Известны .автоматические укладчики силуминовых и алюминиевых слитков в штабель, которые состоят из улавливателя слитков при опрокидывании из изложниц разливочного конвейера, транспортера-подавателя, каретки с захватами для подачи и укладки слитков в пакеты рядами и приемной тележки для штабелирования.
Недостатками таких укладчиков является сложность их конструкции и несовершенство системы автоматики управления процессом перегрузки слитков металла.
Для устранения этих недостатков на грузовой каретке укладчика, снабженной захватами, смонтированы вертикальный несуший червячный винт с редуктором и горизонтальный червячный винт с верхней катучей кареткой. Оба червячных винта расположены на верхней части рамы в общем блоке.
Улавливатель слитков укладчика может быть выполнен в виде рычага с полкой и рычажного датчика. Рычаг шарнирно укреплен в основании и при помощи пневмопривода совершает синхронные качательные перемещения. Датчик взаимодействует с роликалш разливочного конвейера.
В приводе лап захвата грузовой каретки могут быть применены электромагниты.
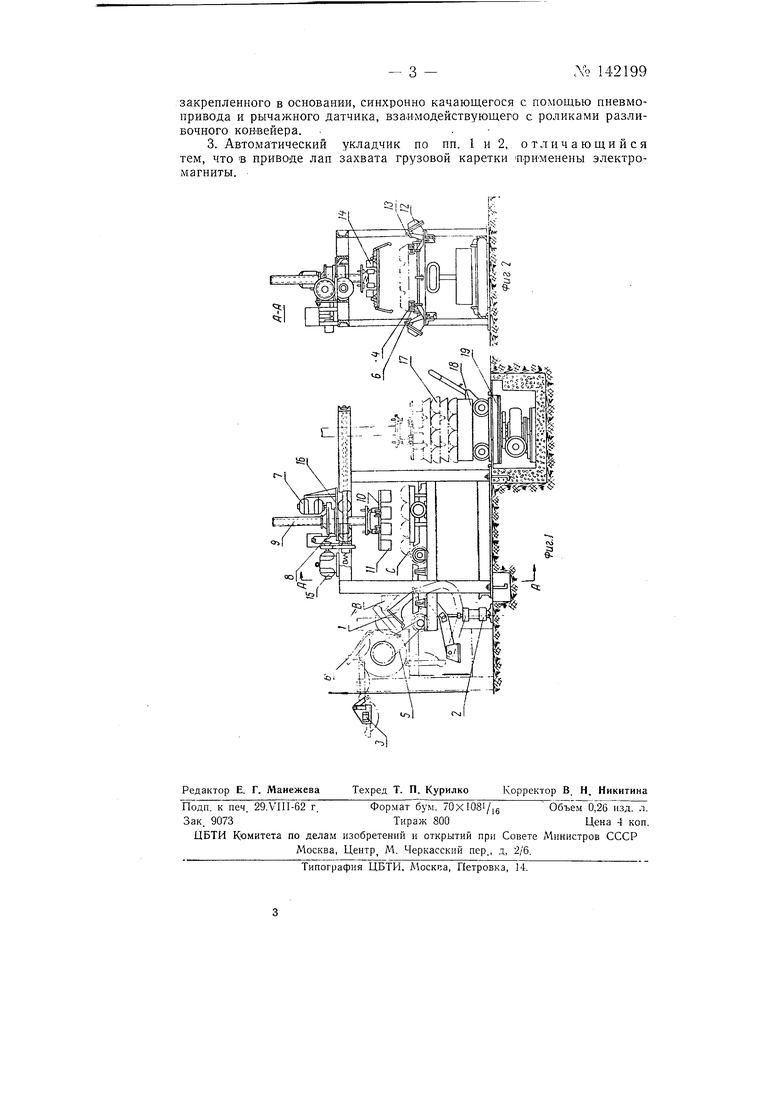
На фиг. 1 схематически изображен укладчик; на фиг. 2-тоже в разрезе по А-А на фиг. 1.
Укладчик состоит из улавливателя /, лневмоцилиндра 2, золотника 3 пневмоцилиндра, транспортера 4, цепной передачи 5, рольганга 6, электродвигателя 7, редуктора 8, винта 9 вертикального перемещения площадки 10 с захватами 11, диафрагменного толкателя }2 с планками /, электромагнитов 14, электродвигателя 15, каретки 16, тележки /7 и поворотного стола 18.
