////////////////////////Л
14 ND
СО
оо
СП
сд
7//////////////////////
1Ч
tfup. 1
Изобретение относится к чистовой обработке в свободном потоке абразива и может быть использовано в машиностроительной промьшшенности для объемного полирования деталей сложного профиля.
Цель изобретения - уменьшение габаритов и повьшение производительности установки за счет принудительного обновления абразивной массы.
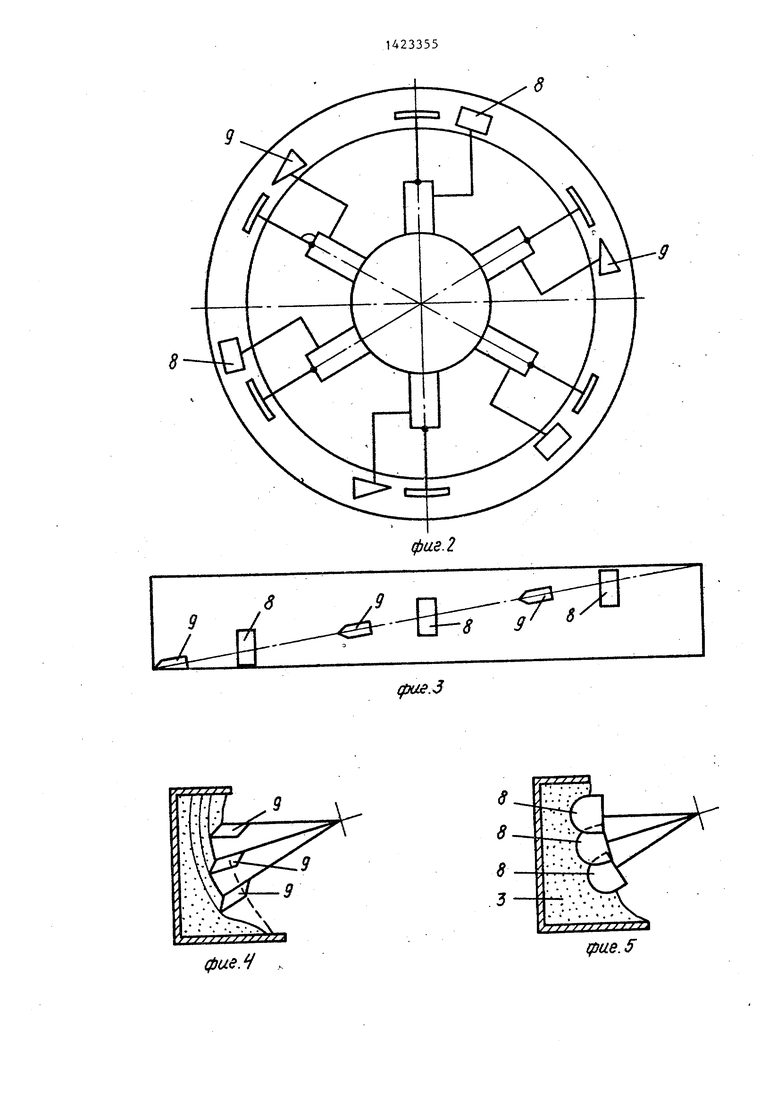
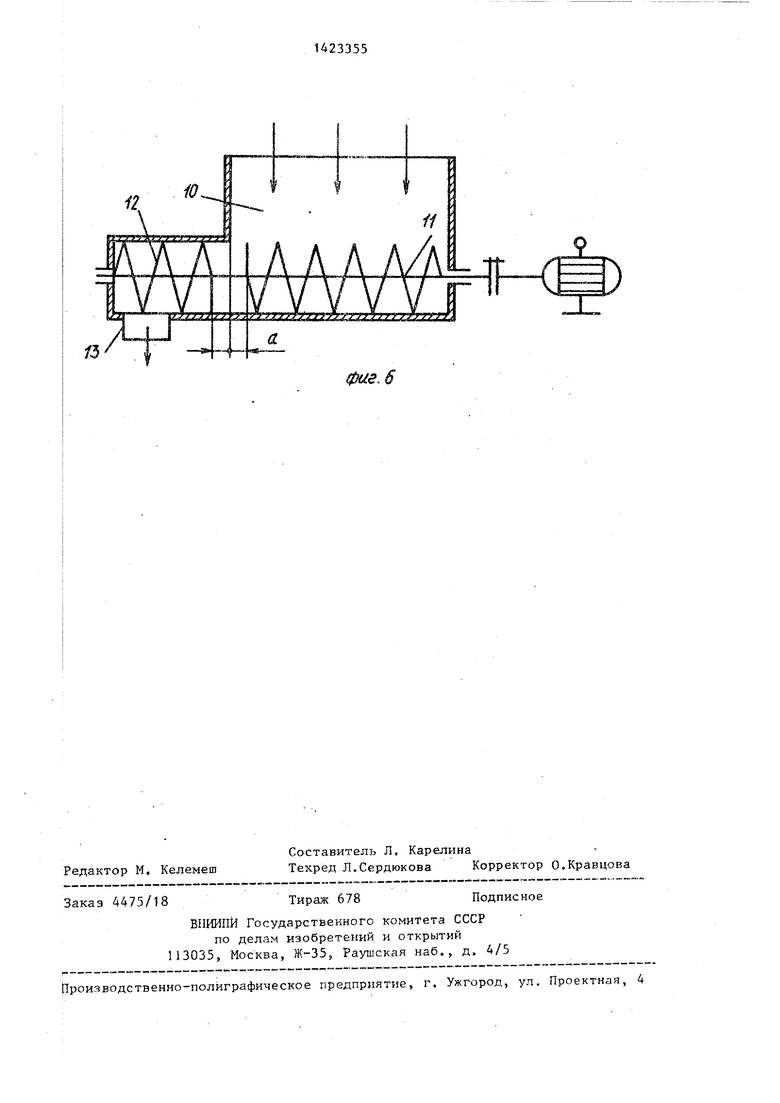
На фиг. 1 изображена схема устройства; на фиг. 2 - барабан,, вид сверху; на фиг. 3 - ра.звертка внут- ренней поверхности барабана (разме- щение лопаток и экранов); на фиг. 4 поперечное сечение барабана и рабочий слой массы с разме1ценнь ми в нем винтовыми лопатками; на фиг. 5 - рабочий слой массы с экранами; на фиг, 6 - питатель общий вид.
Установка содержит вращающийся вокруг оси 1 барабан 2 с абразивной массой 3j привод 4 барабана, внутри барабана размещены держатели 5 с деталями 6, перемещение держателей 5 осуществляется приводом 7. Внутри барабана 2 размещены рыхлители с эк- ранаг-ш 8 и винтовые лопатки 9. Над иарабаном установлен питатель, содержащий бункер 10, вспомогательный 11 и рабочий 12-шнеки, разделенные зазором а , разгрузочное окно 13, На карусели 14 размещены корпуса манипуляторов 15, внутри каждого корпуса размещен полый вал 16 и,толкатель 17, к полому валу 16 шарнирно прикреплен держатель 5 детали 6. Полый вал на другом конце имеет ксц антриковый рычаг с роликом 18. Ролик 18, взаимодействуя с кулаком 19, сообщает полому валу 16 .и держателю 5 возвратно- поворотное движение при вращении карусели. Кулак 20 неподвюкно закреплен на оси 21. Толкатель 17 оснащен роликом 225 который, взаимодействуя с кулаком 20, сообщает держателю 5 поворотное движение вокруг шарнира полого вала 16. Это положение повернтого держателя 5 показано с правой стороны карусели 14.
Установка работает следующим образом.
Оператор устанавливает деталь 6 на держатель 5 в положение загрузки, держатель - в верхнее положение.
