4 Ю
СО СО
to |
Изобретение относится к сварке и может быть использовано при определении влияния водорода в металле шва на поро- устойчивость и образование холодных трещин при сварке плавлением.
Целью изобретения является повышение точности оценки.
Для осуществления способа оценки условий сварки по содержанию водорода в металле шва последовательно отбирают две пробы из .металла сварочной ванны. При этом первую пробу отбирают в исследуемых условиях сварки без дополнительного введения водорода в пробу, а дополнительную пробу отбирают в исследуемых условиях сварки, смешивая металл пробы с дози- рованны.м количеством водородсоде эжащего химического соединения. В обоих случаях определяют количество диффузионного водорода, массу проб и рассчитывают содержание диффузионного водорода по формуле
Нс-|, .100,(i)
r,nv Vii -- ко;1ичество диффузионного водорода, выделившегося в эвдиометр из пробы, см ; m -- масса пробы, г;
Hcii - содержание диффузионного водорода в металле шва, г. Рассчитывают количество молей водорода, вносимого в дополнительную пробу с химическим водородсодержаи№.м соединением по формуле
NH. ; 2m/,
(2)
где n -.юличество атомов водорода в молекуле вносимого водородсодер- жащего хи.мического соединения; ш;, - масса введенного в дополнительную пробу водородсодержащего соединения;
М(, -- мбльная ма сса ЁНОСИМОГО водородсодержащего химического соединения, г/моль.
Рассчитывают содержание диффузионного водорода, приходящееся на 1 моль вносимого в зону сварки водорода по формуле
Нс 2-Huii|
NH;-
е С - содержание диффузионного водорода в металле иша, приходящееся на 1 моль вносимог О в зону сварки водорода, моль;
Нсп2 - содержание диффузионного зодо- рода в дополнительной пробе, смешанной с водородсодержащим химическим соединением, /100 г;
Нсп, - содержание диффузионного водорода в пробе без введения водородсодержащего химического соединения, г;
CMV
NH2 - количество молей водорода, вносимого с водородсодержащкм сое- дине){ием в дополнительную пробу, 1ЯОЛЬ.
Влияние условий сварки на содержание
водорода в металле шва оценивают путем сравнения значения Сн для различных исследуемых условий сварки. Большему значению Си соответствуют худшие условия сварки с трчки зрения содержания водорода в
10 металле шва, так как водород является нежелательной примесью в металле шва.
Для отбора проб из металла сварочной ванны с нижней стороны пластины выпол-- няют два глухих цилиндрических отверстия диаметром 8 мм на расстоянии, превышаю- щем длину сварочной ванны. Выполнение отверстий на расстоянии, превышающем длину сварочной ванны, позволяет исключить взаимное влияние отбора проб на содержание водорода.
20 Для отбора дополнительной пробы над одним из отверстий Диаметром 8 мм помеща- бг дозированное количество водородсодер- химического соединения. Для этого выполняют глухое цилиндрическое отверстие диам етром 5 .мм на глубину 2 мм и засыпа25 ют в него навеску водородсодержайхего химического соединения, например, А1 (ОН)з в Количестве 8 мг. Под отверстиями 1; е1цают разъемные изложницы и выполняют наплавку по отверстиям, при этом вённа дважды последовательно выливается в из- ложнйцы. Отобранные в изложницы таким образом пробь закаливают и определяют содержание диффузионного водорода одним из известных методов, например помещают пробы в эвдиометры, заполненные спиртом, определяют количеством диффузионного водорода, выделившегося через 3 сут, взвешивают пробы и рассчитывают содержание водорода в пробах по формуле (1).
