4 Ю
г
ел
20
25
Изобретение относится к области металлообработки и может быть исполь- зовано.для изготовления полых изделий типа втулок в среде СОЖ высокого давления.
Цель изобретения - расширение тех- нологическях возможностей за счет обработки дорнованием тонкостенных втулок с одновременным формированием д наружных поверхностей.
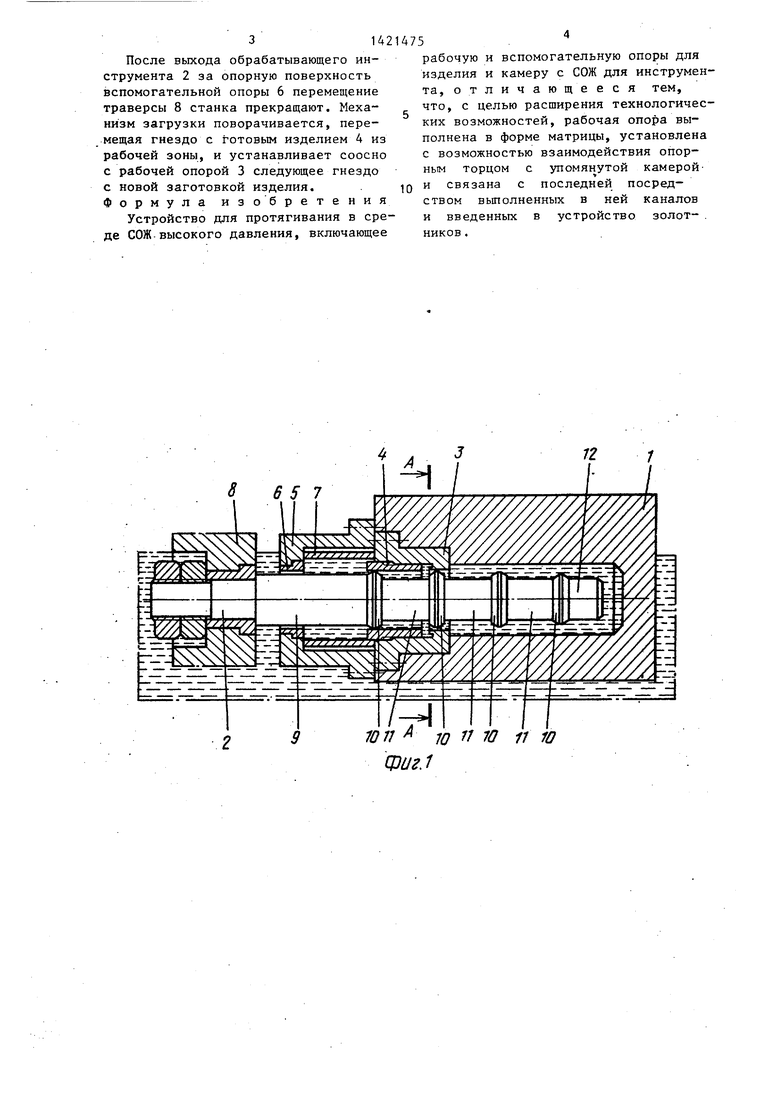
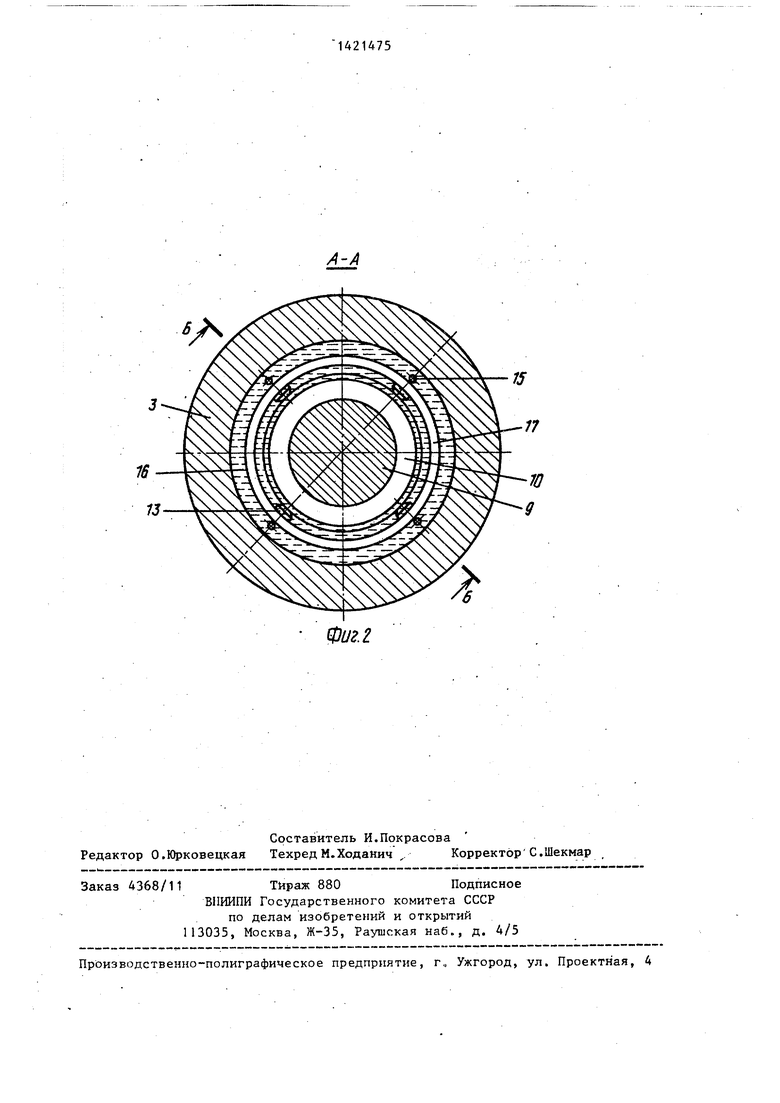
На фиг. 1 показано устройство для протягивания в начальный момент выгрузки изделия из -матрицы после его обработки, продольный разрез; на s фиг. 2 - сечение А-А на фиг. 1; на фиг.З - сечение Б-В на фиг. 2.
Устройство для протягивания содержит корпус 1, в котором выполнена камера с СОЖ для обрабатывающего инструмента 2, и выполненную в виде матрицы рабочую опору 3 для изделия 4
Корпус 1 закреплен на станине станка и помещен, в емкости СОЖ уровем выше камеры. К Корпусу 1 посредтвом кронштейна 5 прикреплена вспоогательная опора 6 для фиксации изелия А в гнезде 7 механизма загрузи (н.е показан). Закрепленный в траверсе 8 станка обрабатывающий инстру- зо когда ент 2 вьтолнён сборным и содержит оправку 9, дорнующие кольца 10, расорные втулки 11 и переднюю направяющую втулку 12. Последнее из дорну- щих колец 10 выполнено калибрующим, рабочей опоре 3 установлены золотники 13 с пружинами 14, выполнены каналы 15 и кольцевая канавка 1 & для сообщения с камерой СОЖ. Кольцевой буртик 17 является опорным торцом длЯд„ зделия.
Устройство работает следующим образом.
В исходном положении,. когда траверса 8 станка находится в крайнем евом положении так, что передняя направляющая втулка 12 обрабатывающего инструмента 2 находится левее
