(21)4090622/23-05
(22)09.07.86
(46) 15.09.88. Бюл. № 34
(71)Особое конструкторско-техноло- гическое бюро Орион при Новочеркасском политехническом институте им.С.Орджоникидзе
(72)С.И.Гончаров, Н.М.Мамаев, В.В.Кузнецов, Т.Г.Мшвениерадзе, Ю.Е.Пономарев и Р.А.Андрианов
(53)678.027(088.8)
(56)Техника переработки пластмасс. М.: Химия, 1985, с. 202-205.
Патент США № 4237082, кл. В 29 F 3/08, опублик. 1981.
(54)СПОСОБ ЭКСТРУЗИИ ТЕРМОШ1АСТО В
(57)Изобретение относится к технологии переработки пластмасс, в частности к способу экструзии термоплас тов. Способ позволяет повысить точность получаемых при экструзии изделий (снизить среднеквадратичное отклонение усадки с (7,07-15,67)10 до (0,76-2,71)-10-2% и колебание усадки с (13,85-30,71)-Ю-: до (1,48- .5,81) . Это достигается тем, что участки оформлякицей поверхности экструзионной головки охлаждают до различных тe mepaтyp по ависимости
Тр-е
+ Ts-d-e
., f, - g- V 1-е) I где
Т . - температура i-ro участка формующей поверхности головки; Тр - нижняя граница интервала плавления термопласта; Tj - температура выходного участка формующей поверхности ,на 5- -15К превыщающая температуру конди191о- нирования погонажного изделия. К; 1 - длина формующего канала головки, м; X - расстояние от входа в формующий канал до i-ro участка м; М - эм-, пирический коэффициент, равный 1,33- 3,0. 4 табл.,2 ил.
i
СО

| название | год | авторы | номер документа |
|---|---|---|---|
| АМОРФНАЯ, ПРОЗРАЧНАЯ ПЛАСТИНА ИЗ КРИСТАЛЛИЗУЕМОГО ТЕРМОПЛАСТА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1996 |
|
RU2164926C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОСРЕДСТВОМ ЭКСТРУЗИИ ДАЮЩЕГО УСАДКУ ИЗДЕЛИЯ ИЗ ТЕРМОПЛАСТА | 1989 |
|
RU2022790C1 |
| Экструзионная головка для переработки термопластов | 1981 |
|
SU954248A1 |
| МНОГОРУЧЬЕВАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЬНО-ПОГОНАЖНЫХ ПОЛИМЕРНЫХ ИЗДЕЛИЙ С ПРИМЕНЕНИЕМ УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ | 1998 |
|
RU2147989C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОЗРАЧНОЙ АМОРФНОЙ ПЛАСТИНЫ ИЗ КРИСТАЛЛИЗУЕМОГО ТЕРМОПЛАСТА И ПЛАСТИНА, ИЗГОТОВЛЕННАЯ ЭТИМ СПОСОБОМ | 1996 |
|
RU2169158C2 |
| НЕПРЕРЫВНЫЙ СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛИВНОЙ ТРУБКИ ДЛЯ КАПЕЛЬНОГО ОРОШЕНИЯ | 2005 |
|
RU2282534C1 |
| Головка экструдера для изготовления профильно-погонажных изделий | 1979 |
|
SU903174A1 |
| КОМПОЗИЦИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПОГОНАЖНЫХ ПОЛИВИНИЛХЛОРИДНЫХ ПРОФИЛЕЙ | 2001 |
|
RU2220164C2 |
| АМОРФНАЯ ПРОЗРАЧНО ОКРАШЕННАЯ ПЛАСТИНА ИЗ КРИСТАЛЛИЗУЕМОГО ТЕРМОПЛАСТА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ И ЕЕ ПРИМЕНЕНИЕ | 1996 |
|
RU2160666C2 |
| ДВУХКАНАЛЬНАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОЙ ОБЛИЦОВОЧНОЙ РЕЙКИ | 2000 |
|
RU2189314C2 |
4 Ю
СО 4
Изобретего е относится к технологии переработки полимеров экструзией и может быть использовано на предприятиях, вьшускаклцих погонажные изделия для машиностроения, мебельной промышленности и строительства.
Цель изобретения - повьшение точ- |ности размеров изделий. i Способ осуществляют следующим об- jpasoM.
I Пример 1. Экструдируют длинномерное изделие - обойму винтового насоса из гранулированной антифрикционной композиции состава, мае.ч.: Полиамид-610100
Минеральное масло10
Стеарат кальция3
Графит коллоидньй10
Технологические характеристики маериала:
ПТР 20-23 г/10 мин (Т 508К; Т 21,19Н);
нижняя граница равновесной температуры плавления материала равна
Тр 488 К; I
температура выходной зоны, равная
Tg 30IK, на 10К вьше Tei-шературы кондиционирования изделий, i Длина 1 формующего кан;1ла равна П,2 м.
