Изобретение относится к обработке деталей свободным абразивом и может быть использовано в машиностроительной и других отраслях промышленности для обработки деталей сложного профиля, преимущественно винтового, например шнека.
Цель изобретения.- повышение производительности и качества обработки путем интенсивного и равномерного воздействия абразива сразу на все обрабатываемые поверхности.
Показанная цель достигается тем, что на всей длине обрабатываемой ( шлифуемой ) поверхности, имеющей форму шнека, создают спиралеобразный, скоростной, воздушно-абразивный поток с периодическими завихрениями вблизи задних обрабатываемых поверхностей.
Шлифуемым поверхностям придают форму шнека в результате механической обработки или установкой обрабатываемых поверхностей по спирали. После чего шне- кообразную деталь устанавливают в цилиндрическую камеру, сообщают вращение и вдоль шлифуемых поверхностей осуществляют принудительную спиралеобразную . подачу абразива.
Новизна подачи заключается в том, что в полостях, образуемых венцом шнека и
корпусом рабочей камеры, создают вихревую воздушно-абразивную смесь путем вду- ва по крайней мере в нижний венец шнека струи воздуха, которую направляют под острым углом к оси шнека. При. этом последний погружают в абразив его передней частью.
Изобретение поясняется чертежом.
Обработку осуществляют следующим образом.
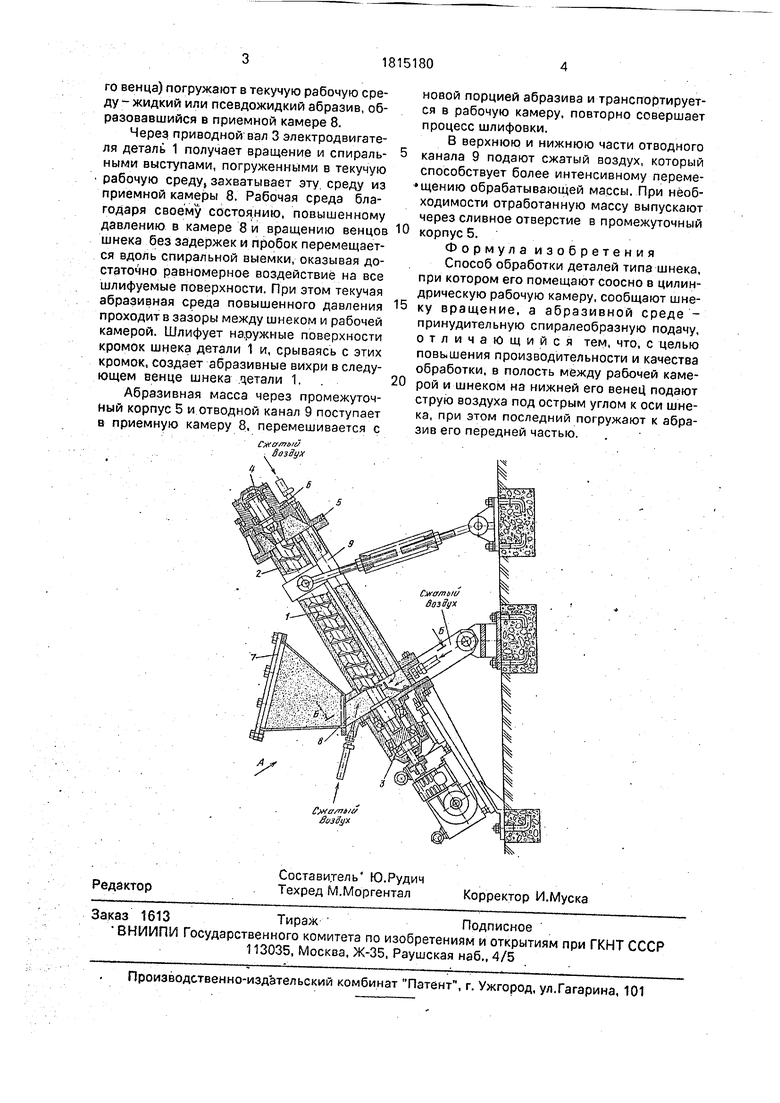
Обрабатываемой детали, в результате механической обработки или путем спирального размещения полируемых поверхностей, придают шнекообразную форму. Такую деталь 1 помещают в корпус рабочей камеры 2 и устанавливают нижним концом в отверстие приводного вала 3. Второй конец детали 1 поджимают центром 4, располагаемом в верхнем промежуточном корпусе 5 и стакане 6, которые соединяют с корпусом рабочей камеры 2.
