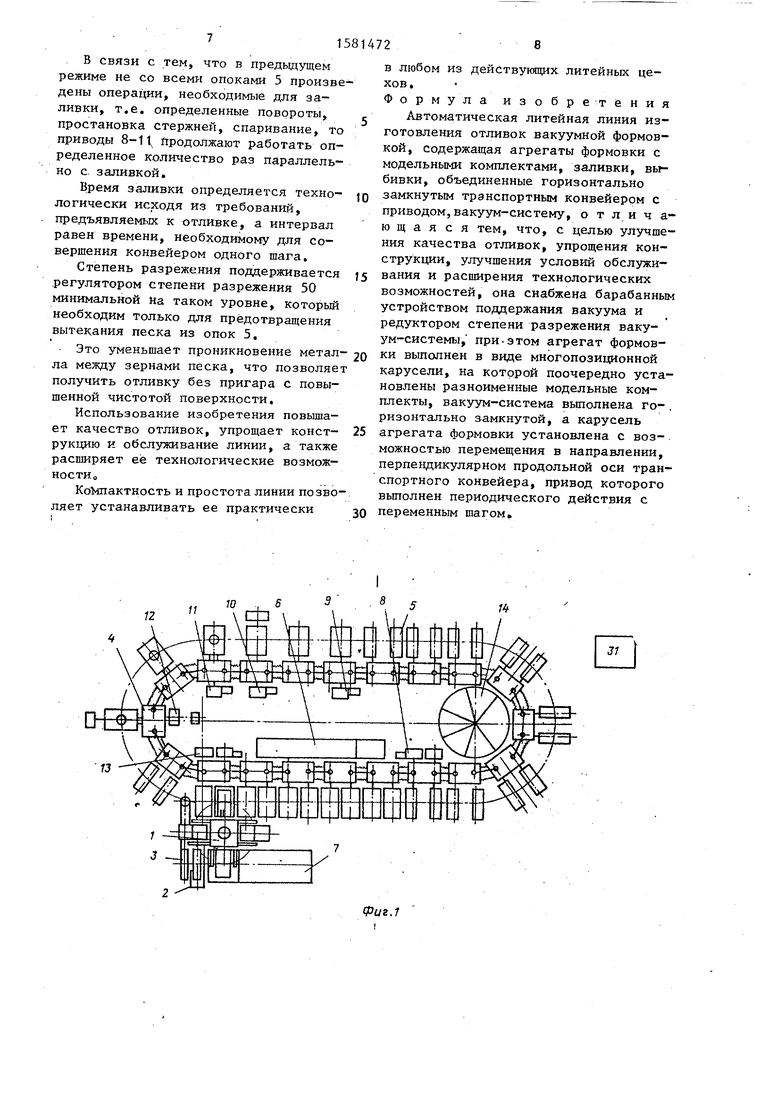
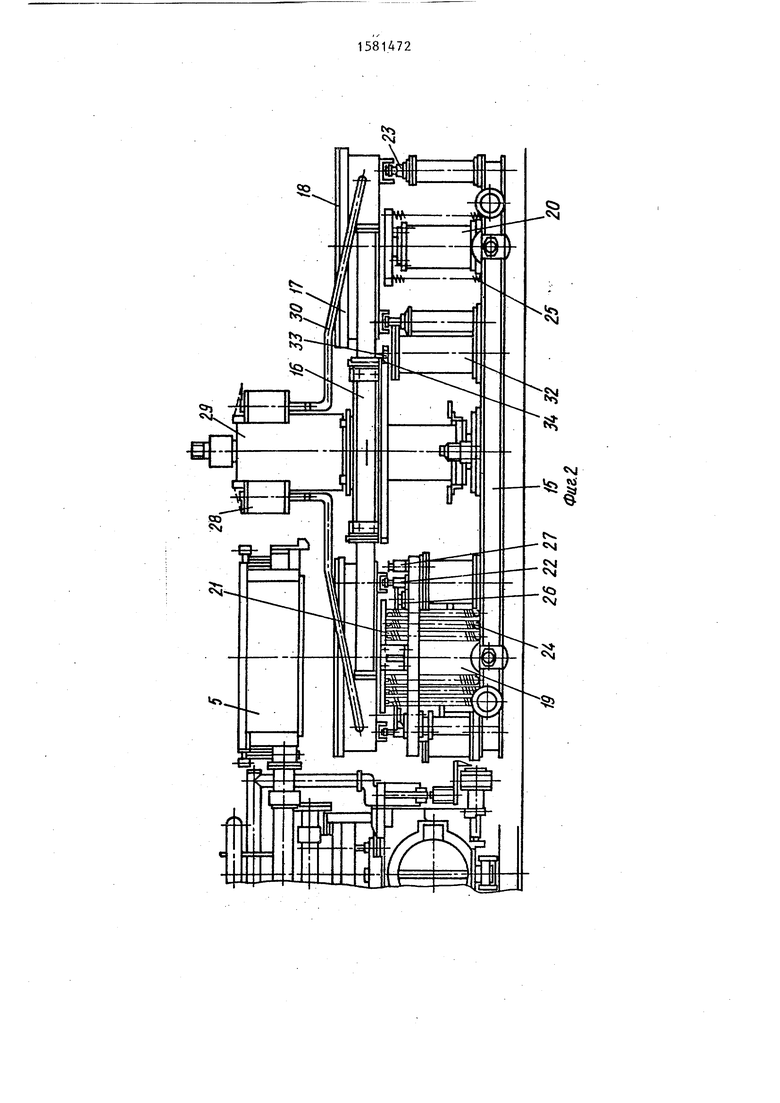
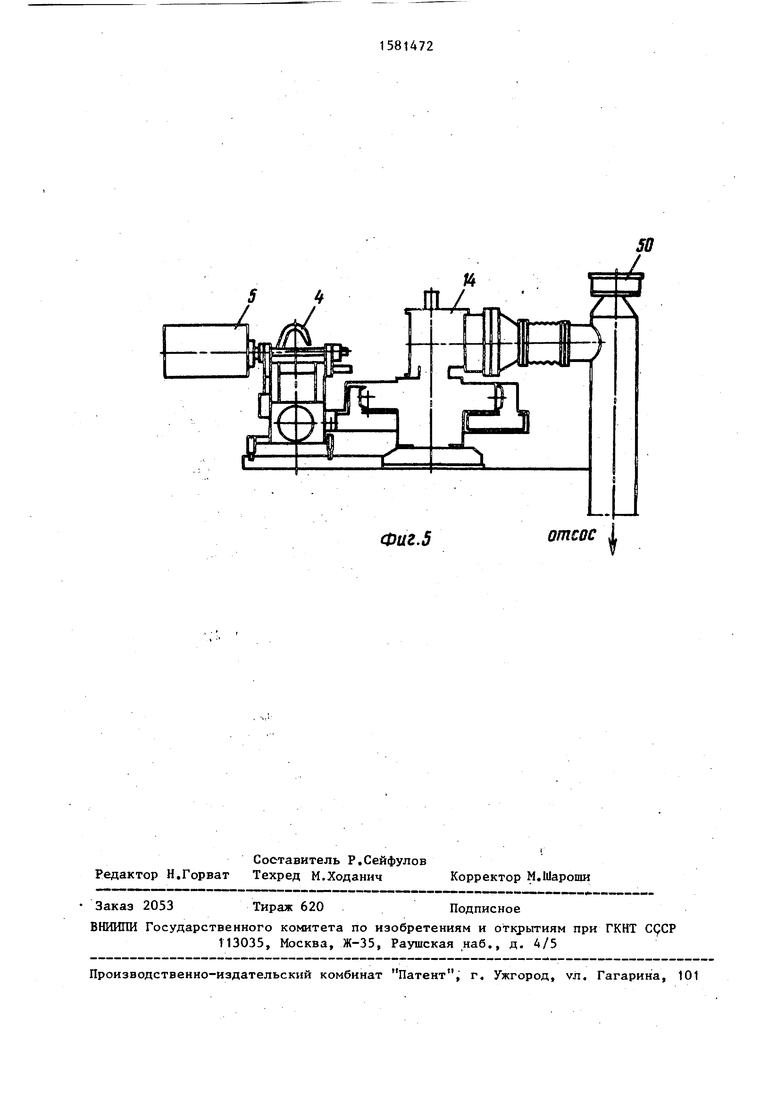
На фиг, 1 показана предлагаемая линия, план; на фиг. 2 - подвижная карусель формовочного агрегата в режиме формовки; на фиг. 3 - порядок работы приводов в различных технологических режимах работы линии; на фиг. 4 - привод перемещения конвейера; на фиг. 5 - устройство для поддержания вакуума.
