i
Изобретение относится к литейноi y производству} а именно, к конструкции опок для вакуумной пленочной формовки.
Известна опока для вакуумной формовки литейных форм, выполненная со сменной фильтрующей оболочкойпо форме модели, увеличенной на толщину рабочей полости р- Недостатки этой опоки - сложность ее изготовления, а также трудности при загрузке наполнителя в полость между оболочкой и моделью.
Известна также опора, содержащая перфорированные трубки с .фильтрами, корпус, полость которого сообщает трубки с системой отсоса, и опорные цапфы, расположенные на противолежащих стенках корпуса с внешней их стороны Г2 .
Однако для создания в полости такой опоки вакуума необходим шланг для сообщения этой полости с вакуумным насосом. Приналичии длинного
шланга осложняются такие операций с опоками, как подвеска, перенос, перевертывание и т.д.
Наиболее близка к предлагаемой опока, содержащая корпус с полостями, систему отсоса, по конфигурации повторяющую контур модели, и каналы, соединяющие систему отсоса и корпус с полостями с вакуумным насосом 13.
10
Однако в опоках больщих объемов затрудняется разводка перфорированных труб с фильтрующей оболочкой в условиях применения моделей сложных геометрических форм, где трубы для
IS обеспечения равной прочности формы в объейё опоки должны повторять кон-, туры моделей. Так-же сложны операции по выполнению фильтрующих оболочек на трубах. При эксплуатации в случае
20 порчи фильтрующих оболочек затруднена их замена.
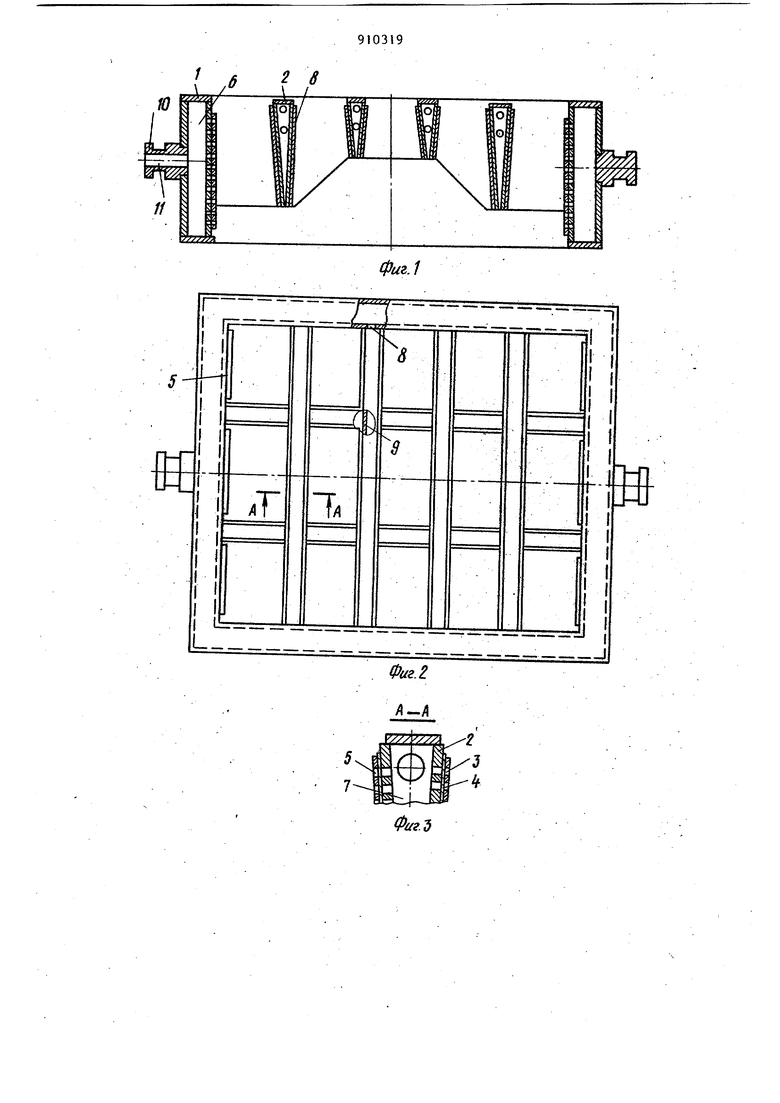
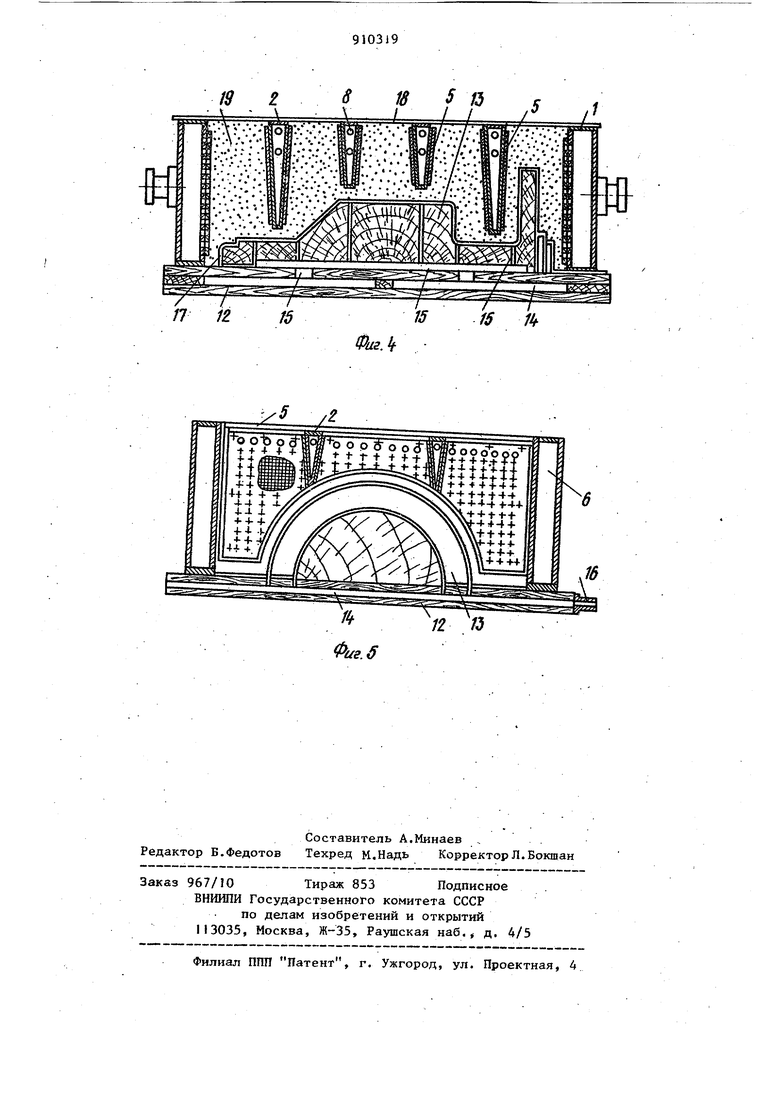
Цель изобретения - упрощение конструкции и эксплуатации опоки. 391 Поставленная цель достигается тем что в опоке, содержащей корпус с полостями, систему отсоса, по конфигурации повторяющую контур модели, и каналы, соединяющие систему отсоса и корпус с полостями с вакуумным цасосом, система отсоса выполнена в виде полых ребер-крестовин. На фиг.1 изображена опока в разрезе; на фиг.2 - опока в плане; на .