Пример. Оценены условия сварки под флюсами АН-44 и АН-348-А по содержанию
40 водорода в металле шва. В реальных условиях автоматической сварки под флюсом основными поставщиками водорода в металл шва являются водородсодержащие соединения на поверхности проволоки и влаги флюса. Степень загрязненности проволоки
такими соединениями и влажность флюса - трудноконтролируемые и задаваемые характеристики, поэтому они могут быть отнесены к случайным величинам. Следовательно, определяя влияние загрязненности проволо„р кй и влажности флюса на критерий оценки условий сварки под флюсом, соответственно АН-348-А и АН-44 по водороду, тем самым определяют степень точности проводимой оценки. Испытания выпр.тнялись как под про- каленными так и непрокаленными флюсами,
55 использована проволока Св-08Г2С диаметром 4 мм в состоянии поставки и очищенная.
Испытания выполнялись по предлагаемому и по способу-прототипу. При этом значе35
ния Hjn соответствуют значениям содержания диффузионного водорода в металле Н шва, определяемым по способу-прототипу. Диффузионный водород определяли помещением пробы в эвдиометр со спиртом на 3 сут. В качестве водородсодержащего химического соединения использован гидрат окиси алюминия А1(ОН)з. Каждая молекула АГ(ОН)з содержит 3 атома водорода . Масса навески А1 (ОН)з, смешиваемой с металлом дополнительной пробы, составила мг, взвешивания навески выполнялись на весах 2 класса ВПР-200. Мольная масса А1(ОН)з составляет ,004 т/моль, следовательно количество молей водорода, вносимого
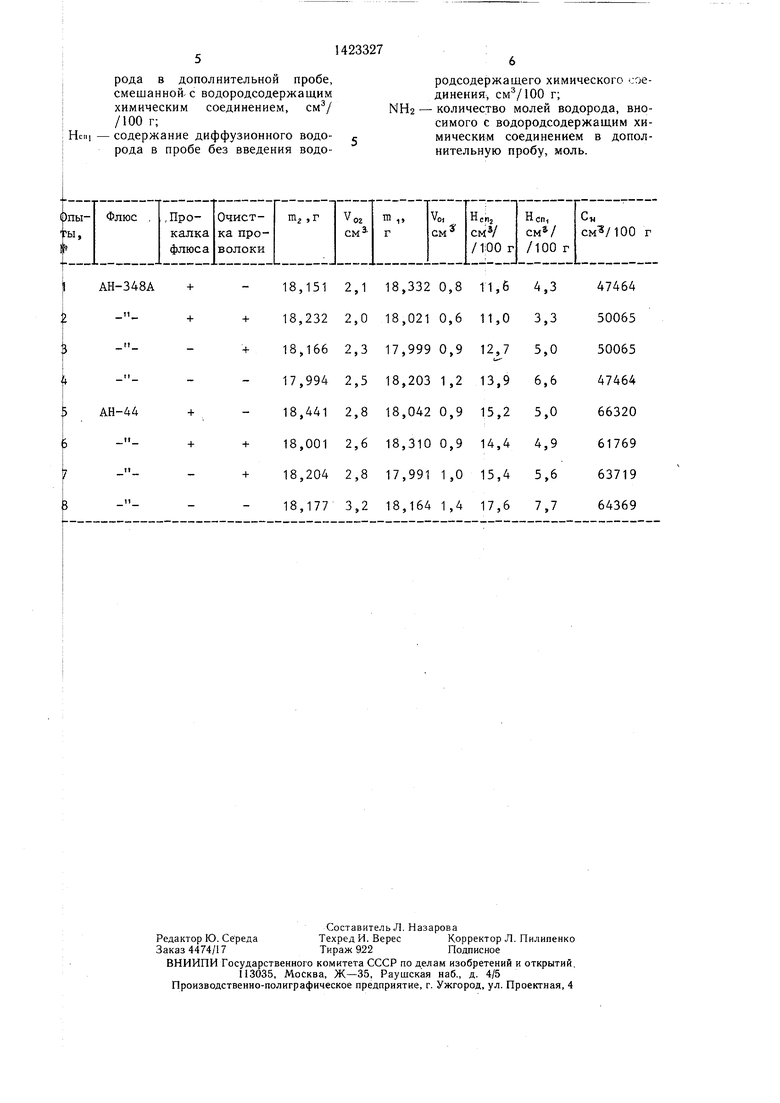
В условиях сварки под флюсом АН-348А получили Сн 48765 CM VlOO моль; АСн 2J%; ,8 см- /ЮО г; ,8%.
В условиях сварки под флюсом АН-44
(Г получили: С, 66044 CM VlOO моль; ДСн
3;2%; ,8 г; ,4%.
Как следует из полученных результатов насыш,ение металла шва водородом в условиях сварки под флюсом АН-348А меньше, чем в условиях сварки под флюсом АН-44, при сварке проволокой Св - 08Г2С па приведенных режимах. Следовательно, сварка под флюсом АН-348А предпочтительнее по сравнению со сваркой под флюсом АН-44 с точки зрения содержания водорода в
10
с водородсодержащим химическим соедине- 15 металле шва. Этот результат получен как
нием в дополнительную пробу, рассчитанноепри оценке по содержанию диффузионного
водорода в металле шва Нсп {АН-348А) 4,8 CMV100 г; Не,, (АН-44) 5,8 см / /100 моль, так и при оценке по предлагаемому способу С„ (АН-348А) 48765
но масса дополнительной и основной про- ° /100 моль; С (АН-44) 66044 CMVlOO моль.
бы, Vo2 и Voi - количество диффузионногоОтклонение от среднего значения при
оценке условий сварки по способу-прототипу в результате действия с.тучайных факторов, связанных с загрязненностью сварочпо формуле (2), сЬставило ,8X ХЮ моль.
Результаты оценки приведены в таблице. При этом значения т2 и Ш| - соответственводорода, выделившегося из дополнительной и основной пробы, определены экспериментально. Значения Нсп2 и Hch| рассчитаны
по формуле (1), а значения С - по фор- 25 ных материалов, составило ДНс. (АН-348А)
муле (3).
По результатам четырех опытов среднее значение содержания диффузионного водорода в металле шва, приходящееся на 1 моль вносимого в зону сварки водорода, определяют по формуле
20,8; АНсп (АН-44) 16,4%, а по предлагаемому способу ДСм (АН-348А) -- 2,7; ДСн (АН-44) 3,2%, это существенно меньше по сравнению со способом-прототипом, что свидетельствует о повышенной точности 30 оценки по данному способу.
Таким образом, предлагаемый способ оценки влияния условий сварки на содержа ние водорода в металле шва позволяет получить количественные данные, которые могут быть использованы при определении
-|-Си,c«VТаким образом, предлагаемый способ оценки влияния условий сварки на содержа ние водорода в металле шва позволяет получить количественные данные, которые могут быть использованы при определении
где Си, - содержание диффузионного водорода в металле шва, приходящееся на 1 моль вносимого водо- 35 порциального давления водорода в газовой рода в i-OM опыте, г. По результатам четырех опытов среднее значение содержания диффузионного водорода в металле шва определяют по фор40
фазе в исследуемых условиях сварки. Формула изобретения
муле (5), при этом значения Нсп, по предлагаемому способу соответствуют значениям Нем по способу-прототипу.
И
Г1сп
4
Способ оценки условий сварки по содержанию водорода в металле шва, при котором отбирают пробу из металла сварочной ванны в исследуемых условиях сварки и оп- (5)ределяют содержание диффузионного водорода, отличающийся тем, что, с целью повыгде Нсп, - содержание диффузионного водо- 45 шения точности оценки, производят отбор
дополнительной пробы, вводят в нее дозированное количество водородсодержашего химического соединения, в обеих пробах определяют содержание диффузионного водоророда в металле шва, полученное в
i-OM опыте, г. Отклонения содержания диффузионного водорода в металле шва, приходящегося на 1 моль вносимого в зону сварки водода, а влияние условии сварки на содержарода, и содержания диффузионного водоро- 50 ние водорода в металле шва оценивают да в металле шва по результатам четырехпо формуле
опытов определяют соответственно по формулам (6) и (7)
Нс112Нсп|
В условиях сварки под флюсом АН-348А получили Сн 48765 CM VlOO моль; АСн 2J%; ,8 см- /ЮО г; ,8%.