Автоматическая линия содержит подвижную карусель 1 формовочного агрегата, на которой поочередно установлены комплекты верха и низа, обозначенные соответственно В и
Н,
у иии, сй.
дН,
привод перемещения 2 карусели 1 содержит два однотипных цилиндра, связанных с каруселью 1 гибким органом 3, горизонтально замкнутый конвейер, содержащий тележки 4 с консольно закрепленными опоками 5.
На каждой тележке закреплены по две опоки - верха и низа. Шаговое перемещение конвейера осуществляется приводом 6.
Кроме того, на линии установлено устройство для наложения пленки 7 на модель и приводы для проведения ряда манипуляций с опоками в процессе выполнения определенных технологических операций, а именно: привод 8 - для раздвигания и поворота опоки 5 в вертикальное положение, привод 9 - для параллельного поворота вертикально установленных опок 5 на 90° в горизонтальное положение с тем, чтобы
&
а
Ј
,
N
315
в опоку 5 низа можно было проставить стержни; привод 10 - для спаривания опоки 5 верха и привод 11 - для поворота спаренных опок 5 на 90° в вертикальное положение, в котором производится заливка; привод 12 - для раздвигания опок 5 в режиме выбивки; привод 13 - для поворота опок 5 в горизонтальное положение, необходимое для формовки0
Вакуум-система линии содержит барабанное устройство 14 поддержания вакуума, соединяющееся специальным вакуум-присосом с тележками 4, каждая из которых снабжена вакуум-клапаном. Подвижная карусель 1 содержит станину 15, на которой установлена поворотная четырехгнездная рама 16, несущая четыре вакуум-камеры 17 с закрепленными на них модельными комплектами 18 верха и низа.
На станине 15 закреплены цилиндр 19, осуществляющий спаривание модельного комплекта 18 с опокой 5 при операции формовки, и цилиндр 20, осуществляющий прижим модельного комплекта к устройству для наложения пленки 7.
На штоке цилиндра 19 закреплен вибратор 21 для передачи вакуум-камере 17 круговых горизонтальных колебаний в процессе засыпки песка в опоку 5„
Соединение вакуум-камеры 17с вибратором 21 осуществляется прижимами 22.
Соединение вакуум-камеры с цилиндром 20 на позиции наложения пленки осуществляется прижимами 23.
Подъем цилиндров 19 и 20 осуществляется сжатым воздухом через систему управления, опускание цилиндра 19 - пружинами 24, а цилиндра 20 - пружинами 25.
Привод вибратора 21 осуществляется электродвигателями 26, на станине 15 имеется также пневмоклапан 27 для подачи «в вакуум-камеру 17 избыточного давления при протяжке.
Система вакуум-обеспечения карусе- ли .1 состоит из четырех вакуум-клапанов 28, установленных на вакуум- трубопроводе 29.
Каждый из клапанов 28 шлангом 30 соединен с соответствующей вакуум- камерой 17„
i
Привод поворота карусели состоит из гидростанции 31 и гидромотора 32,
Q
г Q
5
5
0
0
5
724
установленного на станине 15 На вал гидромотора 32 насажена шестерня 33, . находящаяся в зацеплении с шестерней 34, закрепленной на раме 160 Разгон при трогании и торможении при остановке осуществляет специальный клапан- регулятор, управляемый копиром и соединенный с гидротрассой гидромотора 32.
Привод конвейера с переменным шагом состоит из гидроцилиндров 35 и 36 одностороннего действия, штоки 37 и 38 которых снабжены роликами 39 и 40 с канавками для тяговых цепей 41 и 42. Цепи одним концом закреплены на неподвижной опоре, другим связаны с подвижной кареткой 43, несущей пневмоцилиндр 44 и фиксатор 45 для закрепления с тележкой конвейера.
На раме привода установлены регулируемые упоры:крайние неподвижные 46 и 47, а также промежуточный упор 48, управляемый пневмоцилинд- ром 49.
