| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ СОПРЯЖЕННЫХ ДЕТАЛЕЙ ШТАМПА | 1993 |
|
RU2076025C1 |
| Способ электроэрозионного изготовления пуансонов методом обратного копирования | 1985 |
|
SU1346363A1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ МЕТАЛЛА | 2011 |
|
RU2466834C2 |
| Способ электроэрозионного изготовления пуансона вырубного штампа | 1980 |
|
SU933348A1 |
| Способ электроэрозионного изготовления пуансона вырубного штампа | 1981 |
|
SU1077740A1 |
| Способ электроэрозионного изготовления рабочих элементов вырубных штампов | 1982 |
|
SU1060383A1 |
| ЭЛЕКТРОЭРОЗИОННЫЙ АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ПРОШИВАНИЯ ОТВЕРСТИЙ В ТЕЛАХ ВРАЩЕНИЯ | 1991 |
|
RU2032505C1 |
| Способ изготовления ступенчатого электрода-инструмента | 1980 |
|
SU884928A1 |
| Способ электроэрозионного изготовления вырубных штампов | 1978 |
|
SU774891A1 |
| Способ изготовления многослойного электрода-инструмента | 1979 |
|
SU772786A1 |

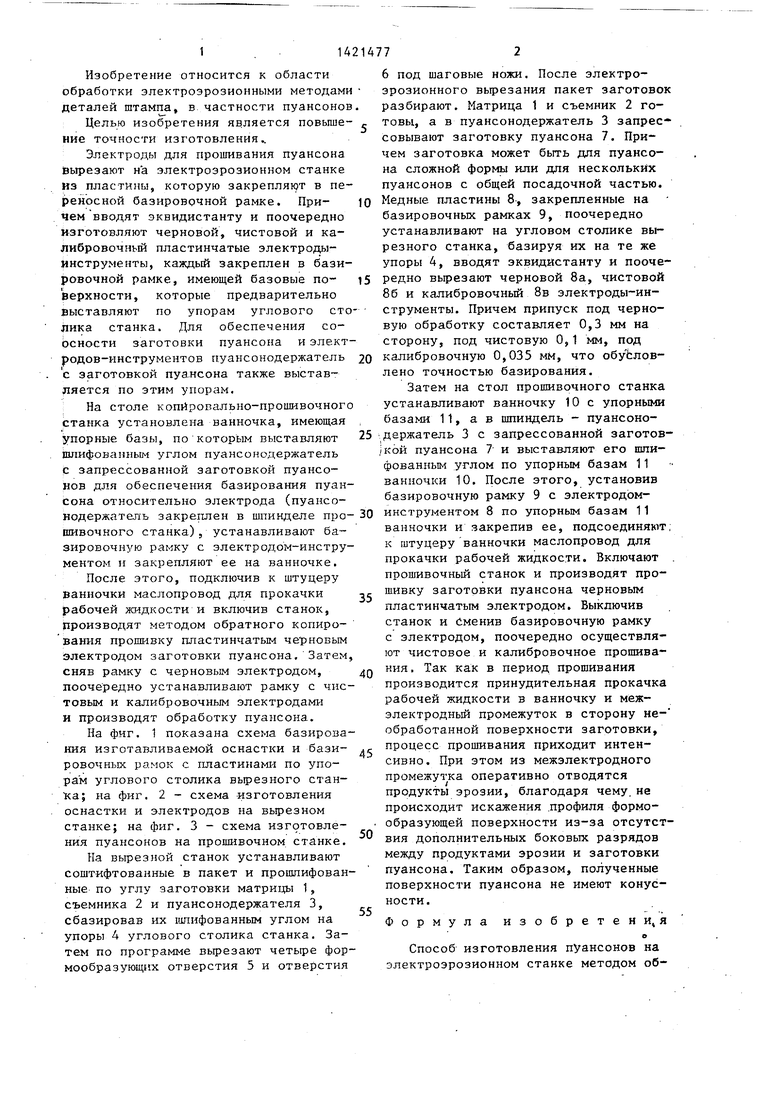