Охлаждаемая зона экструзионной головки разбита на 10 равных по д,пи- не автономньк зон охлаждения. Температуру зоны определяют в середине зоны.
Дорн снабжен собственной системой охлажде1шя, позволяющей поддерживать необходимое распределение температур JHoro поля по его длине .
Распределение температ -рного поля Ьо длине мундштука и дорне. устана злиВают по зависимости
м-х
М Х
Т; Тр-е
x-f
+ Тр- (1-е
),
При эмпирическом кoэффи JJиeнтe М, равном U 1,33; 1,60; 3,0 и 5,0.
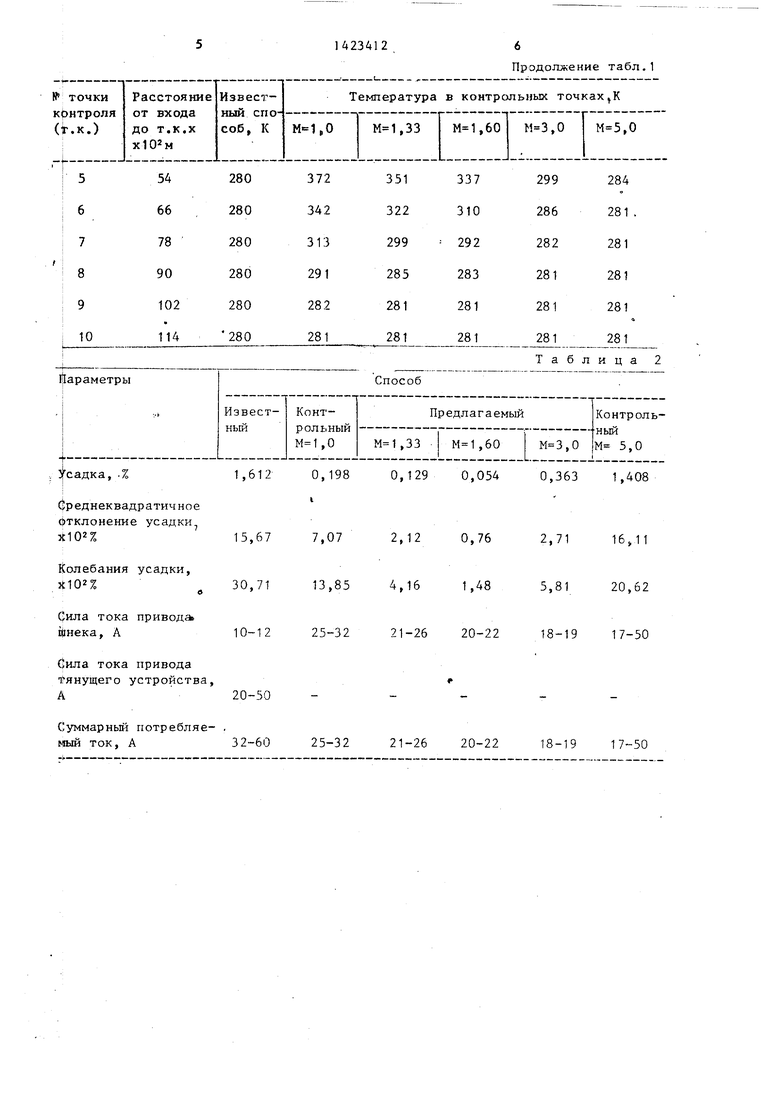
Температура контрольных, точек в центре участков формующих поверхнос- gg Тей приведена в табл. 1.
После кондиционирования изделий «амеряют их размеры и по известной методике определяют усадку, среднее ;арифметическое значение усадкиj -сред- г Меквадратичное отклонение и.колебание Относительно среднего значения.
В табл. 2 приведены параметры характеризующие точность проф,иля длинг
g
5
0
5
О
-
Q
5
g
г
номерных обойм, изготовленных по известному и предлагаемому способам, а также энергетические параметры процесса экструзии.
Пример 2. Из гранулированной антифрикционной композиции состава, мае«ч.:
Поли-ы-додекалактам (Полиамид-12)100
Минеральное масло10
Стеарат кальция3
Графит коллоидН.ЫЙ10
Экструдируют длинномерное изделие - обойму винтового насоса по примеру 1.
Геометрические параметры профиля: наибольшая толщина - 30 мм, наименьшая толщина - 6 мм.
Технологические характеристики материала:
ПТР 15-18 г/10 мин (Т 473 К; Р 21, l9H)i
нижняя граница равновесной температуры плавления материала равна Тр 448 К;
температура расплава на входе в экструзионную головку равна 473 К.
