N0 Ч
7) 4 isD
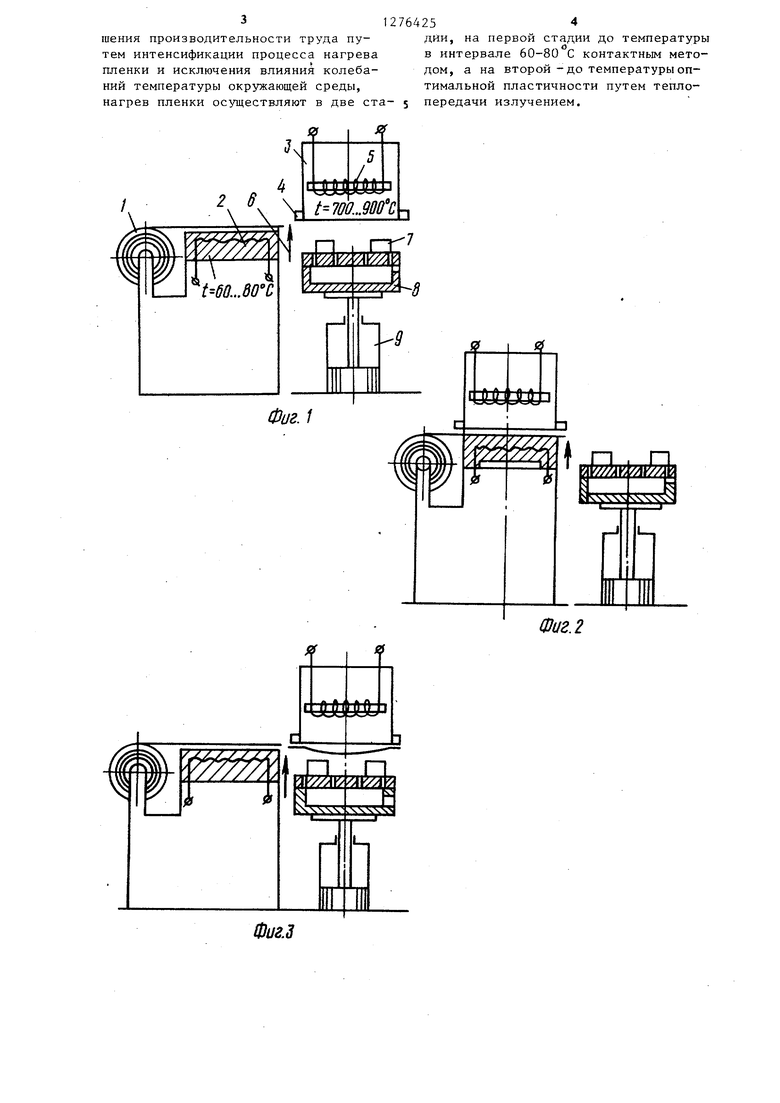
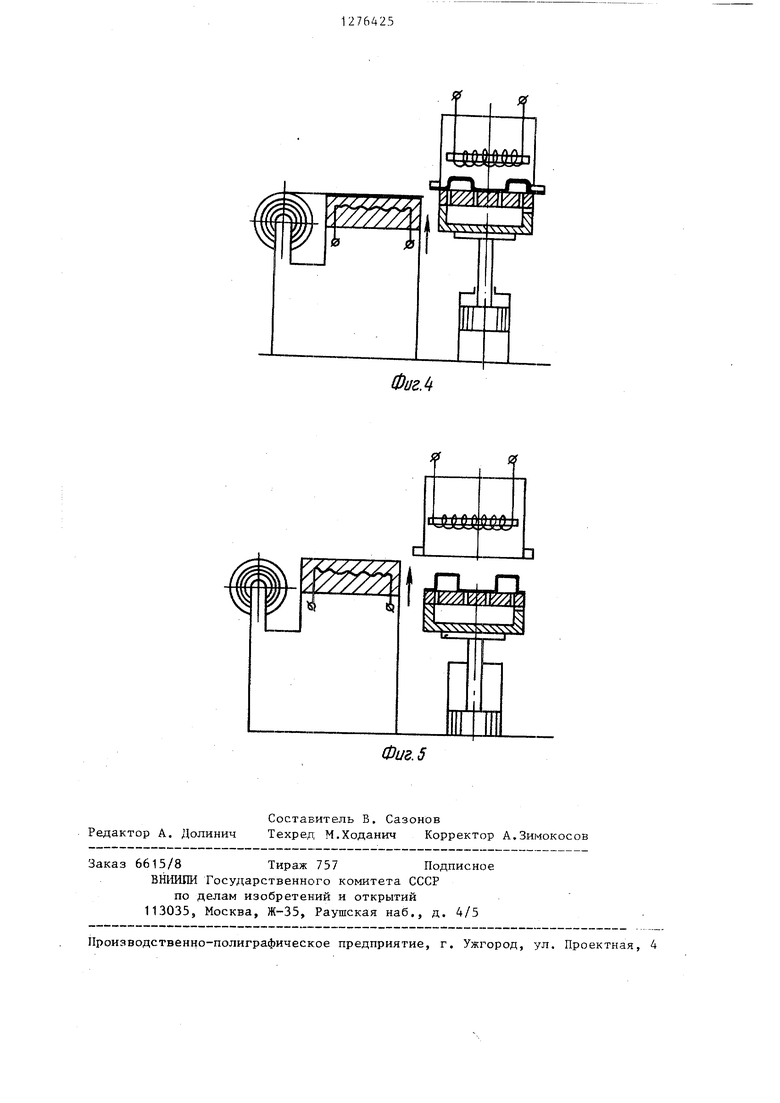
Г 1 изобретение относится к литейному производству. Целью изобретения является повышение производительности труда путем интенсификации процесса нагрева плен ки и исключение влияния колебаний температуры окружающей среды. Предлагаемый способ включает нагрев гшенки, совмещение ее с рабочими поверхностями модели и создание разряжения между пленкой и рабочими поверхностями модели, при этом нагре пленки осуществляется в две ступени на первой ступени до температуры в интервале 60-80 С контактным способом в течение 5-8 с, на второй - до температуры оптимальной пластичности за счет нагрева от излучения на-, гретого тела с 700-900°С, расположенного от пленки на расстоянии ZOOSCO мм в течение 3-10 с. Температура теплоносителя на первой ступени, рав ная 60-80С, выбрана из следующих ус ловий - она должна быть вьпие максимальной температуры в литейном цехе летом и не более чем 82,5°С, при которой происходит размягчение пленки (севилена, полиэтилена) и прилипание пленки к теплоносителю, причем чем вьше температура теплоносителя (до Т 80°С), тем лучше. Однако оптималь ная температура из данного интервала зависит от схемы устройства подогрева пленки, величины ошибки в регулировании датчика температуры и других Температурный интервал нагревателей дистанционного нагрева, равный 700-900 С, выбран из условия использования оптимального спектрального излучения нагретого тела, так как из вестно, что синтетические пленки име ют максимум поглощения энергии при спектре частот от излучения нагретого тела с температурой 700-900°С. На фиг.1-5 приведена схема осуществления предлагаемого способа фор мовки. Оборудование для осуществления этого способа включает в себя рулон 1 пленки, стол 2 предварительного нагрева, термокамеру 3, вакуумрамку 4 термокамеры, нагреватели 5 термокамеры, нож 6 резки полотна пленки, модельную плиту 7, подмодель ньш стол 8, цилиндр 9 перемещения подмодельного стола. Способ осуществляют в следующей последовательности. До начала формов ки разогревают стол контактного подо 252 грева до бО-ЗО С, а термокамеры до 700-900°С. Синтетическую пленку из рулона -1 разматывают и накладывают на стол предварительного подогрева 2, гдепленка разогревается до температуры стола за 5-8 с, в то же время в период разогрева пленки до 6080 С остальные механизмы формовочной машины могут совершать другие операНИИ формовки: как подачу опоки, кантовку ее, перемещение модельного комплекта от опоки к термокамере и др., и пленка может находиться на столе в состоянии близком к оптимальной пластичности в случае аварийных остановов механизмов любое по продолжительности время и быть пригодной для дальнейшего применения. Далее за определенное время (111 с) до наложения пленки на модельную плиту 7 теркамеру 3 устанавливают над столом 2 контактного нагрева, включают вакуум-насос и тогда вакуумрамка 4 захватывает пленку,уже нагретую на столе 2, Затем термокамеру перемещают в исходное положение над модельной плитой 7 и вьщерживают в этом положении 3-10 с, догревая пленку до состояния оптимальной пластичности (когда расстояние от нагревательного тела до пленки 200-500 мм), по готовности пленки включают цилиндр 9, поднимают модельную плиту 7, подают вакумм в подмодельный стол 8, пленка обтягивает модельный комплект, ножом 6отрезают пленку, затем .отключают цилиндр 9 и опускают модельную плиту 7с пленкой. Операция наложения пленки завершена и модельный комплект можно подавать под опоку для формовки, а в это время следующий кусок пленки из рулона 1 уясе лежит на столе 2 контактного нагрева и подогревается для следующей формовки. Предложенньш способ позволяет повысить производительность труда за счет интенсификации процесса нагрева пленки, так как применяется двухстадийный нагрев пленки, и исключает влияние колебаний температуры окружающей ср еды. Формула изобретения Способ облицовки пленкой модели при вакуумной формовке, включающий предварительный нагрев пленки и наожение ее на модель, отличащийся тем, что, с целью повы312764254
