11
Изобретение относится к литейному производству, в частности к оснастке для вакуумной формовки.
Цель изобретения - повышение универсальности, надежности и эффективности при вакуумировании и уплотнении.
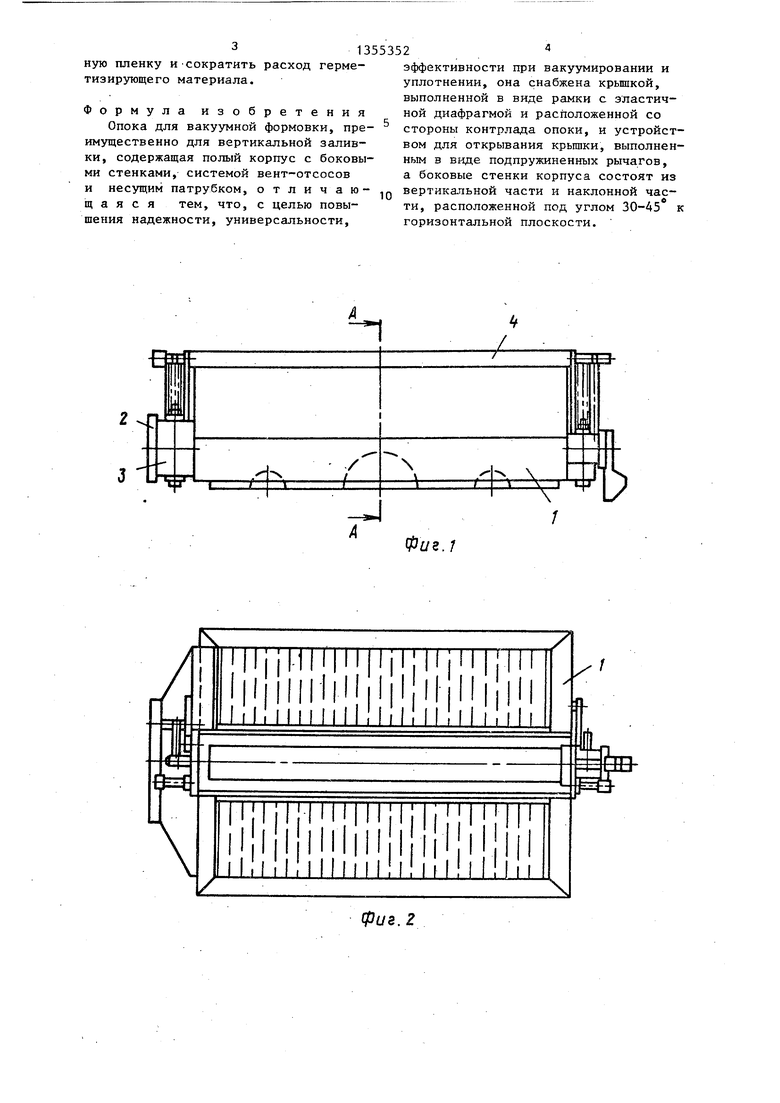
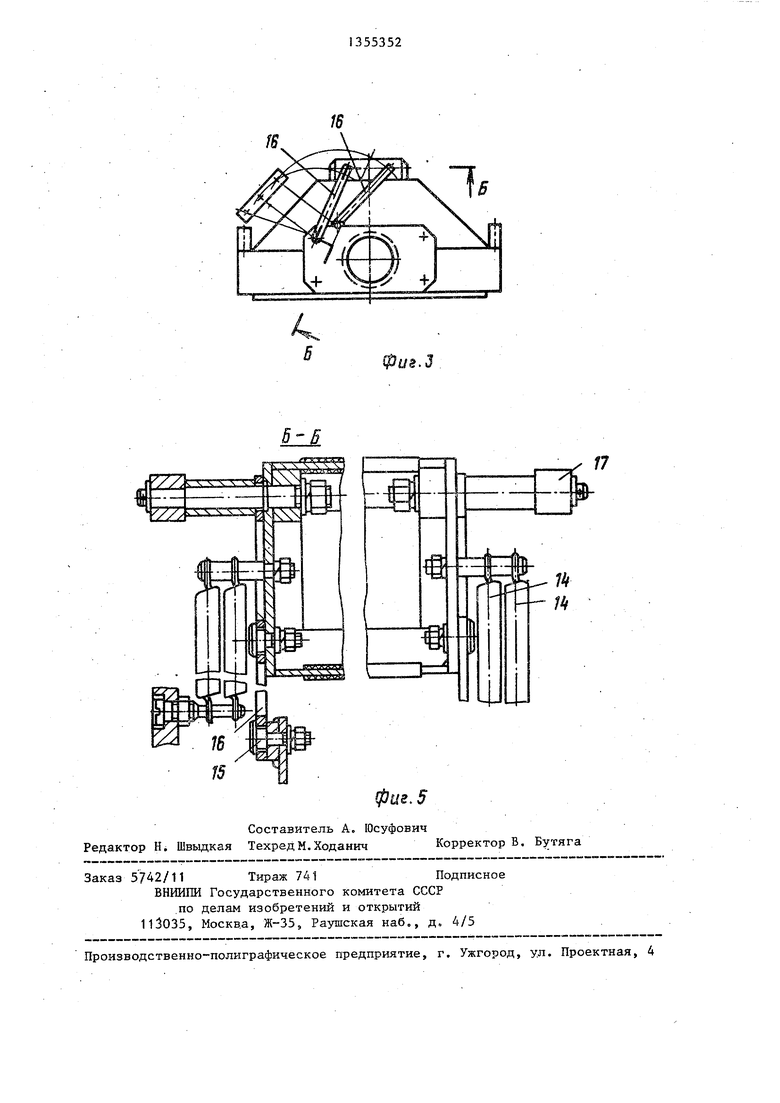
На фиг. 1 изображена опока,общий вид; на фиг. 2 - то же, вид сверху; на фиг. 3 - то же, вид сбоку; на фиг. 4 - разрез А-А на фиг. 1; на фиг. 5 - разрез Б-Б на фиг. 3 (рычажная система с элементами крепления крьшки и эластичной диафрагмы).
Опока имеет сварную конструкцию, состоит из стандартных профилей проката, имеет достаточную жесткость при относительно малых массе и трудоемкости изготовления.
Корпус 1 опоки (фиг. 1) имеет фланец 2 для присоединения к вакуум-системе. Отсос газов проводится через отверстие фланца 2 и соединительную трубу 3 сообщения с полостью олоки. Контрлад опоки закрыт крьшкой 4.
Корпус опоки состоит из несущего контура, выполненного из швеллеров 5 и планок 6, образующих полость отсоса, на которые опираются боковые стенки 7, наклоненные к рабочему ладу под углом не менее угла естественного откоса формовочного материала. Для
кварцевого песка угол естественного откоса составляет 45°, для дис- тен-силлиманитового песка - порядка 30.
Если угол наклона боковых стенок меньше угла естественного откоса, то заполнение опоки формовочным материалом ухудшается, конечная плотность формы в углах недостаточна и требует ся дополнительная вибрация -для доуп- лотнения.
С внутренней стороны боковых стенок во всю длину расположены сетчатые фильтры 8 (фиг. 4), закрепленные планками 9 и болтами 10, по контуру рабочего лада опоки расположены ва- куумируемые канавки 11 для удержания полимерной пленки.
Крышка 4 опоки закрывает уменьшенное по площади загрузочное окно. Она состоит из сварной рамки 12, на продольных сторонах кот орой закреплена собственно диафрагма 13, выполняющая роль полимерной пленки и при вакуумировании формы уплотняющая контур загрузочного окна.
5
Q
5
0
5
При отсутствии вакуума в опоке прижим крышки осуществляется усилием пружин 14 (фиг. 5). На торцовых сторонах крышки крепятся оси 15 рычажной системы 16, на которой подвешена крышка 4, и элементы 17 для контакта с устройством открывания и закрывания крышки при работе на автоматической литейной линии.
