Изобретение относится к области переработки пластмасс в изделия и может быть использовано при изготов. лении профильных погонажных изделий в различных отраслях промышленности, например в промышленности строительных материалов (при изготовлении накладок на проступи, используемых для отделки ступеней лестничных маршей) и химической промышленности.
Известна головка экструдера для изготовления многополостных профильных изделий, содержащая корпус,, матрицу и набор дорнов, образующих с матрицей и корпусом входной и формукадий каналы, причем каждый дорн выполнен в виде параллелепипеда с разделительными продольными пepe Iычкaми, расположенными под углом к продольной осИДорна, и имебт стержень с фигурной выточкой в средней части, ширина которого меньше ширины параллелепип да til.
Такая головка обеспечивает формование изделий сложноГ формы с полостями. Недостатком головки является сложность ее конструкции, обусловленная сложностью изготовления дорнов и их установки в корпусе головки.
Ближайшей по технической сложности и достигаемому результату к изобретению является головка эстру5 дера для изготовления профильно-погонажных изделий, содержащая корпус с каналом для подачи расплава термопласта, образованным подводящим распределительным и Формующим участ Q камиГ23.
В этой гОловке распределительный участок выполнен в виде треуг/эльной пластины, большая прямолинейная сторона которой расположена параллельно выходной щели головки, а две другие
15 стороны расположены симметрично относительно центральной оси и образованы вогнутыми кривыми.
Недостаток головки состоит в том, что она не позволяет изготавливать
20 изделия хорошего качества несиммет ричной Г-образной формы с бортиком
по короткой их стороне, поскольку в ней не обеспечивается равномерность распределения расплйва термопласта
25 по всей ширине формующей шели головки. .
Цель изобретения - повышение качества изделий несимметричной Г-образной формы с бортиком по- короткой
30 их стороне за счет обеспечения равно
мерности распределения расплава термопласта.
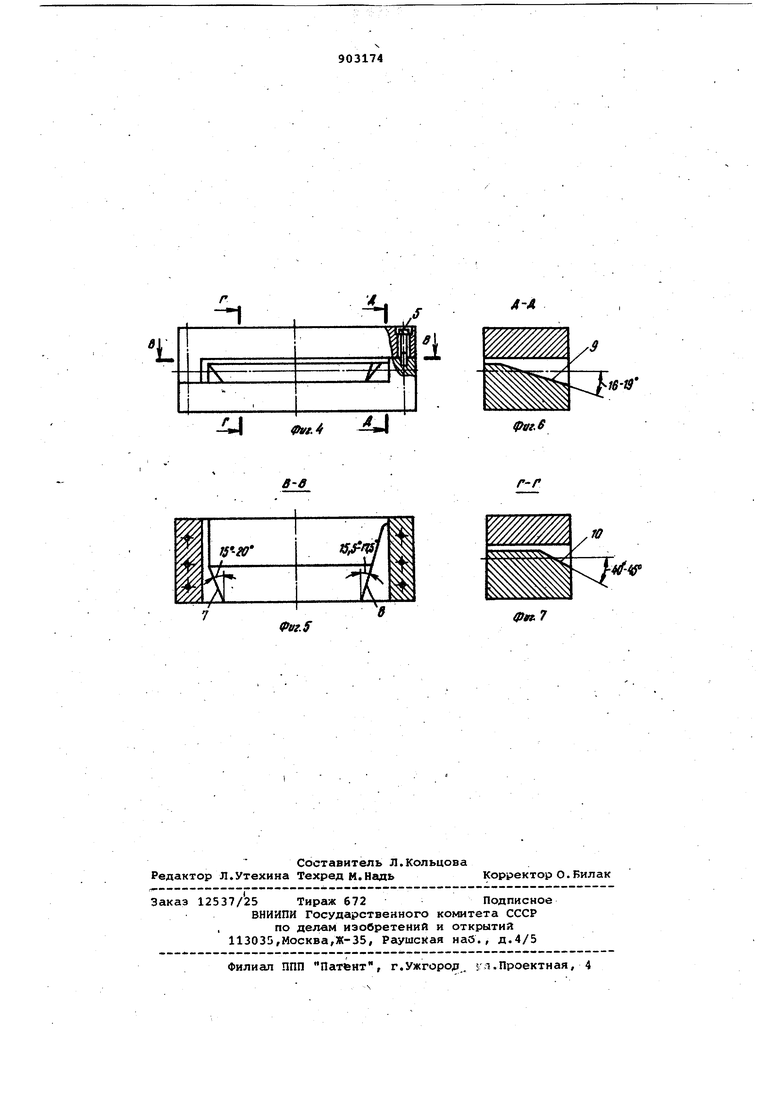
