1
Известна прокатная клеть с многовалковым калибром, содержащая станину, рабочие валки с подушками, привод валков и нажимное устройство.
Предлагаемая клеть отличается тем, что нажимное устройство выполнено в виде эксцентрикового вала, входящего в отверстие подушки, ось которого параллельна оси валка, а подушка выполнена с цилиндрическими направляющими поверхностями с осью, совпадающей с осью валка; что опора эксцентрикового вала установлена в регулируемом в осевом направлении корпусе; что торцовая направляющая подущки с неприводной стороны клети выполнена в виде съемной крышки, а в станине предусмотрен проем для выведения валка за габариты клети при выведении подушки за габариты клети.
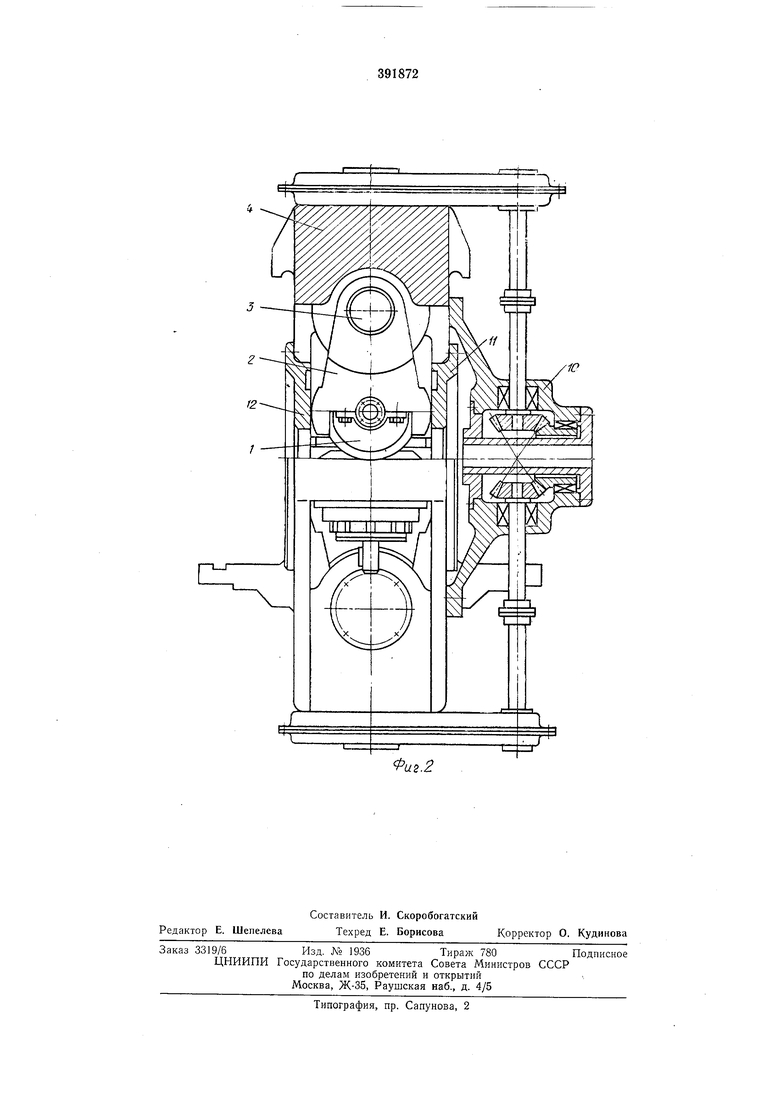
На фиг. 1 показана предлагаемая прокатная клеть в разрезе, общий вид; на фиг. 2 - то же, вид сбоку.
Прокатная клеть содержит рабочие валки /, установленные на подшипниках в подушках 2, смонтированных на эксцентриковых валах 3, которые установлены в станнне 4. Привод эксцентрикового вала, являющегося также нажимным устройством, выполнен от червячного редуктора 5. Подущки рабочих валков, выполненные с цилиндрическими направляющими поверхностями с осью, совпадающей с осью валка, совместно с эксцентриковым валом и его подщипниками связаны в осевом направлении посредством корпуса 6 и регулировочной гайки 7 со станиной. Редукторы 8, шпиндели 9 и распределительная коробка 10 обеспечивают кинематическую связь и привод всех рабочих валков. Фланцы 11 и 12, выполненные съемными, установлены в проемах станины, фиксируют положение рабочих валков в станнне в направлении оси прокатки и являются направляющими подущек.
Перевалка валков производится путем поворота нодущки переваливаемого валка относительно эксцентрикового вала в проем станины. Для этого предварительно необходимо снять фланец 11с ненриводной стороны клети. Подушки поворотом относительно опоры
выводятся за габариты станины, где и производится перевалка валка или смена подшипников. Регулировка валка в радиальном направлении производится путем поворота эксцентрикового вала посредством червячного
редуктора. Регулировка валка в осевом направлении производится путем перемещения в осевом направлении корпуса подщипника эксцентрикового вала, который жестко связан с подущками рабочего валка посредством эксцентрикового вала и его подщнпников. Перемещение корпуса достигается ввертыванием корпуса в гайку, закрепленную на станине. Регулировка смещения плоскости одной пары валков относительно другой в направлении прокатки достигается изменением прокладок, вводимых между фланцами и подушками. Предмет изобретения 1. Прокладная клеть с многовалковым калибром, содержащая станину, рабочие валки с подушками, привод валков, нажимное устройство, отличающаяся тем, что с целью ;;аЕГе,,ГГ .р„к„вого вал., входвдепо в отверстие „одушки, ось которого параллельна оси валка а подушка выполнена с цилиндрическими направляющими поверхностями с осью совпадающей с осью валка. 2.Клеть по п. 1, отличающаяся тем что с целью обеспечения возможности осевой регулировки валков, опора эксцентрикового вала установлена в регулируемом в осевом направлении корнусе. 3.Клеть но пп. 1, 2, отличающаяся тем что, с целью облегчепия перевалки, торцовая направляющая подушки с неприводной стороны клети выполнена в виде съемной крышки, а в станине предусмотрен проем для з:.4„,: зГЖ- RT-,TRPnAtrTJcT тэотгтгл „. водеяГ одуГи за Sp™, 

| название | год | авторы | номер документа |
|---|---|---|---|
| Кассета для неприводных валков клети с многовалковым калибром | 1983 |
|
SU1079319A1 |
| ПРОКАТНАЯ КЛЕТЬ | 1999 |
|
RU2166393C2 |
| Прокатная клеть с многовалковымКАлибРОМ | 1979 |
|
SU804018A1 |
| Прокатная клеть с многовалковым калибром | 1982 |
|
SU1047555A1 |
| Способ перевалки рабочих валков прокатной клети | 1975 |
|
SU621408A1 |
| Прокатный стан | 1986 |
|
SU1405910A1 |
| Кассета вертикальных валков универсальной клети | 1981 |
|
SU946701A1 |
| РАБОЧАЯ КЛЕТЬ ПРОКАТНОГО СТАНА | 1995 |
|
RU2090278C1 |
| УНИВЕРСАЛЬНАЯ КЛЕТЬ ПРОФИЛЕГИБОЧНОГО СТАНА | 1998 |
|
RU2151660C1 |
| Рабочая клеть прокатного стана | 1987 |
|
SU1433511A1 |
Фи2.2