На фиг. 3 тонкими линиями показана траектория и открытое положение крьш1- ки в момент формовки. Размеры рычагов и выбор точек их крепления обеспечивает траекторию движения крьш1ки 4, по которой она снача па приподнимается, а затем отводится в сторону. Этим исключается трение эластичной диафрагмы 14 о края загрузочного окна опоки.
Опока работает следующим образом.
Опока устанавливается на модельный комплект, на который уже нанесена в горячем состоянии пленка. 4 опоки отводится в сторону и освобождает загрузочное окно, через которое опока заполняется песком и вибриру- ется. Затем крьш1ка 4 закрывается и после этого включается вакуум в опоке.
Герметизация производится со стороны рабочего лада опоки полимерной пленкой, а со стороны контрлада - эластичной диафрагмой 13, которая под действием атмосферного давления прижимается по всему контуру загрузочного окна.
0
5
0
5
После заливки металла в форму пленка со стороны рабочего лада выгорает, а диафрагма 13, расположенная в зоне холодного песка, остается целой и может использоваться многократно.
При снятии вакуума из формы и последующей транспортировки ее к позиции удаления отливки (в вертикальном положении) песок из формы не высыпается, так как диафрагма остается прижатой к контуру загрузочного окна усилием пружин 14.
Использование опок на линии позволяет увеличить надежность работы, снизить трудоемкость изготовления., оснастки, улучшить качество поверхности отливок за счет уменьшения времени вакуумирования формы после заливки металлом и тем самым экономить электроэнергию питания вакуумных установок, а также экономить полимерную пленку и Сократить расход герметизирующего материала.
Формула изобретения Опока для вакуумной формовки, пре имущественно для вертикальной заливки, содержащая полый корпус с боковыми стенками, системой вент-отсосов и несущим патрубком, отличающаяся тем, что, с целью повы- щения надежности, универсальности.
5
10
эффективности при вакуумировании и уплотнении, она снабжена крьшкой, выполненной в виде рамки с эластичной диафрагмой и расположенной со стороны контрлада опоки, и устройством для открывания крышки, выполненным в виде подпружиненных рычагов, а боковые стенки корпуса состоят из вертикальной части и наклонной час
ти, расположенной под углом 30-А5 к горизонтальной плоскости. 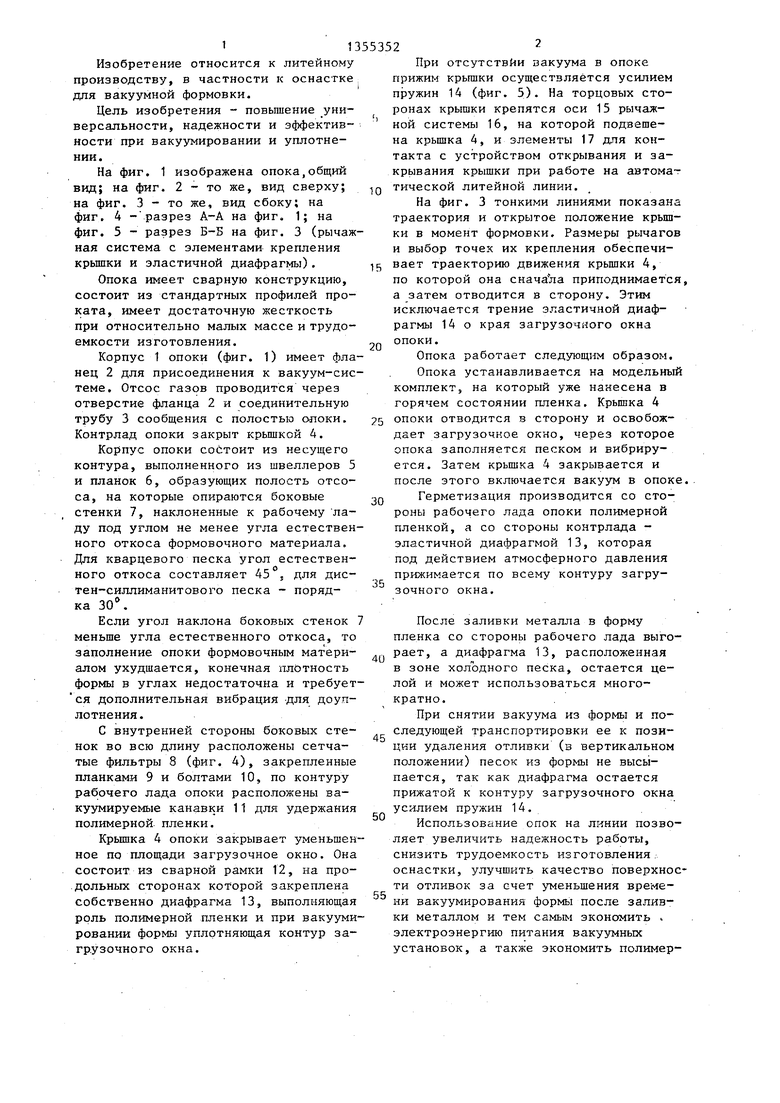
| название | год | авторы | номер документа |
|---|---|---|---|
| Опока для вакуумной формовки | 1981 |
|
SU1006045A1 |
| Опока для вакуумной формовки | 1983 |