Достигается эта цель тем, что в головке экструдера для изготовления профильно-погонажньох изделий, содержащей корпус с каналом для подачк расплава термопласта, образованным подводящим, распределительным и формующим участкалт, кангш распределительного участка выполнен в сечении прямоугольным, переходящим в Г-образный. Причем стенка канала, напраляющая расплав термопласта на оформление бортика изделия, наклонена к вертикальной плоскости, проходящей через центральную ось головки, на 15-20, стенки канала направляющие расплав термопласта на оформление конца изделия, расположены на равно расстоянии от центральной оси головки и наклонены соответственно одна к вертикальной плоскости на 15,517,5, другая - к горизонтальной плоскости на 16-19, а стенка напр&вляющая расплав термопласта на оформление средней части изделия, наклонена к горизонтальной плоскости на 40-45 .
Благодаря выполнению распределительного участка головки с данной конфигурацией канала выравнивается скорость выхода расплава термопласт по всей ширине головки и обеспечивается качественное формование изделий несимметричной Г-образной фор№t.
На фиг. 1 изображена головка экструдера для получения профильнопогонажных изделий несимметричной формы, общий вид, поперечный разрез по центральной оси; на фиг.2 - вид А на фиг. 1; на фиг. 3 - вид Б на фиг. 2} на фиг. 4 - показан распределительный участок головки; на фиг. 5,6,7 - сечения распределительного участка на фиг. 4.
Головка к экструдеру содержит обогреваемые корпус 1 переходник 2, состоящий из нижней и верхней частей, и матрицу 3, включающую две полуматрицы, скрепленные болтами 4. Переходник 2 и матрица 3 стянуты болтами 5. Верхняя плоскость матрицы имеет пазы 6.
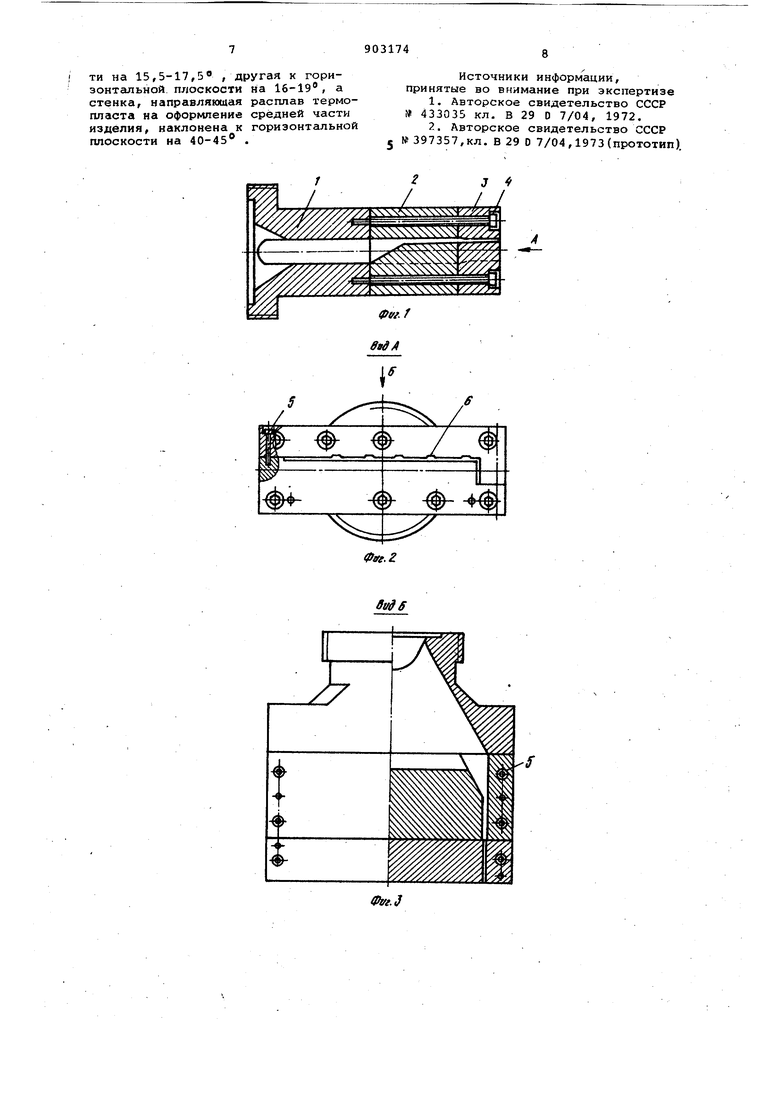
Канал головки для подачи расплава термопласта образован тремя участками: подводящим участком, расположенном в корпусе 1, распределительным участком переходника 2 и формующим участком, размещенным в матрице 3, Распределительный участок канала переходника 2 в поперечном сдчении (фиг.4,5,б,7)выполнен