В исходном положении масло под давлением подается в полость гидроцилиндра 36, шток 38 выдвинут, и цепь 42 удерживает каретку 43 в исходном положении около неподвижного упора 460
Для совершения рабочего хода конвейера фиксатор 45 каретки 43 соединяется с тележкой 4 конвейера. i
Масло под давлением подается в полость гидроцилиндра 35, а полость гидроцилиндра 36 соединяется со сливом. Шток 37 движется вперед, натягивая цепь 41, которая заставляет каретку 43 перемещаться Движение каретки 43 вместе с конвейером ограничивает (по заданной программе) либо неподвижный упор 47, либо при укороченном шаге - предварительно выдвинутый с помощью пневмоцилиндра 49 упор 48.
Но окончании перемещения каретки 43 фиксатор 45 разъединяется с тележкой 4 конвейера. Затем переключением гидрозолотника каретка 43 возвращается в исходное положение - к упору 460
Барабанное устройство 14 выполнено с регулятором степени разрежения 50, а регулировка степени разрежения осуществляется включением или выключением регулятором необходимого для данного режима количества вакуум- насосов.
515
Работа в режиме выбивди.
В этом режиме работает привод 12, который раздвигает опоки 5 на расстояние, достаточное для выпадения отливок Через один шаг включается привод 13, который поворачивает опоки 5 в горизонтальное положение. При этом также отключается вакуум и разупроч- ненный песок вытекает из опок 5.
Отливки попадают в систему их дальнейшей обработки, а песок после соответствующей очистки и просеивания возвращается к формовочному агрегату. В этом режиме карусель 1 максимально удалена от горизонтально замкнутого конвейера с тележками 4.
Работа в режиме формовки.
Этот режим начинается при таком положении опок 5, когда все они после выбивки находятся в горизонтальном положении.
Горизонтально замкнутый конвейер в этом режиме приводом 6 перемещается на половину шага0
С началом цикла подвижная карусель 1 приводом перемещения 2 придвигается к конвейеру в такое положение, при котором совпадают опоки 5 и модельного комплекта 18.
Так как теперь опоки 5 повернуты в горизонтальное положение, то четырех- гнездная рама 16 с вакуум-камерами 17 и модельными комплектами 18 имеет возможность поворачиваться, проходя под нимио
Подготовленный к формовке, т.е. обтянутый пленкой с нанесенным слоем противопригарного покрытия модельный комплект 18 (например .верха), на позиции формовки цилиндром 19 извлекается из своего гнезда при подъеме спаривания с опокой 5, после че- го происходит засыпка песка и уплот- нение его с помощью вибратора 21.
Для наиболее полной передачи колебаний от вибратора 21 к модельному комплекту 18 служат прижимы 22, которые соединяют их с определенным усилием.
После удаления излишков песка в опоку 5 подается вакуум, а из модельного комплекта 18 он снимается, при этом форма как бы отвердевает, а отпечаток модели оказывается облицованным пленкой. Теперь из цилиндра 19 выпускается сжатый воздух и возвратные пружины 24 опускают модельный комплект 18 в соответствующее
472 с 6
гнездо рамы 16 - происходит протяжка, при этом пневмоклапан 27 поднят в вакуум-камеру 17 избыточным давлением. Операция формовки на этом заканчивается.
Горизонтально замкнутый конвейер с тележками 4 сделает половину шага и на этой позиции будет установлена
пустая опока 5. Четырехгнездная рама 16 гидромотором 32 повернется на 90° в направлении, указанном стрел- ,кой0 При этом подготовленный модельный комплект 18 будет установлен на
5 Позиции формовки, а протянутый
окажется на позиции, где производится его очистка от остатков пленки, зерен песка и т.д.
При следующем повороте этот модельный комплект 18 будет установлен на позиции наложения пленки, где цилиндр 20 извлечет его из гнезда рамы 16 для соединения с устройством для наложения пленки 7.
5 После наложения пленки и подачи вакуума клапаном 28 через шланг 30 в вакуум-камеру 17 для удержания пленки на модели из цилиндра 20 выпускается сжатый воздух и пружины
0 25 опускают вакуум-камеру 17с модельным комплектом 18 в соответствующее гнездо рамы 16.
При следующем повороте этот мог. дельный комплект 18 будет установлен на позиции, где на пленку наносится противопригарное покрытие.