В условиях сварки под флюсом АН-44
получили: С, 66044 CM VlOO моль; ДСн
3;2%; ,8 г; ,4%.
Как следует из полученных результатов насыш,ение металла шва водородом в условиях сварки под флюсом АН-348А меньше, чем в условиях сварки под флюсом АН-44, при сварке проволокой Св - 08Г2С па приведенных режимах. Следовательно, сварка под флюсом АН-348А предпочтительнее по сравнению со сваркой под флюсом АН-44 с точки зрения содержания водорода в
25 ных материалов, составило ДНс. (АН-348А)
20,8; АНсп (АН-44) 16,4%, а по предлагаемому способу ДСм (АН-348А) -- 2,7; ДСн (АН-44) 3,2%, это существенно меньше по сравнению со способом-прототипом, что свидетельствует о повышенной точности 30 оценки по данному способу.
Таким образом, предлагаемый способ оценки влияния условий сварки на содержа ние водорода в металле шва позволяет получить количественные данные, которые могут быть использованы при определении
35 порциального давления водорода в газовой порциального давления водорода в га
фазе в исследуемых условиях сварки. Формула изобретения
да, а влияние условии сварки на содержа ние водорода в металле шва оценивают по формуле
Нс112Нсп|
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СВАРКИ ПОД ФЛЮСОМ | 2011 |
|
RU2465108C1 |
| Плавленый сварочный низкокремнистый флюс | 1988 |
|
SU1685660A1 |
| Керамический флюс для сварки низколегированных высокопрочных сталей | 1986 |
|
SU1706818A1 |
| Состав электродного покрытия для сварки низколегированных термоулучшенных сталей | 1986 |
|
SU1523292A1 |
| Способ испытания металла шва на склонность к образованию дефектов при сварке | 1982 |
|
SU1087290A1 |
| Способ подготовки флюсовой подушки под сварку | 1989 |
|
SU1691039A1 |
| КЕРАМИЧЕСКИЙ ФЛЮС-ДОБАВКА | 2012 |
|
RU2484936C1 |
| Порошковая проволока для сварки малоуглеродистых низколегированных сталей | 1985 |
|
SU1260160A1 |
| СВАРОЧНЫЙ ФЛЮС | 2001 |
|
RU2203787C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАВЛЕНОГО ФЛЮСА ДЛЯ СВАРКИ И НАПЛАВКИ | 1994 |
|
RU2070499C1 |
Изобретение относится к области сварки, в частности к способам оценки условии сварки по содержанию водорода в металле шва, и может быть применено при изготовлении сварных конструкций при оценке стойкости сварных соединений к холодным трешинам. Целью является повышение точности оценки. Для этого из металла сварочной ванны отбирают две пробы, в одну из них вносят дозированное количество водо- родсодержашего химического соединения. В обеих пробах определяют количество диффузионного водорода, массу проб. Рассчитывают содержание диффузионного водорода, приходящегося на 1 моль вносимого в зону сварки водорода. Влияние условий сварки на содержание водорода в металле шва оценивают путем сравнения содержания водорода для различных исследуемых условий сварки. Большему его значению соответствуют худшие условия сварки. 1 табл. i (Л
C. 100%;
( Нсп;Нсп)
дНсп -:-- L 100%
55
где С - содержание диффузионного водорода в металле шва, приходящееся на 1 моль вносимого в зону сварки водорода, CM VlOO моль; Нс,12 - содержание диффузионного водорода в дополнительной пробе, смешанной, с водородсодержащим химическим соединением, /100 г;
содержание диффузионного водорода в пробе без введения водородсодержащего химического соединения, г;
количество молей водорода, вносимого с водородсодержащим химическим соединением в дополнительную пробу, моль.
| Способ определения склонности к холодным трещинам сварных соединений | 1980 |
|
SU893470A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Козлов Р | |||
| А | |||
| Влияние условий сварки на содержание водорода в металле шва | |||
| - Сварочное производство, 1958, № 4, с | |||
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
