00
ел
00
11
Изобретение относится к области литейного производства.
Целью изобретения является рациональная компановка нагревателей и повышение производительности труда за счет интенсификации процесса нагрева пленки.
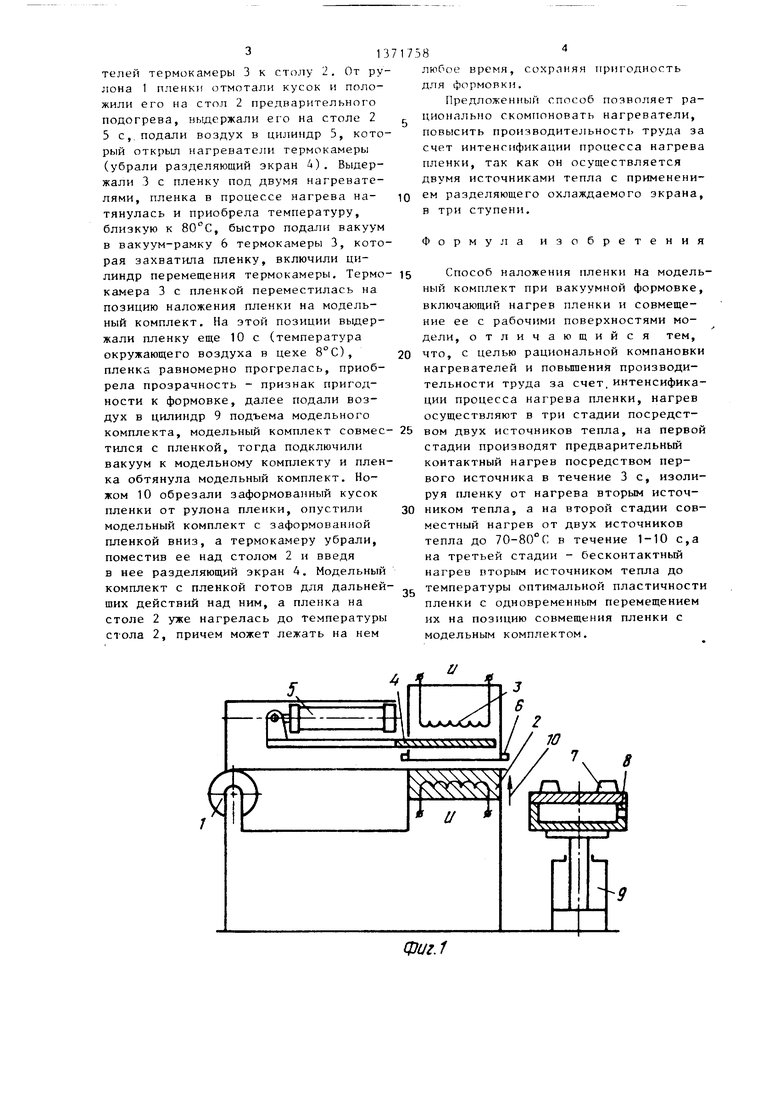
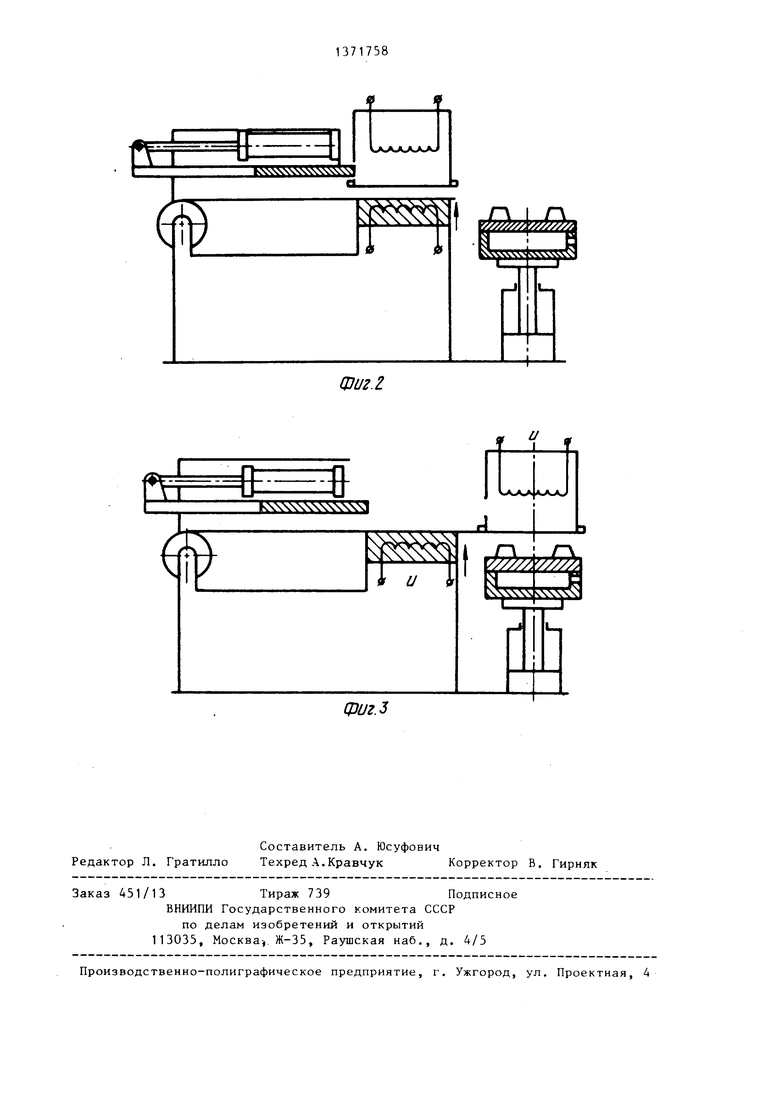
На фиг. 1-3 приведены схемы осуществления предлагаемого способа формовки.
Оборудование для осуществления предлагаемого способа включает в себя рулон 1 пленки, стол 2 предварительного нагрева, термокамеру 3 с нагревателем, охлаждаемый экран 4, цилиндр 5 перемещения экрана, вакуум рамку 6 термокамеры, модельную плиту 7, подмодельный стол 8, цилиндр 9 перемещения подмодельного стола,нож 10 резки полотна пленки.
Способ осуществляют в следующей последовательности.
До начала формовки разогревают стол 2 предварительного подогрева до t 60-70, например, электрическими нагревателями с регулятором температуры типа ТПП-СК или до t 60- 7(fc с регулятором температуры ПТР-2-05 который обеспечивает точность регулировки температуры ±5°С (с учетом инерционности разогрева плиты).
Далее синтетическую пленку из рулона 1 разматывают и накладывают на стол 2 предварительного подогрева, где пленка разогревается до температуры стола за 3-8 с. В это время остальные механизмы формовочной машины могут совершать другие операции формовки: подачу опоки, кантовку ее, перемещение модельного комплекта от .опоки к термокамере и др., а пленка может находиться на столе 2 предварительного подогрева в состоянии, близком к оптимальной пластичности, любое по продолжительности время на случай аварийных остановов механизмов и быть пригодной для дальнейшего применения, так как нагреватели термокамеры 3 отделены от пленки охлаждаемым экраном 4.