Изобретение относится к области обработки электроэрозионным методом деталей штампа, в частности пуансонов, и позволяет с высокой точностью изготовить методом обратного копирования на электроэрозионном прошивочном станке пуансоны штампов посредством последовательного прошивания пластинчатыми электродами-инструментами. При этом электроды-инструменты (черновой, чистовой, калибровочный) изготавливают на вырезном электроэрозионном станке. Каждый закрепляют в базировочной рамке 9 и в процессе вырезания базируют ее по базовым поверхностям, которые служат базой при изготовлении пуансо- нодержателя 3. В процессе прошивания пуансонодержатель с заготовкой пуан- сона 7 и базировочную рамку 9 базируют по углу 11 в анночки 10, подключенной к системе прокачки рабочей среды. 3 ил. с (Л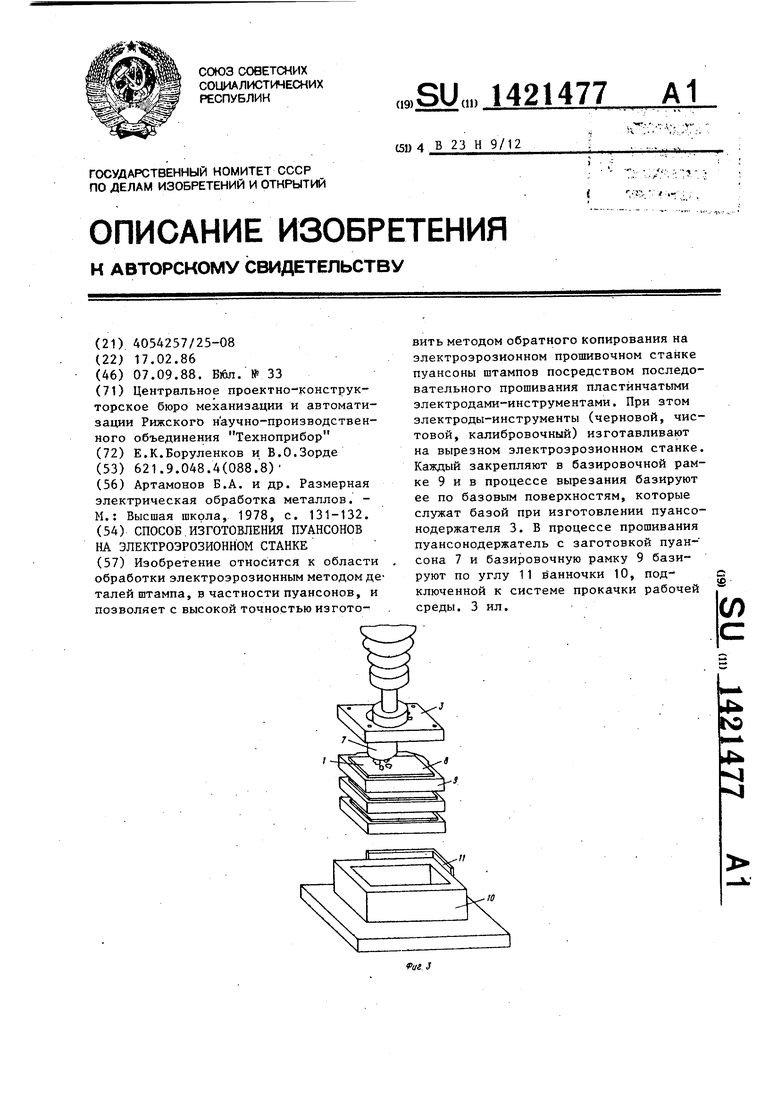
| Артамонов Б.А | |||
| и др | |||
| Размерная электрическая обработка металлов | |||
| - М.: Высшая школа, 1978, с | |||
| Способ получения продукта конденсации бетанафтола с формальдегидом | 1923 |
|
SU131A1 |