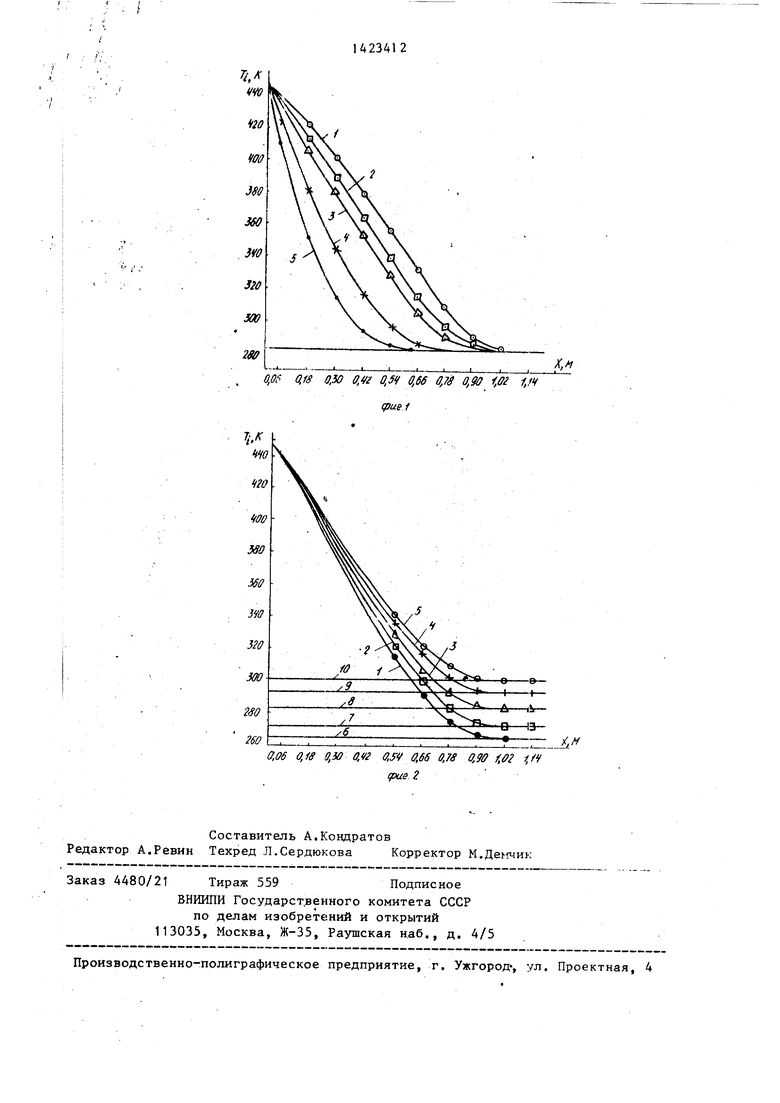
Распределение температурного поля по длине экструзиоиной головки устанавливают по предлагаемому способу при температуре вьо:одной зоны,равной Т„ 283 К, и эмпирическом козффио,
циенте М 1 (.кривая 1 на фиг. 1), М 1,33 (кривая 2 на фиг. 1), М 1,60 (кривая 3 Н5. фиг. 1), М 3,0 (кривая 4 на фиг. 1), М 5,0 (кривая 5 на фиг. 1). Охлажд,ение зк- струзионной головки по известному способу иллюстрирует кривая 6 на фиг. 1.
На фиг. 2 изображен график, характеризующий о слалзде«ие экструзионной головки по предлагаемой зависимости при эмпирическом коэффи1.щенте М - 1,60 и температуре выходной зоны, равной Tg 265К (кривая 1 на фиг.2), Тд 273К (кривая 2 на фиг.2), Tg 283К (кривая 3 на фиг.2), Tg 293К (кривая 4 на фиг.2), (кривая 5 на фиг„2), а также охлаждение головки по известному способу до температур 265К (прямая 6 на фиг. 2), 273К (прямая 7 на фиг.2), 283К (прямая 8 на фиг„ 2), 293К (прямая 9 на фиг, 2), ЗООК (прямая 10 на фиг.2).