З - сечение А-А фиг.2; на фиг.4 разрез полуформы и плиты с моделью; на г.5 - возможный вариант констру ции полых ребер-крестовин. Вдоль и поперек корпуса I располо жеда полые ребра-крестовины 2, которые подготавливают вне опоки, а.затем монтируют внутри ее корпуса. Полые клинообразные ребра-крестовины 2 имеют необходи мое к,оличество отверстий 3, фильтр 4 из несгораемог материала (металлическая сетка, стеклоткань, защищенный решеткой 5. В корпусе по периметру опоки: выполнена полость 6, соединенная с нолостью 7 ребер 2 через отверстия 8. Полости продольных и поперечных ребер также соединены между собой отверстиями 9. На Двух противоположных сторонах корпуса выполнены цапфы 10 с отверстиями 11 для подключения к вакуумнасосу. Плита 12, на которой монтируется модель 13, выполнена в виде герметич коробки, полость 4 которой соединена сквознь1ми каналами 15 в плите и модели с вакуумной системой (системой отсоса) через канал 16. При изготовлении формы используют синтетнческие пленки 17, 18 и наполнитель 19.Устройство работает следующим образом. Модель 13 монтируют на плите 12. Синтетическую пленку 17 нагревают и накладывают на плиту 12 с моделью 3 и литниковой системой (на чертеже не показано) . В это время воздух из пространства между формообразующей поверхностью и синтетической пленкой 17 всасывается через каналы 15, полость 14 плиты 12 с помощью вакуумного насоса (.на чертеже не поKa3aHj , соединенного с отсасывающим каналом 16. При этом пленка 17 прили пает к формообразующей поверхности модели 13, Затем опоку устанавливают на плиту 12 с моделью 13 и заполняют формовочной сьшучей огнеупорной смесью 19. Смесь в опоке уплотняют вибрацией. Сверху опоку накрывают синтетической пленкой 18.После этого отключают вакуумную систему (систему отсоса)от модельной Плиты 12 и под- . ключают ее к опоке, из которой воздух удаляется через отверстие 11 цапфы 10, полость 6 коробки опоки, отверстия 8, 9 полости 7 ребер-крестовин 2, фильтр 4 и отверстия 3 решетки 5. При этом в опоке создается разрежение и пленки 17,18 прижимаются к формовочному -наполнителю 19, препятствуя тем амым относительному