опорной поверхности вспомогательной опоры 6, механизм загрузки подает заготовку изделия 4 соосно с рабочей опорой 3. Включается рабочий ход траверсы 8 станка. Обрабатывающий инструмент. 2 передней направляющей втулкой 12 подхватывает заготовку изделия 4 и перемещает ее до кольцевого буртика 17 рабочей опоры 3. В этом положении золотники 13 под воздействием пружины 14 перемещены в направ35
лении часть можно к опо нейше инстр ца 10 по вн ным ф ти по
Вы менто повер го ма рабаты сущес интен давле мерим обраб
Над гаетс первым опрес незнач цевог воздей лия о
ление при о стенны силы, чей оп
45
50
55
Пр го до новки после с кан В это тольк няюще 1, об чая о из ка золот издел ки 16 вого бочей загру из ка бочее измен инстр 4 пос остав
0
5
д
s
о когда „
5
лении к оси камеры и цилиндрической частью перекрывают каналы 15 от,возможности перетекания СОЖ из камеры к опорному торцу изделия 4. При дальнейшем перемещении обрабатывающего инструмента 2 вправо дорнующие кольца 10 производят обработку изделия 4 по внутреннему диаметру с одновременным формированием наружной поверхности по форме матрицы.
Вытесняемая обрабатывающим инструментом 2 СОЖ из камеры истекает через поверхности раздела инструментального материал§1 дорнующих колец 10 и обрабатываемого материала изделия 4, существенно уменьшая силы трения и интенсивность износа. Создаваемое давление СОЖ в камере при этом соизмеримо с контактным давлением в зоне обработки.
Надежное уплотнение камеры достигается в начальный мо Мент обработки первым дорнующим кольцом 10 путем опрессовки материала изделия 4 на незначительной площади опорного кольцевого буртика 17 рабочей опоры 3 под воздействием осевой составляющей усилия обработки. В процессе обработки,
в камере создается высокое давление СОЖ, уплотнение не нарушается при обработке изделий типа тонкостенных втулок, так как суммарные силы, удерживающие изделие 4 в рабочей опоре 3, больше сил выталкивания.