0
5
0
5
0
5
0
5
0
5
С помощью ролика 18 и кулака 19 держатель 5 месте с деталью 6, не разгибаясь, поворачивается из вертикального в горизонтальное положение; Кулак 20 через толкатель 17 отпускает держатель 5 в рабочее положение, и обрабатываемая деталь начинает контактировать с рабочей массой, начинается обработка детали. В процессе обработки деталь с помощью ролика 18 и кулака 19 совершает возвратно-поворотное движение, при завершении оборота карусели кулак 19 через ролик 18 устанавливает держатель 5 в горизонтальное положение, а толкатель 17 поворачивает держатель 5, и с помощью ролика 18 и кулака 19 держатель 5 вместе с деталью 6. выводится из барабана 2 для перезагрузки деталей.
Рыхлители с экранами 8 поддерживают заданную плотность рабочего слоя абразивной массы, а также форму этой массы, что обеспечивает одновременную обработку нескольких поверхностей деталей. Винтовые лопатки 9, размещенные по винтовой линии между экранами, обеспечивают заданное перемещение абразивной массы вверх, Для пополнения абразивной массы из питателя в бункер дозирующего питателя 10 загружается абразивная масса 3 и с помощью вспомогательного шнека 11 перемещается к цилиндрической части бункера до зазора а, затем рабочий шнек 12 захватывает своим торцом массу и перемещает ее к разгрузочному окну 13, из которого масса попадает в барабан 2.
Формула изобретения
Устройство для абразивно-центробежной обработки деталей по авт.ев, № 1122489, отличающееся тем, что, с целью уменьшения габаритов и повышения производительности установки за счет принудительного обновления абразивной массы, устройство снабжено дозирующим питателем, установленным над барабаном и закрепленным на карусели наклоиньми лопатками, равномерно расположенными между манипуляторами и экранами, при этом лопатки и экраны установлены по винтовой линии.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для абразивно-центробежной обработки деталей | 1983 |
|
SU1122489A1 |
| МАШИНА ДЛЯ НАПОЛНЕНИЯ БАНОК РЫБОЙ | 2003 |
|
RU2252904C2 |
| Станок для шлифования торцевых поверхностей деталей | 1981 |
|
SU1116976A3 |
| Способ обработки деталей типа шнека | 1990 |
|
SU1815180A1 |
| Устройство для анодно-абразивного полирования и снятия заусенцев | 1987 |
|
SU1468697A1 |
| Устройство для абразивной обработки | 1971 |
|
SU456713A1 |
| Станок для электрохимического заострения деталей типа игл | 1980 |
|
SU887109A1 |
| Устройство для обработки деталей в псевдоожиженном абразиве | 1983 |
|
SU1252140A1 |
| СПОСОБ ОБРАБОТКИ ПЕРФОРАЦИОННЫХ ОТВЕРСТИЙ В ПОЛЫХ ЛОПАТКАХ ТУРБОМАШИНЫ И УСТАНОВКА ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2019 |
|
RU2710087C1 |
| МАШИНА ДЛЯ ОБЕСКРЫЛИВАНИЯ ЛЕСНЫХ СЕМЯН | 2000 |
|
RU2187926C2 |
Изобретение относится к чистовой обработке в свободном потоке абразива н может быть использовано в машиностроительной промышленности для объемного полирования деталей сложного профиля. Оно позволяет уменьшить габариты и повысить производительность установки. Установка содержит вращающийся барабан 2 с абразивной массой 3, внутри барабана размещены держатели 5 с обрабатывае- мьми деталями 6. Для обеспечения перемещения абразивной массы вверх внутри барабана установлены винтовые лопатки, равномерно размещенные по окружности, развернутые и смещенные вдоль винтовой линии. Пополнение барабана абразивной массой происходит из дозирующего питателя через вспомогательный шнек и рабочий шнек 12. 6 ил. а €
Г
фие.Н
фи.а.2
8
S
(ра.3
фае. 5
0tfe.6
| Устройство для абразивно-центробежной обработки деталей | 1983 |
|
SU1122489A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