перемещению частиц. Модельную плиту с моделью и литниковой системой извлекают из опоки. Таким образом получают одну полуформу. Такие же операции формовки выполняют при изготовлении второй полуформы. Обе полуформы собирают. Литейная форма готова. На фиг.5 изображена разновидность опоки с ребрами-крестовинами 2, выполненными по контуру формообразующей поверхности модели 13. Форма ребер-крестовин обеспечивает равномерный отсос воздзгха из всего объема опоки. Формула изобретения Опока для вакуумной формовки, содержащая корпус с полостями, систему отсоса, по конфигурации повторяющую контур Модели, и каналы, соединяющие систему отсоса и корпус с полостями с вакуумным насосом, о т ли ч а ю щ а я с я тем, что, с целью упрощения конструкции и эксплуатации опоки, система отсоса выполнена вВиде полых ребер-крестовин. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 603486, кл..Б 22 С 21/00, 1976. 2.Авторское свидетельство СССР № 183906, кл. В 22 С 21/02, 1963. 3.Авторское свидетельство СССР К 613703, кл. В 22 С 21/00, 1976.
Г
Г
фиг.1
-1
,
| название | год | авторы | номер документа |
|---|---|---|---|
| Опока для вакуумной формовки | 1987 |
|
SU1423264A1 |
| Опока для вакуумной формовки | 1983 |
|
SU1125090A1 |
| Способ изготовления литейной формы вакуумной формовкой | 1981 |
|
SU996062A1 |
| Способ вакуумно-пленочной формовки | 1979 |
|
SU859011A1 |
| Опока для вакуумной формовки | 1987 |
|
SU1423263A1 |
| Способ вакуумной формовки и оснастка для его осуществления | 1987 |
|
SU1519822A1 |
| Модель для изготовления литейных форм методом вакуумно-пленочной формовки | 1980 |
|
SU1022775A1 |
| ЛИТЕЙНАЯ ФОРМА ДЛЯ ОТЛИВОК С АРМИРУЮЩИМИ ЭЛЕМЕНТАМИ И ОСНАСТКА ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2151667C1 |
| Способ заливки литейных форм с применением метода локального поверхностного вакуумирования формы и устройство для его осуществления | 2023 |
|
RU2813437C1 |
| СПОСОБ ФОРМОВКИ НА АВТОМАТИЧЕСКИХ ФОРМОВОЧНЫХ ЛИНИЯХ С ГОРИЗОНТАЛЬНЫМ РАЗЪЕМОМ ФОРМЫ | 2011 |
|
RU2532716C2 |
.Г
т.
L.
IJI.Ij
.
Фаг. If