Загрузочный бункер 7 заполняют обрабатывающей средой, например абразивом, который в приемной камере 8 превращают в жидкое или псевдожидкое состояние с помощью струи жидкости или воздуха подава- емой под острым углом к оси шнека детали 1, которую частично (минимум часть нижне(Л
00
«%
ел
&
со
о
го венца) погружают в текучую рабочую среду - жидкий или псевдожидкий абразив, образовавшийся в приемной камере 8.
Через приводной вал 3 электродвигателя деталь 1 получает вращение и спираль- ными выступами, погруженными в текучую рабочую среду, захватывает эту. среду из приемной камеры 8. Рабочая среда благодаря своему состоянию, повышенному давлению в камере 8 и вращению венцов шнека без задержек и пробок перемещается вдоль спиральной выемки, оказывая достаточно равномерное воздействие на все шлифуемые поверхности. При этом текучая абразивная среда повышенного давления проходит в зазоры между шнеком и рабочей камерой. Шлифует наружные поверхности кромок шнека детали 1 и, срываясь с этих кромок, создает абразивные вихри в следующем венце шнека детали 1.
Абразивная масса через промежуточный корпус 5 и отводной канал 9 поступает в приемную камеру 8, перемешивается с
CxfCf/пып ВозЗух
5
0
новой порцией абразива и транспортируется в рабочую камеру, повторно совершает процесс шлифовки.
В верхнюю и нижнюю части отводного канала 9 подают сжатый воздух, который способствует более интенсивному переме- щению обрабатывающей массы. При необходимости отработанную массу выпускают через сливное отверстие в промежуточный корпус 5.
Формула изобретения Способ обработки деталей типа шнека, при котором его помещают соосно в цилиндрическую рабочую камеру, сообщают шнеку вращение, а абразивной среде - принудительную спиралеобразную подачу, отличающийся тем, что, с целью повышения производительности и качества обработки, в полость между рабочей камерой и шнеком на нижней его венеЦ подают струю воздуха под острым углом к оси шнека, при этом последний погружают к абразив его передней частью.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СТРУЙНОЙ ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2167757C2 |
| Способ обработки свободным абразивом деталей типа шестерен | 1985 |
|
SU1348151A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ТЕКУЧИМ АБРАЗИВОМ ОТВЕРСТИЙ ДЛИННОМЕРНЫХ ДЕТАЛЕЙ | 2012 |
|
RU2501642C1 |
| Способ обработки деталей свободным абразивом и устройство для его осуществления | 1979 |
|
SU861025A1 |
| Способ обработки деталей абразивной средой | 1984 |
|
SU1273238A1 |
| Установка для струйно-абразивной обработки преимущественно деталей обуви | 1989 |
|
SU1682151A1 |
| СПОСОБ ОБЪЕМНОЙ ВИБРАЦИОННОЙ ОБРАБОТКИ | 1996 |
|
RU2101157C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ В ПСЕВДООЖИЖЕННОМ СЛОЕ АБРАЗИВА | 2001 |
|
RU2210484C2 |
| СПОСОБ ГИДРОРОТАЦИОННОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 1992 |
|
RU2014206C1 |
| Устройство для обработки деталей свободным абразивом | 1985 |
|
SU1323350A1 |
Использование: в машиностроении при полировании деталей. Сущность: детали типа шнека устанавливают соосно в цилиндрическую рабочую камеру, шнеку сообщают вращение, а абразивной среде с помощью струи воздуха спиралеобразную подачу под острым углом к оси шнека, причем струю воздуха подают в полость между рабочей камерой и шнеком, в нижний его венец. 1 ил.
| Устройство для абразивной обработки деталей | 1987 |
|
SU1450985A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