Затем осуществляют нагрев на второй ступени за определенное время (4-30 с) до наложения пленки на модельную плиту 7, убирают экран 4 из термокамеры 3, тогда нагреватели термокамеры 3 совместно со столом 2, предварительного подогрева начинают догревать пленку до более высокой
8
температуры. Так как нагрев происхо- дит как бы в закрытом объеме, пленка очень быстро, за 1-10 с, приобретает температуру 80 С, но выше t 82,5°C греть на столе нельзя ввиду того, что пленка тогда прилипнет к столу, время нагрева в пределах 1-10 с определяется для каждого сорта пленки и
температуры нагревателей опытным путем и затем закладывается в технологический процесс.
Далее осуществляют нагрев пленки на третьей ступени, для чего вакуумрамкой 6 термокамеры 3 захватывают пленку и перемещают термокамеру 3 с нагревателями, вакуум-рамкой 6 термокамеры 3 и пленкой, прошедшей две ступени нагрева, в сторону со стола
2 предварительного подогрева на другую позицию, где должен находиться модельный комплект, состоящий из плиты 7 и стола 8. В этом положении пленку догревают нагревателями термокамеры 3 в течение 3-20 с до состояния оптимальной пластичности 90°С. По готовности пленки включают цилиндр 9, поднимают модельную плиту 7, подают вакуум в подмодельный стол 8,
пленка обтягивает модельную плиту 7, ножом 10 обрезают пленку, затем отключают цилиндр 9 и опускают модельную плиту 7 с пленкой. Операция наложения пленки завершена и модельный
комплект можно подавать под опоку
для формовки, а в это время следующий кусок пленки из рулона 1 уже лежит на столе 2 предварительного подогрева и подогревается для следующей формовки.