когда
При прохождении последнего рабочего дорнующего кольца 10 в месте установки золотников 13 оно перемещает последние до совмещения их канавки с каналами 15 в рабочей опоре 3, В этот момент в изделии 4 находится только калибрующее кольцо 10, сохраняющее герметичность системы: корпус 1, обрабатывающий инструмент 2, рабочая опора 3 и изделие 4. Давление СОЖ из камеры через каналы 15 и канавки золотников 13 передается на торец изделия 4 по площади кольцевой канавки 16, отрывает изделие 4 от кольцевого буртика 17, извлекая его из рабочей опоры 3 в гнездо 7 механизма загрузки. При извлечении изделия 4 из камеры давление в ней падает, рабочее перемещение траверсы 8 станка изменяют на обратное. Обрабатывающий инструмент 2 извлекается из издехц я 4 посредством вспомогательной-опоры 6, оставляя его в гнезде 7.
После выхода обрабатывающего инструмента 2 за опорную поверхность вспомогательной опоры 6 перемещение траверсы 8 станка прекращают. Механизм загрузки поворачивается, перемещая гнездо с готовым изделием 4 из рабочей зоны, и устанавливает соосно с рабочей опорой 3 следующее гнездо с новой заготовкой изделия. Формула из об р е т е н и я
Устройство для протягивания в среде СОЖ высокого давления, включающее
рабочую и вспомогательную опоры для изделия и камеру с СОЖ для инструмента, отличающееся тем, что, с целью расширения технологических возможностей, рабочая опора выполнена в форме матрицы, установлена с возможностью взаимодействия опорным торцом с упомянутой камерой- и связана с последней посредством выполненных в ней каналов и введенных в устройство золот- .
НИКОВ .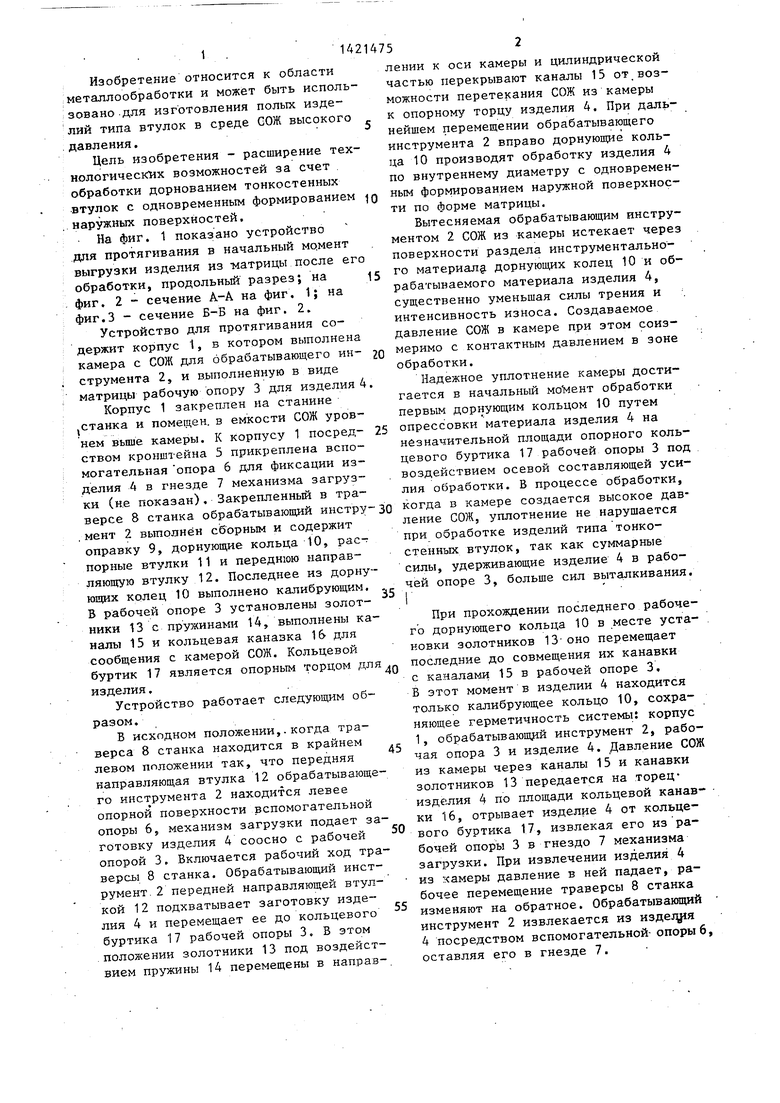
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки деталей типа втулок | 1989 |
|
SU1776226A3 |
| Устройство для дорнования деталей | 1986 |
|
SU1366372A1 |
| Устройство для протягивания отверстий | 1982 |