№ 142199- 2 -Работа укладчика заключается в следующем. П-ри ударе изложницы Б об амортизатор В разливочного, конвейера слиток С выпадает из нее и лбжкт Сй.-е&яолку улавливателя /. В этот момент золотник 3 при помощи р чж|1у.поворачиваемого -рол-икамя разливочного конвейера, включает по5,ачу сжатого воздуха в верхнюю полость цилиндра 2, и улавливатёль плавно опускается вместе с чушкой. Чушка ложится на цепь транспортера 4, а улавливатель Продолжает опускаться. Транспортер, приводимый в движение от разливочного конвейера через цепную .передачу 5, подает слиток на приемный рольганг 6. Слиток, сойдя с цепи транспортера на рольганг, останавливается. Следующий слиток Проталкивается и занимает место первого слитка, затем следующий - второго. Четвертый слиток, -протолкнув три предыдущих дальше, нажимает ими на конечный выключатель, не показанный на чертеже. Электродвигатель 7 через редуктор 8 и винт 9 вертикального перемещения опускает площадку 10 с захватами 11. При движение площадки вниз происходит подача сжатого воздуха в диафрагменный толкатель 12, который посредством планок 13 выравнивает слитки.
В крайнем нижнем положении площадки при .помощи электромагнитов 14 срабатывают захваты //. После этого переключается реверс и площадка со слитками поднимается. На пути подъема включается электродвигатель 15, который через редуктор 8 и винт 9 перемещает каретку 16 с площадкой и слитками в сторону штабеля 17.
В крайнем горизонтальном положении каретки 16 электродвигатель 15 отключается, а электродвигатель 7 включается, при этом каретка останавливается и площадка со слитками опускается.
Уложив слитки на тележку 18, находящуюся на поворотном столе 19, площадка и каретка 16 .возвращаются в исходное положение.
Предлагаемый автоматический укладчик, ло сравнению с существующими аналогичного назначения укладчиками; обладает компактностью, позволяющей в два раза сэкономить производственные площади, Прост и дешев в изготовлении, а также в эксплуатации благодаря применению стандартного электропривода и аппаратуры автоматического управления вместо пнев-мопривода и органов управления индивидуального изготовления.
Описываемый автоматический укладчик позволяет осуществить быстрый переход с автоматической на ручную укладку чушек в штабель, что применяется во избежание брака металла и исключения простоев.
Данный автоматический укладчик может быть -применен и для укладки алюминиевых чушек.
Предмет изобретения
1.Автоматический укладчик силуминовых и алюминиевых слитков в штабель, состоящий из улавливате. слитков при опрокидывании из изложниц разливочного конвейера, транспортера-подавателя, каретки с захватами для подачи и укладки слитков в пакеты рядами и приемной тележки для щтабелирования, отличающийся тем, что, с целью упрощения конструкции и совершенства автоматики управления процессом перегрузки слитков металла, его грузовая каретка с захватами снабжена вертикальным несущим червячны.м винтом с редуктором и горизонтальным червячным винтом с верхней катучей кареткой, монтированных в одном общем блоке, на верхней части рамы.
2.Автоматический ук.ладчик, поп. 1, отличающийся тем, что его улавливатель слитков вы-полнен в виде рычага с полкой, шарнирно
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ УКЛАДКИ В ШТАБЕЛЬ АЛЮМИНИЕВЫХЧУШЕК | 1965 |
|
SU171795A1 |
| Устройство для укладки в штабель алюминиевых чушек | 1958 |
|
SU116199A1 |
| Укладчик чушек | 1979 |
|
SU850275A1 |
| Машина для укладки в штабель цинковых слитков | 1961 |
|
SU143724A1 |
| Машина для разливки цинка в чушки | 1961 |
|
SU145728A1 |
| Устройство для укладки в пакет чушек | 1984 |
|
SU1207948A1 |
| Устройство для укладки в пакет чушек | 1989 |
|
SU1671581A1 |
| ШТАБЕЛЕУКЛАДЧИК ГРУЗОВ ЦИЛИНДРИЧЕСКОЙ ФОРМЫ | 1968 |
|
SU218056A1 |
| Устройство для укладки в пакет металлических чушек | 1979 |
|
SU863495A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА, СТАЛИ ЗАГОТОВОК И ИЗДЕЛИЙ ИЗ НИХ С ИСПОЛЬЗОВАНИЕМ ДОМЕННОГО, СТАЛЕПЛАВИЛЬНОГО И ПРОКАТНОГО ПРОИЗВОДСТВ НА МЕТАЛЛУРГИЧЕСКОМ ПРЕДПРИЯТИИ | 1998 |
|
RU2131930C1 |