Изобретение относится к электроэрозионной обработке металлов, в частности к изготовлению, наружных поверхностей сложного профиля, и может быть использовано для изготовления пуансонов вырубных штампов или других деталей.
Цель изобретения - повышение точности изготовления пуансона и снижение трудоемкости процесса за счет выполнения рабочих профилей в одном пластинчатом электроде-инструменте с выполненным базовым отверстием и плоскостью для базирования пластины на станке с дальнейшим изготовлением пуансона путем последовательного перемещения его заготовки на-шаг рабочих профилей.
На фиг.1 изображен пластинчатьй электрод-инструмент, общий вид; на фиг.2 - схема обработки пуансона пластинчатым электродом-инструментом.
Способ осуществляют следующим образом..
На электроэрозионном вырезном станке с ЧПУ вырезают в пластине 1 с одной установки базировочное отверстие 2 для выставления заготовки 3 пуансона. Через ойределенньш фиксированный шаг вырезают формообразующие отверстия - рабочие профили - для обратного копирования пуансона: черновое 4, получистовые 5, чистовые 6, имеющие профиль 7 изготавливаемого пуансона. По одной из осей станка режут поверхРедактор Н.Тупица
Риг.2
Техред л.Олийнык Корректор Н„ Король
Заказ 4292Тираж 894 Подписное
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035j Москва, Ж-35, Раушская наб., д. 4/5
Производственно-издательский комбинат Патент, г. Ужгород, ул. Гагарина, 101
ность 8 для выверки пластины на про- тивочном станке.
На копировально-прошивочном станке устанавливают пластинчатый электрод и производят выверку базовой поверхности. Далее закрепляют в шпинделе стайка заготовку 3 пуансона и выставляют его по базировочному отверстию 2 пла0 стинчатого электрода,
Настраивая лимб станка на заданный шаг последовательным введением заготовки пуансона в формообразуюш;ие отверстия пластинчатого электрода, прр5 изводят обработку формообразующей части пуансона. Формула изобретения
Способ электроэрозионного изготов- 0 ления пуансонов {методом обратного копирования, согласно которому предварительно изготавливают формообразующие рабрчие профили в пластинчатом элементе электроэрозиснным вырезани- 5 ем, отличающийся тем,
что, с целью повышения точности изготовления пуансона и снижения трудоемкости процесса, в одной пластине путем смещения на шаг осуществляют пос-- 0 ледовательио вырезание чернового, получистового и чистового рабочих профилей электрода, а также вырезают базировочное отверстие и плоскость для базирования пластины на прошивочном