Последняя четверть поворота установит его на позиции формовки. Таким образом, в этом режиме осущестQ вляется работа на позиции формовки
В этом режиме работают также приводы 8-11, каждый из которых производит соответствующие операции.
В режиме формовки в вакуум-систе, ме как собственно линии, так и формовочного агрегата, поддерживается необходимая конкретно для этого режима степень резрежения, которая обеспечивает нужную твердость формы и высол кое качество отпечатка.
Режим начинается перемещением карусели 1 с помощью привода перемещения 2 так, чтобы спаренные и установленные в вертикальное положение с опоки 5 могли свободно проходить зону формовки. В этом режиме горизонтально замкнутый конвейер с тележками 4 приводом 6 перемещается на полный шаг.
В связи с тем, что в предыдущем режиме не со всеми опоками 5 произведены операции, необходимые для заливки, т.е. определенные повороты, простановка стержней, спаривание, то приводы 8-Ц продолжают работать определенное количество раз параллельно с заливкой.
Время заливки определяется технологически исходя из требований, предъявляемых к отливке, а интервал равен времени, необходимому для совершения конвейером одного шага.
Степень разрежения поддерживается регулятором степени разрежения 50 минимальной На таком уровне, который необходим только для предотвращения вытекания песка из опок 5.
в любом из действующих литейных цехов. Формула изобретения
Автоматическая литейная линия изготовления отливок вакуумной формовкой, содержащая агрегаты формовки с модельными комплектами, заливки, выбивки, объединенные горизонтально
замкнутым транспортным конвейером с приводом,вакуум-систему, отличающаяся тем, что, с целью улучшения качества отливок, упрощения конструкции, улучшения условий обслуживания и расширения технологических возможностей, она снабжена барабанным устройством поддержания вакуума и редуктором степени разрежения вакуум-системы, при-этом агрегат формов

| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия вакуумной формовки | 1982 |
|
SU1096033A1 |
| Автоматическая литейная линия изготовления отливок вакуумной формовкой | 1981 |
|
SU975202A1 |
| Установка для поточного литьяпО ВАКууМ-пРОцЕССу | 1979 |
|
SU852445A1 |
| Автоматическая линия для производства отливок по вакуум-процессу | 1978 |
|
SU766744A1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ОТЛИВОК В ВАКУУМНО-ПЛЕНОЧНЫХ ФОРМАХ | 1990 |
|
RU2020025C1 |
| Многопозиционный прессово-формовочный автомат | 1984 |
|
SU1235622A1 |
| АВТОМАТИЧЕСКАЯ ПОТОЧНАЯ ЛИНИЯ | 1961 |
|
SU152728A1 |
| Многопозиционный прессово-формовочный автомат | 1985 |
|
SU1435396A1 |
| Автоматическая поточная линия для производства отливок | 1977 |
|
SU772716A1 |
| Автоматическая линия для безопочной формовки | 1976 |
|
SU651887A1 |
Изобретение относится к литейному производству, в частности к автоматическим литейным линиям. Цель изобретения - улучшение качества отливок, упрощение конструкции, улучшение условий обслуживания и расширение технологических возможностей. Автоматическая литейная линия содержит формовочный агрегат с поочередно установленными модельными комплектами, который установлен с возможностью перемещения, транспортный конвейер с приводом периодического действия и горизонтально-замкнутую вакуум-систему с устройством поддержания вакуума и редуктором степени разрежения. 5 ил.
Это уменьшает проникновение метал- 20 ки выполнен в виде многопозиционной
ла между зернами песка, что позволяет получить отливку без пригара с повышенной чистотой поверхности.
Использование изобретения повышает качество отливок, упрощает конст- рукцию и обслуживание линии, а также расширяет ее технологические возможности,,
Контактность и простота линии позволяет устанавливать ее практически
12
11
Ю
карусели, на которой поочередно установлены разноименные модельные комплекты, вакуум-система выполнена го-, ризонтально замкнутой, а карусель агрегата формовки установлена с возможностью перемещения в направлении, перпендикулярном продольной оси транспортного конвейера, привод которого выполнен периодического действия с переменным шагом.
W
S
«о
Гэ
«N
СЛ
«X
2
Ч5
Ч
э
I
5:5
1
5
Фиг.5
| Автоматическая литейная линия изготовления отливок вакуумной формовкой | 1981 |
|
SU975202A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