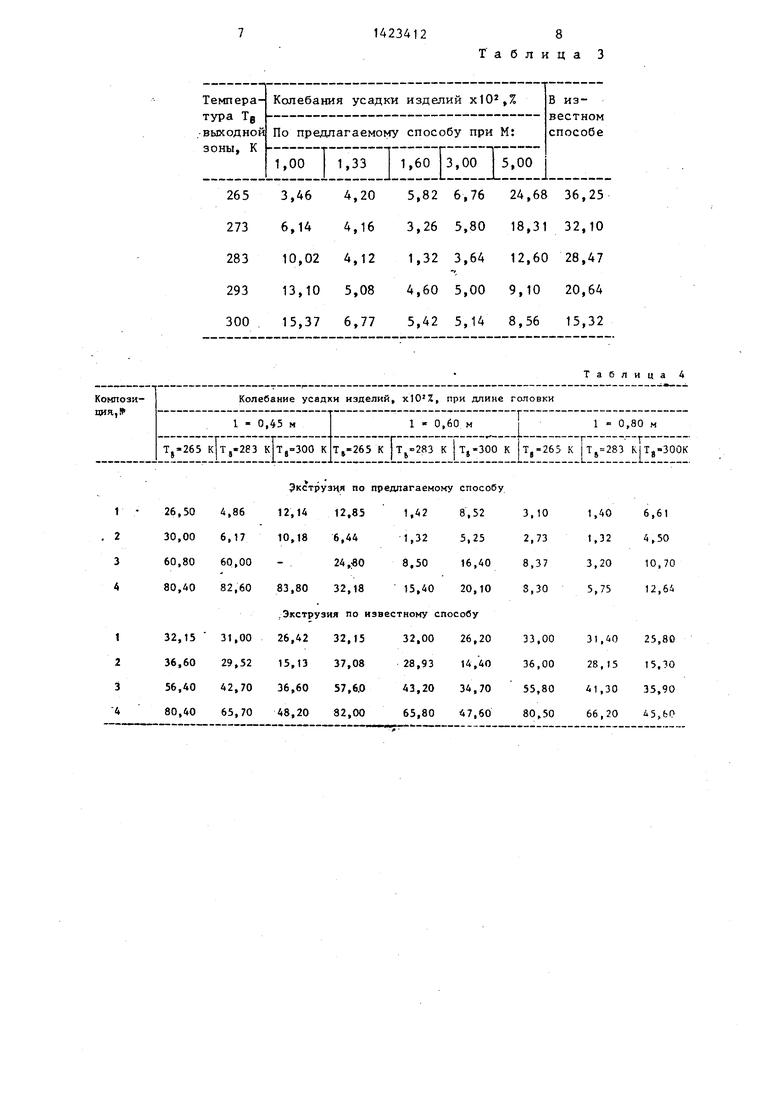
По методике примера 1 определялось колебание усадки. Значения колебания усадки для изделий, полученных по
1
предлагаемому и известному способам приведены в табл.3.
Пример З.С помощью экстру- зионных головок с мундштуками круглого профиля диаметром 21 мм и длиной 0,45; 0,60 и 0,80 м экструдируют приток из гранулированных композиций состава,м.ч.:
№ 1
1 I .
Полигексаметилен- себацинамид (По- лиамид-610)100
Графит коллоидный10Минеральное масло 10 Стеарат кальция 3 № 2.
Поли-бо-додекалатам
(Полиамид-12)100
Минеральное масло10
Стеарат кальция3
Графит коллоидный10
№О -
Полиэтилен низкой
плотности100
Минер.- льное масло100
Стеарат кальция20
№ 4..
Полиэтилен высокой .
плотности.100
Минеральное масло100
Стеарат кальция10
Экструзионные головки охлаждают по предлагаемой зависимости при М 1,60 и температуре выходной зоны , равной 265 К, 283К и ЗООК. Равновесная температура плавления матегриала для композиций № 1-4 соответственно равна 488К, 448К, 375К, 396К. Темпе- рагура расплава для композиций №№ 1на входе в головку соответственно равна 508К, 473К, 423К, 418К. Дпя
6 18 30 42
280 280 280 280
12
сравнения экструдируют пруток при неизменной скорости экструзии при охлазвдении головки по известному способу. По методике примера 1 определяют колебание усадки. Значения коле-, бания усадки приведены в табл. 4.
Формула изобретен и я
Способ экструзии термопластов, включающий подготовку расплава, B:J- давливание через удлиненную формующую головку с одновременным охлаждением в головке до температуры ниже темп ёратуры плавления термопласта, отличающийся тем, что, с целью повышения точности размеров изделий, участки оформляющей поверхности экструзионной головки охлаждают до различных температур по зависимости
Т
ТР-М-у
+ т. (1-е
м-х x-t
),
0
о
5
где Т. - температура i-ro-участка формующей поверхности головки, К; То - нижняя граница интервала
температур плавления термопласта, К;
Tg - температура выходного участка формукяцей поверхности, на 5-15 К превышающая температуру кондиционирования погонажного изделия. К; 1 - длина формующего канала
головки, м;
X - расстояние от входа в формующий канал до i-ro участка, MJ
М - эмпирический коэффициент, равный 1,33-3,0.
Таблица 1
477
455
429
. 402
Продолжение табл.1
Таблица 3
2eff
0,06 0,1$ 0,50 У,а 0,54 0,56 0,7 0,90 i,02 (pus. 1
260
ff,06 (« 0,iO О. /г 0,yV 0,66 0,78 OJO f,ff2 i,ff ipus 2
/,//