Линия содержит рулон пленки из сополимера этила с винилацетатом (Севи- лен) марки 11104-030, стол предварительного нагрева,термокамеру с нагревателями, охлаждаемый экран, цилиндр перемещения экрана, вакуум- рамку термокамеры, модельную плиту, подмодельный стол, цилиндр перемещения подмодельного стола, нож резки пленки.
До начала формовки разогрели стрл 2 предварительного нагрева до (на линии применен регулятор температуры ПТР-2-05) и термокамеру 3 так, что ее нагреватели приобрели температуру 750°С. Установили нагреватели термокамеры 3 от стола 2 предварительного нагрева на высоте 350 мм, ввели в термокамеру 3 экран 4, закрыв тем самым тепловой поток от нагревалона 1 пленки отмотали кусок и положили его на стол 2 предварительного подогрева, выдержали его на столе 2 g 5 с,.подали воздух в цилиндр 5, который открыл нагреватели термокамеры (убрали разделяющий экран 4). Выдержали 3 с пленку под двумя нагревателями, пленка в процессе нагрева на- ю тянулась и приобрела температуру, близкую к 80 С, быстро подали вакуум в вакуум-рамку 6 термокамеры 3, которая захватила пленку, включили цилиндр перемещения термокамеры, Термо- 15 камера 3 с пленкой переместилась на позицию наложения пленки на модельный комплект. На этой позиции выдержали пленку еще 10 с (температура окружающего воздуха в цехе 8°С), пленка равномерно прогрелась, приобрела прозрачность - признак пригодности к формовке, далее подали воздух в цилиндр 9 подъема модельного
для формовки.
Предложенный способ позволяет рационально скомпоновать нагреватели, повысить производительность труда за счет интенсификации процесса нагрева пленки, так как он осуществляется двумя источниками тепла с применением разделяющего охлаждаемого экрана, в три ступени.
Формула изобретения
Способ наложения пленки на модельный комплект при вакуумной формовке, включающий нагрев пленки и совмещение ее с рабочими поверхностями модели, отличающийся тем, что, с целью рациональной компановки нагревателей и повышения производительности труда за счет.интенсификации процесса нагрева пленки, нагрев осуществляют в три стадии посредст- комплекта, модельный комплект совмес- 25 вом двух источников тепла, на первой тился с пленкой, тогда подключили стадии производят предварительный
20
для формовки.
Предложенный способ позволяет рационально скомпоновать нагреватели, повысить производительность труда за счет интенсификации процесса нагрева пленки, так как он осуществляется двумя источниками тепла с применением разделяющего охлаждаемого экрана, в три ступени.
