5 6
П
12
&а
Фиг.1
6
11423264
Изобретение относится к литейно- ;му гфоизводству, э именно к конструк- циям опок для вакуумной формовки. I Целью изобретения является повы- |шение эффективности вакуумирования формовочной смеси путем создания возможности вакуумирования практически любой области на границе металл - |форма при изготовлении отливок слож- ю ной конфигурации в единичном произ- ;водстве. i На фиг.1 изображена предлагаемая
и
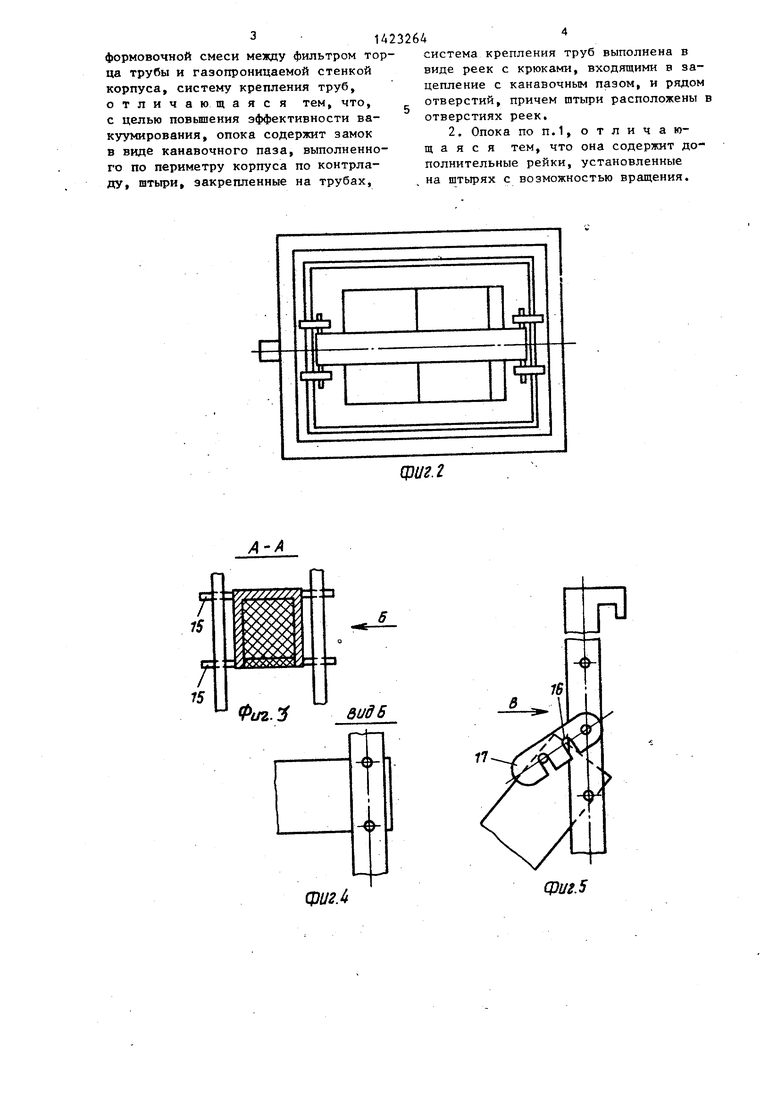
опока, разрезу на фиг.2 - то же, вид в плане; на фиг.З - разрез А-А на 15 фиг.1; на фиг.4 - вид Б на фиг.З; на фиг.5 - крепление трубы под наклоном к плоскости лада , на фиг,6 - вид В на фиг.З} на фиг,7 - вариант выполнения наклонной трубы по фиг,1, раз- 20 рез.
Опока имеет корпус, образованный боковыми наружной газонепроницаемой стенкой 1 и внутренней газопроницаемой стенкой 2, меяаду которыми по 25 всему периметру опоки образован замкнутый канал 3, вакуумный клапан 4. Труба 5 прямоугольного сечения имеет фильтры 6 по длине для отсоса воздуха из формовочной смеси и тор- 30 цовые фильтры 7 для сообщения полости трубы с кайалом 3. Труба 8 имеет такйсе фильтры 9 для отсоса и торцовые фильтры 10 для передачи вакуума.
При формовке опока устанавливается на облицованную пленкой плиту с моделью. Затем опока заполняется формовочной смесью, герметизируется пленкой по контрладу и подключается к вакуумсистеме, В опоке создается разрежение, уплотняющее и удерживаю щее формовочную смесь вместе с нахо дящимися внутри нее трубами и системой их крепления, после чего опоку можно кантовать при необходимости, боясь ее разрушения. После извлечени модели полуформа готова к сборке с аналогично изготовленной второй полу формой, В готовой полуформе отсос газов из толщи смеси производится следующим путем: через фильтры 6(9) полость трубы 5(8), фильтры 7(10), зазор между фильтрами 7(10) и газопроницаемой стенкой 2, канал 3, кла пан 4 и в цеховую вакуумсистему, кр ме того через стенки 2, канал 3, кл пан 4. Реечное крепление, состоящее из замка 14,, реек 11 и 16 и штырей
Система крепления труб состоит из ре-« обеспечивает порядок размещения
40
45
ек 11 с крючками 12 и рядом отверстий 13, крючки входят в зацепление с замком 14, который вьтолнен в виде паза по периметру корпуса опоки. Трубы имеют штыри 15, которые вставляются в отверстия 13 реек 11 или в пазы 16 реек 17 (фиг,3-6), На каждый торец трубы 5 имеется по две пары штырей 15, по две рейки 11. В каждую рейку 11 вставляется пара штырей 15 в отверстия 13, труба 5 фиксируется в вертикальной полости, В горизонтальной полости размещение трубы 5 осуществляется передвижением крючков 12 реечного крепления вдоль паза 14, Для труб типа трубы 8 (фиг,1) имеются дополнительные рейки 17 с пазами 16 (фиг.5). Эти рейки имеют по одному штырю 18, который вставляется в отверстие 13, Пазы 16 фиксируют трубы „ 8 в наклонном положении путем зацепления за два штыря 15, другие два штыря фиксируются в отверстиях 13 peer 11, На фиг.7 показан вариант из50
труб с максимальным эффектом вакуум рования.