шения производительности труда пу- дйи, на первой стадии до температуры тем интенсификации процесса нагрева в интервале 60-80 С контактным метопленки и исключения влияния колеба- дом, а на второй -до температурыопний температуры окружающей среды, тимальной пластичности путем теплонагрев пленки осуществляют в две ста- 5 передачи излучением.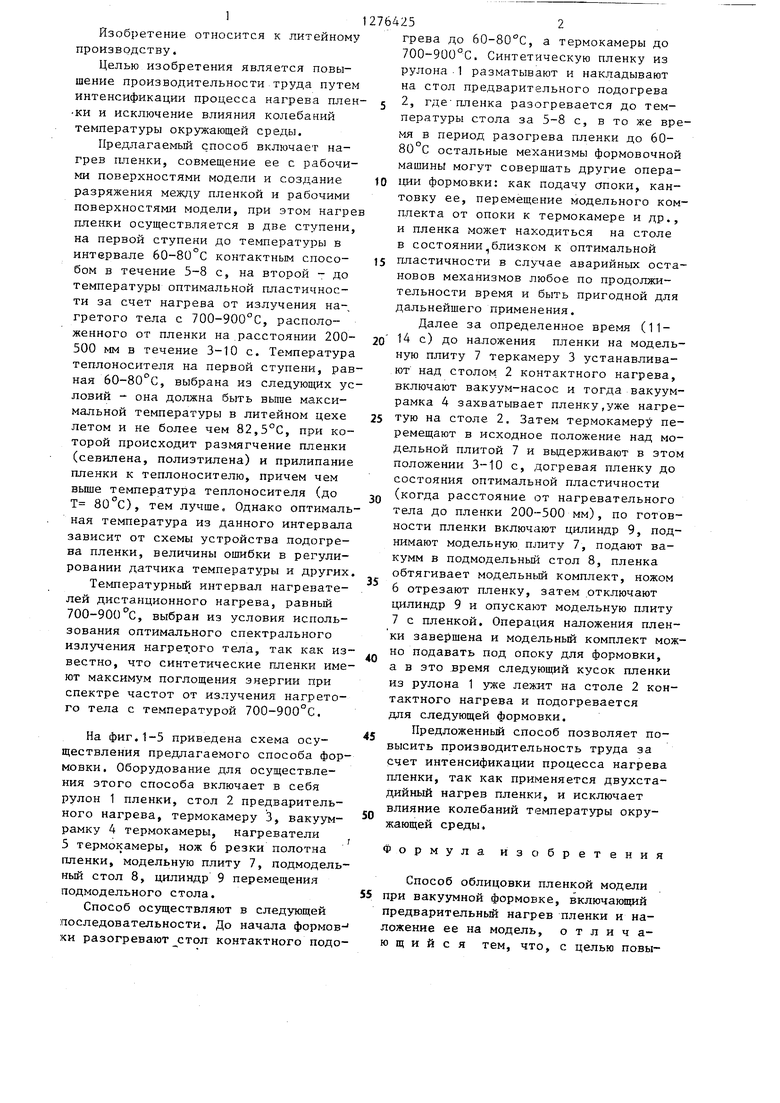
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ наложения пленки на модельный комплект при вакуумной формовке | 1986 |
|
SU1371758A1 |
| Устройство для изготовления литейной формы с вертикальным разъемом | 1986 |
|
SU1421448A1 |
| Способ вакуумно-пленочной формовки | 1990 |
|
SU1688969A1 |
| Способ изготовления литейной формы и оснастка для его осуществления | 1986 |
|
SU1340888A1 |
| Способ изготовления литейной формы вакуумной формовкой | 1981 |
|
SU984633A1 |
| Оснастка для вакуумной формовки | 1985 |
|
SU1284678A1 |
| Оснастка для вакуумной формовки | 1983 |
|
SU1323215A1 |
| Способ изготовления отливок | 1985 |
|
SU1329887A2 |
| Способ изготовления литейной формы вакуумной формовкой | 1977 |
|
SU740382A1 |
| Способ вакуумно-пленочной формовки и литейная форма | 2017 |
|
RU2649192C1 |
Изобретение относится к области литейного производства. Цель изобретения - повышение производительности труда путем интенсификации процесса нагрева пленки и исключение влияния колебаний температуры окружающей среды. Способ наложения пленки на модельный комплект осуществляют путем нагрева пленки в две ступени, на первой до температуры в интервале 6080 С контактным способом, на второй до температуры оптимальной пластичности за счет нагрева от излучения тела нагретого до 700-900°С, совмещения пленки с рабочими поверхностями модели и создания разрежения между пленкой и рабочими поверхностями модели. 5 ил. (Q
2 6 Ф1/е.2
312
| Способ наложения пленки на модель при вакуумной формовке | 1978 |
|
SU749540A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