прямоугольным, переходящим в Г-образный, соответствуюи|ий профилю изделия . При этом стенка 7, направляющая расплав термопласта на оформление бортика изделия, наклонена к вертикальной плоскости, проходящей через центральную ось головки, на 15-20, а стенки 8,9, направляющие расплав термопласта на оформление конца изделия, наклонены соответственно одна к вертикальной плоскости на 15,5-17,5, а другая - к горизонтальной плоскости головки на 16-19 и расположены от оси на равном расстоянии, а стенка 10, направляющая
расплав термопласта в среднюю часть изделия, наклонена к горизонтальной плоскости на 40-45.
Головка работает следующим обра5 арм.
При работе экструдера расплав термопласта поступает в подводящий участок корпуса 1, затем в распределитель{Шй участок переходника 2, выра ниваQ Ехций скорость выхода расплава термопласта по всей ширине, и равномерно подается расплав в формуияций участок матрицы 3 головки, обеспечивая формовсшие несимметричного изделия 5 Г-образной формы хорошего качества.
В случае наклона стенки 7 к вертикальной плоскости, проходящей через центральную ось головки, на 21, уменьшается скорость течении расплава термопласта на этом участке канала до 0,4 м/мин, {нормальная скорость экструзии Of5 м/мин) в связи с этим наблюдаются разнотОлщиниость бортика изделия и его разрывы. При дальнейшем увеличении угла наклона стенки 7
5 к вертикал1 ной плоскости скорость течения расплава термопласта уменьшается до 0,2 м/Мин, в результате чего бортик изделия- не оформляется вообце.
0 Если стенка 7 наклонена к вертикальной плоскости на 14 и менее, то на данном участке канала повышается . скорость течение расплава термопласта до 0,6-0,7 м/мин, что приводив к образованию складок, наплывов, к искажению формы изделия и нарушению про цесса экструзии.
Если, стенка 8 наклонена к вертикальной плоскости, проходящей через
Q центральную ось головки, на 18 ,а стенка 9 наклонена к горизонтальной плоскости головки на 20, то на этих участках канала вовникают зоны замедленного течения расплава, край издее ЛИЯ разрывается, и нарушается его форма.