|
SU1093439A1 |
| Устройство для дорнования деталей | 1987 |
|
SU1504073A1 |
| Машина для холодной обработки металлов | 1976 |
|
SU614860A1 |
| Способ механической обработки глубоких отверстий | 2021 |
|
RU2765007C1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ГЛУБОКОГО ОТВЕРСТИЯ В ТРУБНОЙ ЗАГОТОВКЕ | 2014 |
|
RU2552616C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО КОНТРОЛЯ ТЕХНОЛОГИЧЕСКИХ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ ПРИ ПОВЕРХНОСТНОМ ПЛАСТИЧЕСКОМ ДЕФОРМИРОВАНИИ | 2008 |
|
RU2371673C1 |
| Опора протяжного станка конструкции завода "лиепайсельмаш | 1972 |
|
SU553060A1 |
| СПОСОБ ДОРНОВАНИЯ ОТВЕРСТИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2342229C1 |
Изобретение относится к области металлообработки и может быть использовано для изготовления полых изделий типа втулки в среде СОЖ высо- к ого давления. Цель изобретения - расширение технологических возможностей за счет обработки дорнованием тонкостенных втулок с одновременным формированием наружных поверхностей. При включении рабочего хода траверсы станка инструмент 2, размещенный в камере с СОЛС, перемещает заготовку изделия 4 до кольцевого буртика 17 опорного торца опоры 3, выполненной в виде матрицы. При этом золотники 13 перекрывают каналы 15 для предотвращения попадания СОЖ на торец изделия 4. Затем производится обработка изделия 4 с формированием его наружной поверхности по форме матрицы. При прохождении последнего рабочего кольца 10 оно перемещает золотники 13, о открывая каналы 15, давление СОЖ передается на торец изделия 4, откры- /Л вает его от кольцевого буртика 17, извлекая из опоры 3. 3 ил.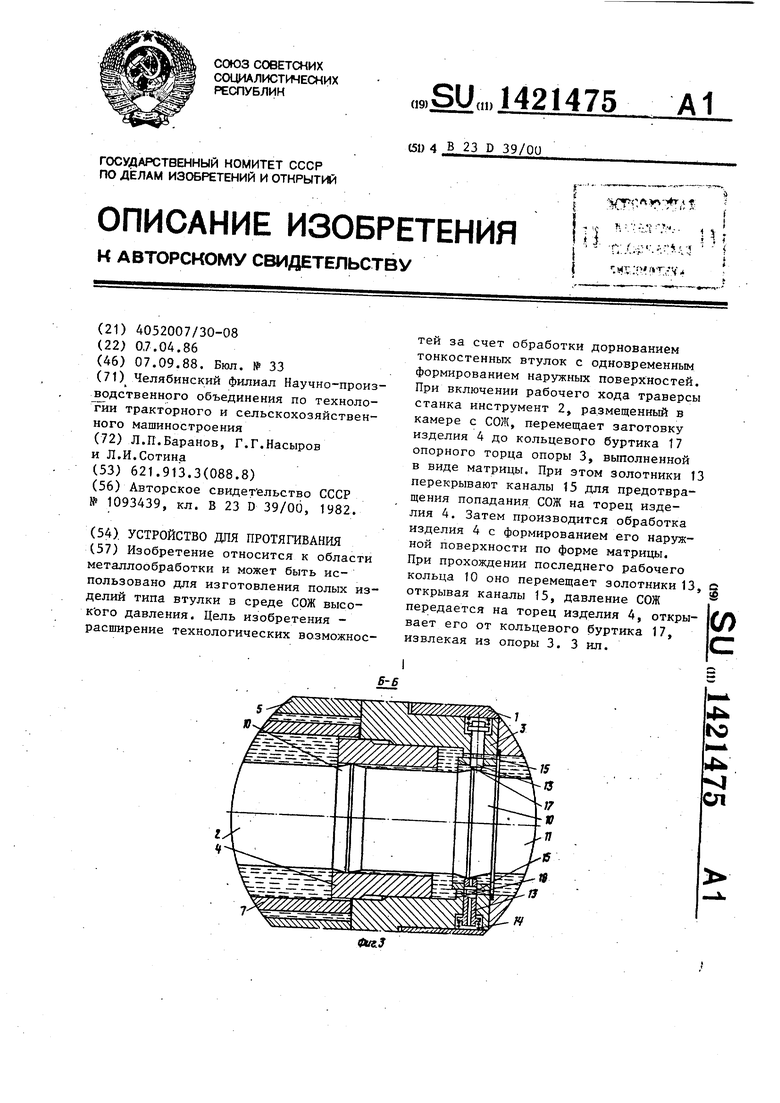
12
. ;-и.
гол 10 11 10 11 10
сриг.1
А
13
фиг.г
| Устройство для протягивания отверстий | 1982 |
|
SU1093439A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