Предлагаемая конструкция опоки позволяет использовать для изготовл ния различных отливок сложной конфи гурации, обеспечивая эффективное вакуумирование на границе металл- форма.
Формула изобретени
1, Опока для вакуумной формовки, включающая корпус, образованный бок выми наружной газонепроницаемой и внутренней газопроницаемой стенками между которыми по всему периметру опоки образован замкнутый вакуумпро водящий канал, вакуумный клапан, тр бы преимущественно прямоугольного сечения, имекядие фильтры по длине, также на торцах, обращенных к газопроницаемым стенкам корпуса и расположенных с ними на расстоянии, которое не исключает проникновения
готовления трубы 8 по фиг.1, при которой Отпадает необходимдсть применять рейки 16. Трубы 5 и 8 удобно сначала крепить к рейкам 11, а затем с рейками устанавливать внутрь корпуса опоки в зависимости от конфигурации модели 18,
Работа с опокой производится сле- дуюнщм образом.
При формовке опока устанавливается на облицованную пленкой плиту с моделью. Затем опока заполняется формовочной смесью, герметизируется пленкой по контрладу и подключается к вакуумсистеме, В опоке создается разрежение, уплотняющее и удерживающее формовочную смесь вместе с находящимися внутри нее трубами и системой их крепления, после чего опоку можно кантовать при необходимости, н боясь ее разрушения. После извлечени модели полуформа готова к сборке с аналогично изготовленной второй полуформой, В готовой полуформе отсос газов из толщи смеси производится следующим путем: через фильтры 6(9), полость трубы 5(8), фильтры 7(10), зазор между фильтрами 7(10) и газопроницаемой стенкой 2, канал 3, клапан 4 и в цеховую вакуумсистему, кро ме того через стенки 2, канал 3, клапан 4. Реечное крепление, состоящее из замка 14,, реек 11 и 16 и штырей
0
5
0
труб с максимальным эффектом вакуумирования.
Предлагаемая конструкция опоки позволяет использовать для изготовления различных отливок сложной конфигурации, обеспечивая эффективное вакуумирование на границе металл- форма.
Формула изобретения
1, Опока для вакуумной формовки, включающая корпус, образованный боковыми наружной газонепроницаемой и внутренней газопроницаемой стенками, между которыми по всему периметру опоки образован замкнутый вакуумпро- водящий канал, вакуумный клапан, трубы преимущественно прямоугольного сечения, имекядие фильтры по длине, а также на торцах, обращенных к газопроницаемым стенкам корпуса и расположенных с ними на расстоянии, которое не исключает проникновения
формовочной смеси между фильтром торца трубы и газопроницаемой стенкой корпуса, систему крепления труб, отличающаяся тем, что, с целью повьшения эффективности ва- куумирования, опока содержит замок в виде канавочного паза, вьтолненно- го по периметру корпуса по контрладу, штыри, закрепленные на трубах,
U
-
U23264
система крепления труб выполнена в виде реек с крюками, входящими в зацепление с канавочным пазом, и рядом отверстий, причем штыри расположены в отверстиях реек,
2. Опока ПОП.1, отличающаяся тем, что она содержит дополнительные рейки, установленные на штырях с возможностью вращения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Опока для вакуумной формовки | 1987 |
|
SU1423263A1 |
| Опока для вакуумной формовки | 1979 |
|
SU1102656A1 |
| ОСНАСТКА ДЛЯ ВАКУУМНОЙ ФОРМОВКИ НА КОНВЕЙЕРЕ | 1991 |
|
RU2044592C1 |
| Способ изготовления литейной формы вакуумной формовкой | 1984 |
|
SU1186358A1 |
| Опока для вакуумной формовки | 1983 |
|
SU1125090A1 |
| Опока для вакуумной формовки | 1986 |
|
SU1371761A1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВКИ В ВАКУУМНО-ПЛЕНОЧНОЙ ФОРМЕ | 2018 |
|
RU2708035C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВАКУУМНО-ПЛЕНОЧНЫХ ФОРМ | 1992 |
|
RU2017561C1 |
| Опока для вакуумной формовки | 1980 |
|
SU910319A1 |
| Опока для вакуумной формовки | 1986 |
|
SU1355352A1 |

Изобретение относится к литейному производству, в частности к вакуумной формовке. Цель изобретения - повьшение эффективности умирования. Опока содержит корпус и . систему вакуумирования в виде труб 5 и 8 прямоугольного сечения, закрепленных на штьфях, вставленных в отверстия реек, установленных в опоке посредством крюков 12. При изготовлении, формы трубы системы вакуумирования могут перемещаться в горизонтальной плоскости, а также устанавливаться в наклонном положении посредством реек. Опока позволяет повысить эффективность вакуумирования. 1 з.п. ф-лы, 7 ил.
0.5
фиг Л
фиг. 2
Фиг. 5
(pUf.S
qjug.7