Формула изобретения
g ю 15
25
20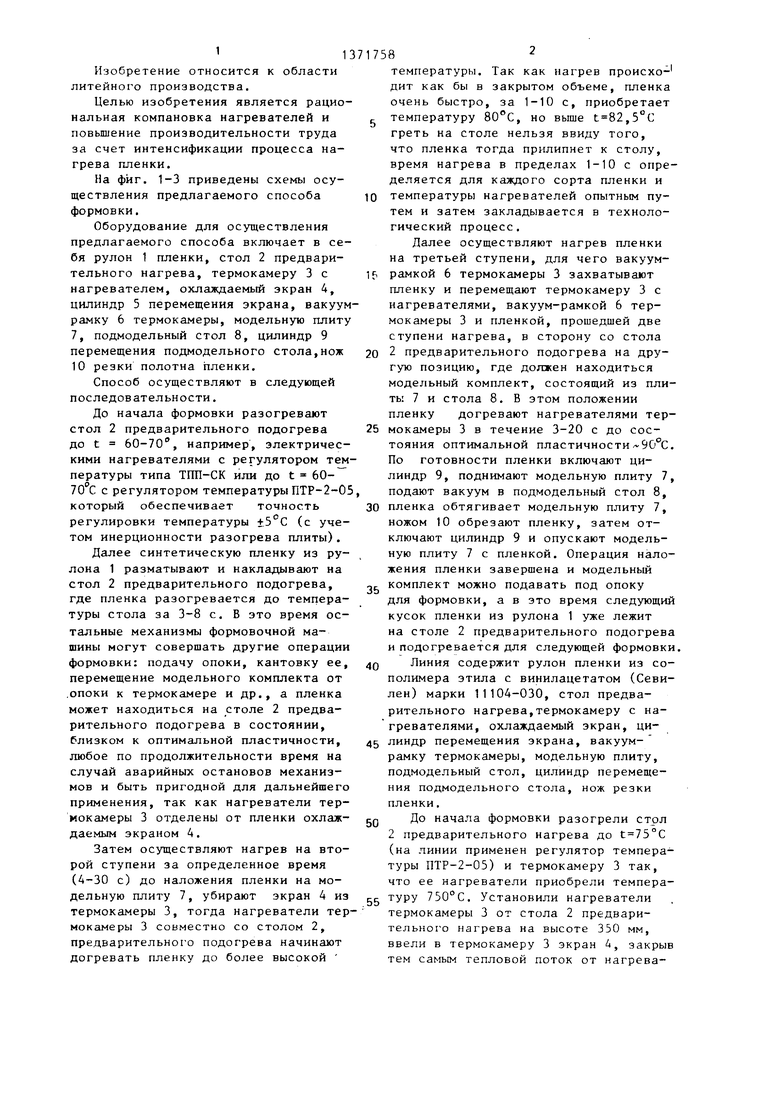
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ облицовки пленкой модели при вакуумной формовке | 1985 |
|
SU1276425A1 |
| Устройство для изготовления литейной формы с вертикальным разъемом | 1986 |
|
SU1421448A1 |
| Способ вакуумно-пленочной формовки | 1990 |
|
SU1688969A1 |
| Установка для вакуумной формовки | 1989 |
|
SU1694315A1 |
| Устройство для подачи пленки на модельный комплект | 1987 |
|
SU1500433A1 |
| Установка для вакуумной формовки | 1980 |
|
SU942866A1 |
| Вакуум-формовочная машина | 1989 |
|
SU1698083A1 |
| Способ изготовления литейной формы и оснастка для его осуществления | 1986 |
|
SU1340888A1 |
| Машина для вакуумной формовки литейных форм | 1977 |
|
SU710756A1 |
| Способ изготовления литейной формы вакуумной формовкой | 1977 |
|
SU740382A1 |
Изобретение относится к литейному производству. Цель изобретения - обеспечение рациональной компановки нагревателей и повышение производительности труда. Способ наложения пленки на модельный комплект при вакуумной формовке - заключается в том, что нагрев осуществляют двумя источниками тепла: столом предварительного нагрева и термокамерой в три стадии, причем такой способ нагрева применен с использованием разделяющего источника тепла охлаждаемого экрана. 3 ил. (Л
вакуум к модельному комплекту и пленка обтянула модельный комплект. Ножом 10 обрезали заформованный кусок пленки от рулона пленки, опустили модельный комплект с заформованной пленкой вниз, а термокамеру убрали, поместив ее над столом 2 и введя в нее разделяющий экран 4, Модельный комплект с пленкой готов для дальнейших действий над ним, а пленка на столе 2 уже нагрелась до температуры стола 2, причем может лежать на нем
контактный нагрев посредством первого источника в течение 3 с, изолируя пленку от нагрева вторым источНИКОМ тепла, а на второй стадии совместный нагрев от двух источников тепла до 70-80°С в течение 1-10 с,а на третьей стадии - бесконтактный нагрев вторым источником тепла до
температуры оптимальной пластичности пленки с одновременным перемещением их на позицию совмещения пленки с модельным комплектом.
Фиг.1
dJuz.Z
Фиг.З
| Технология и оборудование литейного производства | |||
| ПРИБОР ДЛЯ ЗАПИСИ И ВОСПРОИЗВЕДЕНИЯ ЗВУКОВ | 1923 |
|
SU1974A1 |
| Насос | 1917 |
|
SU13A1 |
| Способ наложения пленки на модель при вакуумной формовке | 1978 |
|
SU749540A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