станке, при этом изготовление пуансо- э
на осуществляют последовательным перемещением его заготовки на шаг рабочих профилей электрода.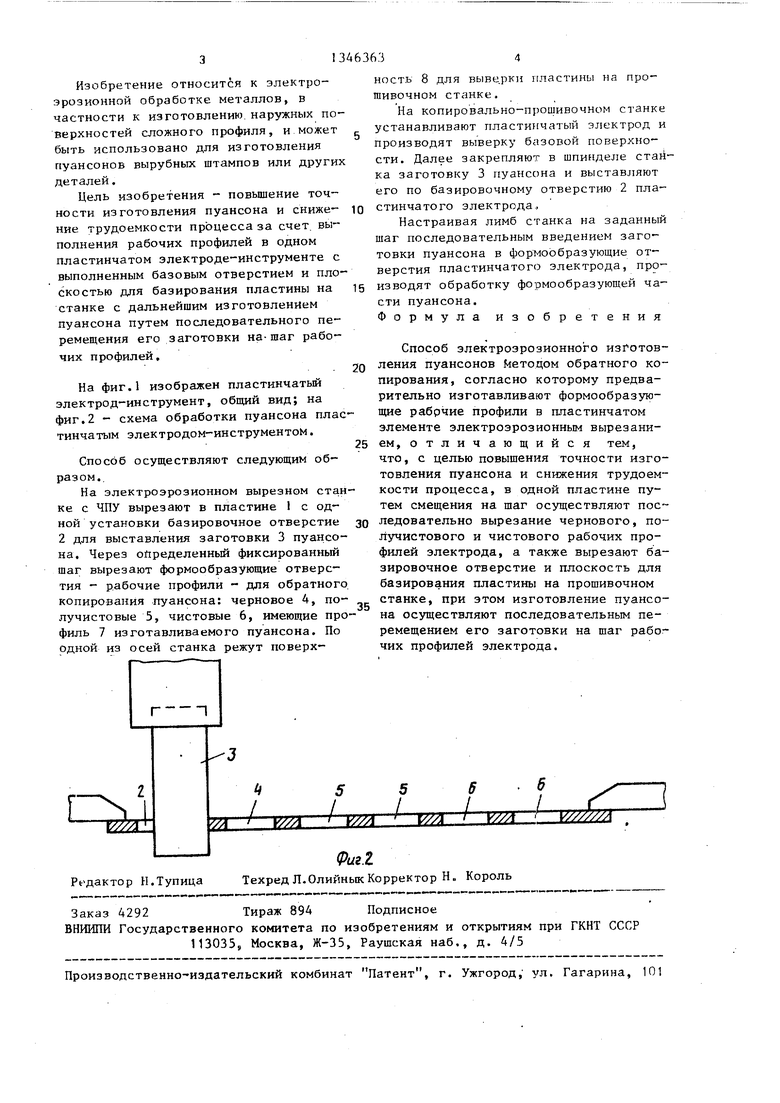
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления пуансонов на электроэрозионном станке | 1986 |
|
SU1421477A1 |
| Способ электроэрозионного изготовления рабочих элементов вырубных штампов | 1982 |
|
SU1060383A1 |
| Способ электроэрозионного изготовления вырубных штампов | 1978 |
|
SU774891A1 |
| Способ изготовления ступенчатого электрода-инструмента | 1980 |
|
SU884928A1 |
| Способ электроэрозионного изготовления пуансона вырубного штампа | 1980 |
|
SU933348A1 |
| СПОСОБ ОБРАБОТКИ СОПРЯЖЕННЫХ ДЕТАЛЕЙ ШТАМПА | 1993 |
|
RU2076025C1 |
| Способ электроэрозионного изготовления рабочих элементов вырубных штампов | 1988 |
|
SU1563879A2 |
| Способ многопроходного электроэрозионного вырезания замкнутых контуров | 1990 |
|
SU1763115A1 |
| Способ изготовления инструмента для обработки металлов давлением | 1983 |
|
SU1172637A1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ МЕТАЛЛА | 2011 |
|
RU2466834C2 |
Изобретение относится к электро эрозионной обработке металлов,в част -ности к изготовлению наружных ловерх- ностей сложного лрофиля, и может быть использовано для изготовления пуансонов вырубных штампов или других деталей. Целью изобретения является повышение точности изготовления пуансона и снижение трудоемкости процесса за счет того, что при осуществлении способа формообразования рабочей части пуансона обрат-ным копированием в пластинчатом электроде-инструмента 1 вырезают на электроэрозионном вырезном станке с одной установки последовательным смещением на шаг базировоч- ное отверстие 2 для выставления заготовки пуансона, отверстия - рабочие профили: черновое 4, получистовое 5 и чистовые 6, имеющие профиль 7 формообразующей части изготавливаемого пуансона. Затем вырезают бази- ровочную поверхность 8 для выставления на копировально-прошивочном стан ке, после чего осуществляют на нем методом обратного копирования изготовление пуансона последовательным смещением заготовки на шаг рабочих профилей электрода. 2 ил. „ i 1 2 4 IP 5 5 I / 4 IP ОЭ О ОО 00 8 
| Артамонов Б.А | |||
| и др | |||
| Размерная электрическая обработка металлов | |||
| М.: Высшая школа, 1978, с | |||
| Способ получения продукта конденсации бетанафтола с формальдегидом | 1923 |
|
SU131A1 |