Если стенка 8 наклонена к вертикальной плоскости, проходящей через центральную ось канала на 15 и менее, а стенка 9 наклонена к горизон. Тсшьной плоскости головки на 15 , то «на данном участке канала увеличивается скорость течения расплава уермопласта до 0,6 м/мин, что приводит к образованию волнообразных складок
5 и нарушению процессе экструзии. Если стенка 10, направляющая расплав термопласта на оформление средней части изделия, наклонена к горизонтальной плоскости На 46° , то уменьшается скорость течения расплав термопласта в центральной части канала до О,4 м/мин, что приводит к уменьшению толщины изделия в средней части с последующим разрывом изделия в указанном месте. Если стенка 10 наклонена к гориэонтсшьной плоскости головки на 39 , то в центре канала распределительного участка увеличивается скорость течения расплава термопласта до 0,6 м/мин, увеличивается толщина изделия, образуются волнообразные складки, наплыва, и нарушается процесс экструзии. Пример. Было проведено испытание в работе головки экструдера для изготовления несимметричного Г-образного профильного изделия. Канал головки образован подводящим, распределительными и формующим участками, при этом для обеспечения равномерного выхода расплава термопласта по ширине формующей шели при формовании несимметричного Г-образного изделия канал распределительного участка выполнен прямоугольным переходящиту в Г-образный. Стенка 7, направляющая расплав термопласта на Зоны цилиндра
П
III
IV V 150 170 175 155
1 П га IV 140 155 170 170 о оформление бортика изделия, наклонена к вертикальной плоскости, проходящей через центральную ось головки на 20 , стенки 8,9 направляющие расплав термопласта на оформление конца изделия, наклонены одна - к вертикальной плоскости на 17,5 , ,а другая - к горизонтальной плоскости головки на 19. Стенки 8, 9 расположены от оси на равном расстоянии, а стенка 10, направляющая-расплав термопласта в среднюю часть изделия, образует с горизонтальной плоскостью 45° . Цель испытания заключалась в выявлении эффективности работы предлагаемой головки экструдера для изготовления несимметричного Г-образного профильного изделия, т.е. в обеспечении равномерного распределе ния расплава термопласта на всей ширине формующей щели. Испытания проводили на промышленном экструдере МАРО-130 с диаметром шнека 130 мм. Скорость экструзии 0,5 м/(лин. В качестве полимерного материала использовали компози ции на основе поливйнилхлорида (ПВХ) с добавкой модификаторов.В процессе экструзии материала в виде гранул в зонах цилиндра и формующей головки поддерживались следут ющие температурные режимы. С: Головка экструдера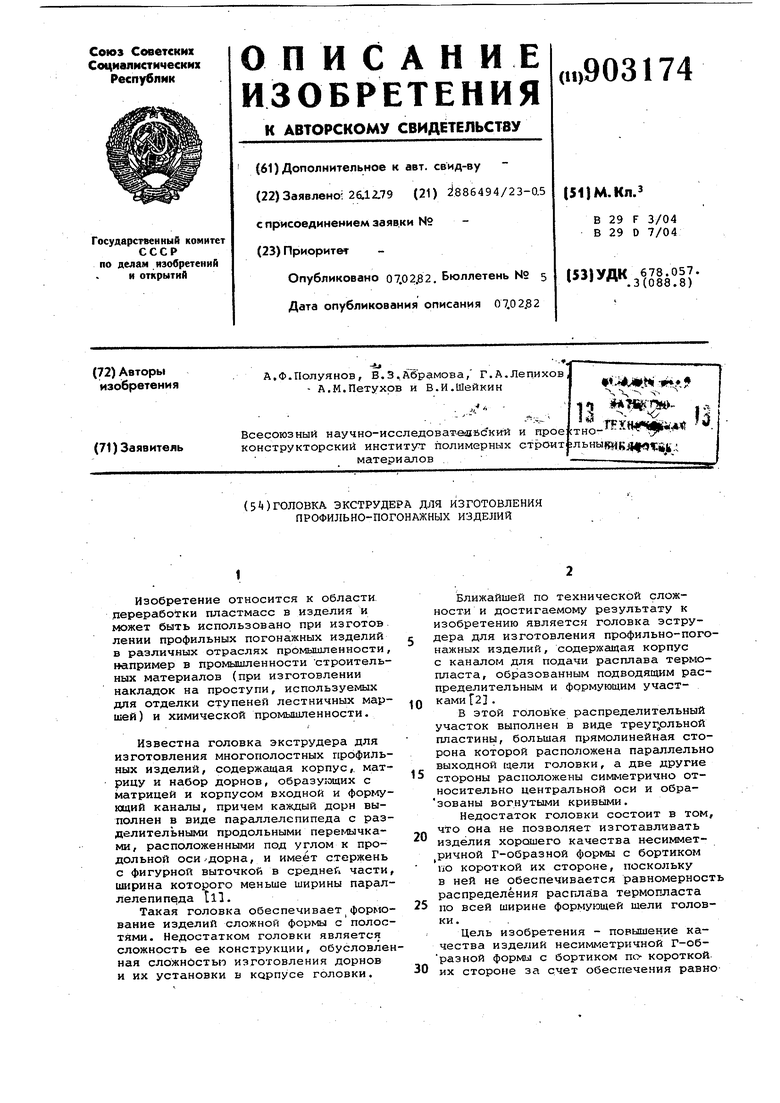
| название | год | авторы | номер документа |
|---|---|---|---|
| Плоскощелевая головка для экструзии термопластов | 1974 |
|
SU493363A1 |
| Экструзионный агрегат | 1987 |
|
SU1500498A1 |
| МНОГОРУЧЬЕВАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЬНО-ПОГОНАЖНЫХ ПОЛИМЕРНЫХ ИЗДЕЛИЙ С ПРИМЕНЕНИЕМ УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ | 1998 |