|
SU1125090A1 |
| Способ изготовления литейных форм и опока для его осуществления | 1978 |
|
SU772683A1 |
| Опока для изготовления литейной формы вакуумной формовкой | 1977 |
|
SU869938A1 |
| ОСНАСТКА ДЛЯ ВАКУУМНОЙ ФОРМОВКИ НА КОНВЕЙЕРЕ | 1991 |
|
RU2044592C1 |
| СПОСОБ ВАКУУМНО-ПЛЕНОЧНОЙ ФОРМОВКИ | 1991 |
|
RU2020027C1 |
| Автоматическая литейная линия изготовления отливок вакуумной формовкой | 1981 |
|
SU975202A1 |
| Установка для вакуумной формовки | 1982 |
|
SU1052311A1 |
| Опока для вакуумной формовки | 1987 |
|
SU1423263A1 |
| Способ вакуумно-пленочной формовки в трех и более опоках | 1990 |
|
SU1792790A1 |
Изобретение относится к литейному производству, в частности к оснастке для вакуумной формовки, и позволяет получать отливки повышенной точности из черных и цветных сплавов методом вакуумно-пленочной формовки при вертикальной заливке. Цель изобретения - повышение надежности, универсальности, эффективности при ваку- умировании и уплотнении. Опока имеет сварную конструкцию. Корпус опоки состоит из несущего контура, выполненного из швеллеров 5 н планок 6, образующих полость отсоса, на которые опираются боковые стенки 7, наклонен-, ные к рабочему ладу под углом 30-45°. Контрлад опоки закрыт крышкой. С внутренней стороны боковых стенок во всю длину расположены сетчатые фильтры 8, закрепленные планками 9 и болтами 10. По контуру рабочего лада опоки расположены вакуумируемые канавки 11 для удержания полимерной пленки. Крьш1ка опоки закрывает загрузочное окно. Она состоит из сварной рамки 12 на продольных сторонах которой закреплена болтами собственно диафраг- ма 13, выполняющая роль полимерной пленки и при вакуумировании формы уплотняющая контур загрузочного окна. При отсутствии вакуума в опоке прижим крьш1ки осуществляется усилием пружин. На торцовых сторонах крьш1ки крепятся оси рычажной системы, на которой подвешена крьш1ка, и элементы для контакта с устройствам открывания и закрывания крышки при работе на автоматической литейной линии. 5 ил. А- f. О1 ел ICO ел Ю 1 фиг. 4
2
3 и
1- /
4
/
JL
Фиг.г
|Мф
lllNll ,,,,,, I 11111111 111 111111
Ф1 I
I I I I I I M
lliijiJiLLiiLi Ml и
фиг. 2
111
.5
Составитель A. Юсуфович Редактор Н. Швыдкая ТехредМ.Ходанич Корректор В. Бутяга
Заказ 5742/11 Тираж 741Подписное
ВНИИПИ Государственного комитета СССР
.по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Авторское свидетельство СССР | |||
| Опока для вакуумной формовки | 1979 |
|
SU1102656A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