|
RU2147989C1 |
| Экструзионная головка для изготовления извитых изделий из термопластов | 1981 |
|
SU994283A1 |
| Способ регулирования толщины стенки трубчатого изделия из термопласта | 1981 |
|
SU939248A1 |
| ТРЕХРУЧЬЕВАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОГО СТРОИТЕЛЬНОГО ШТАПИКА | 2001 |
|
RU2194618C2 |
| ЭКСТРУЗИОННАЯ НАСАДКА, ПРЕИМУЩЕСТВЕННО ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВ СОТОВОГО ПОЛИКАРБОНАТА | 2013 |
|
RU2558116C2 |
| ЭКСТРУЗИОННОЕ УСТРОЙСТВО И СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТИКОВЫХ ПОЛЫХ ПРОФИЛЕЙ ПО МЕНЬШЕЙ МЕРЕ С ОДНОЙ ЗАПОЛНЕННОЙ ПЕНОЙ ПОЛОЙ КАМЕРОЙ | 2000 |
|
RU2243094C2 |
| Устройство для изготовления погонаж-НыХ издЕлий из дРЕВЕСНыХ МАТЕРиАлОВ | 1979 |
|
SU808336A1 |
| Устройство для изготовления пластмассовых профильно-погонажных изделий переменного сечения | 1986 |
|
SU1344618A1 |
Благодаря использованию .головки экс трудера предлагаемой конструкции бы- ло обеспечено выравнивание скорости течения расплава термопласта по всей ширине головки экструдера для получения изделия несимметричной Г-образной формы жесткого типа.
Размягченное изделие, вытекающее из головки экструдера, поступало в калибратор, з.афем автоматически .с помощью тянульно-отрезного у етройства изделие разрезалось на мерные отрезки и поступало на приемный стол накопитель.
Получена опытно-промышленная партия изделия - накладка на проступь жесткая. Наклалка используется в строительстве при отделке ступеней лестничных маршей.
Использование распределительного участка канала головки с предложенными конструктивными решениями обеспечивает равномерность выхода расплава термопласта по ширине формующей щели и возможность формования изделий несимметричной Г-образной .
о -Формула изобретения
Головка экструдера для изготовления профильно-погонажных изделий,, содержащая корпус с каналом для подачи расплава термопласта, образованным подводящим, распределительным и формующим участками, отличающаяся тем, что, с целью повышения качества изделий несимметричной Г-образной формы с бортиком по короткой их стороне за счет обеспечения равномерности распределения расплава термопласта, канал в распределительного участка выполнен в сечении прямоугольным, переходящим в Г-о5разный, причем стенка канала, направляющая расплав термопласта на оформление бортика изделия, наклонена к вертикальной гшоскости, проходящей через центргшьную ось головки, на 15-20 , стенки канала направляющие расплав термопласта на оформление конца изделия, расположены на равном расстоянии от централь-, ной оси головки и наклонены соответ5 .ственно одна к вертикальной плоскости на 15,5-17,5 , другая к горизонтальной плоскости на 16-19°, а стенка, направляххцая расплав термопласта на оформление средней части изделия, наклонена к горизонтальной плоскости на 40-45 .
Источники информации, принятые во внимание при экспертизе
5 № 397357,кл. В 29 О 7/04 ,1973 (прототип).
L
J
Фиг. 4
A-A
Фаг. 6
8-6
Г-Г
.S
Ф 7
