(St) ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ПЕРЕРАБОТКИ ТЕРМОПЛАСТОВ
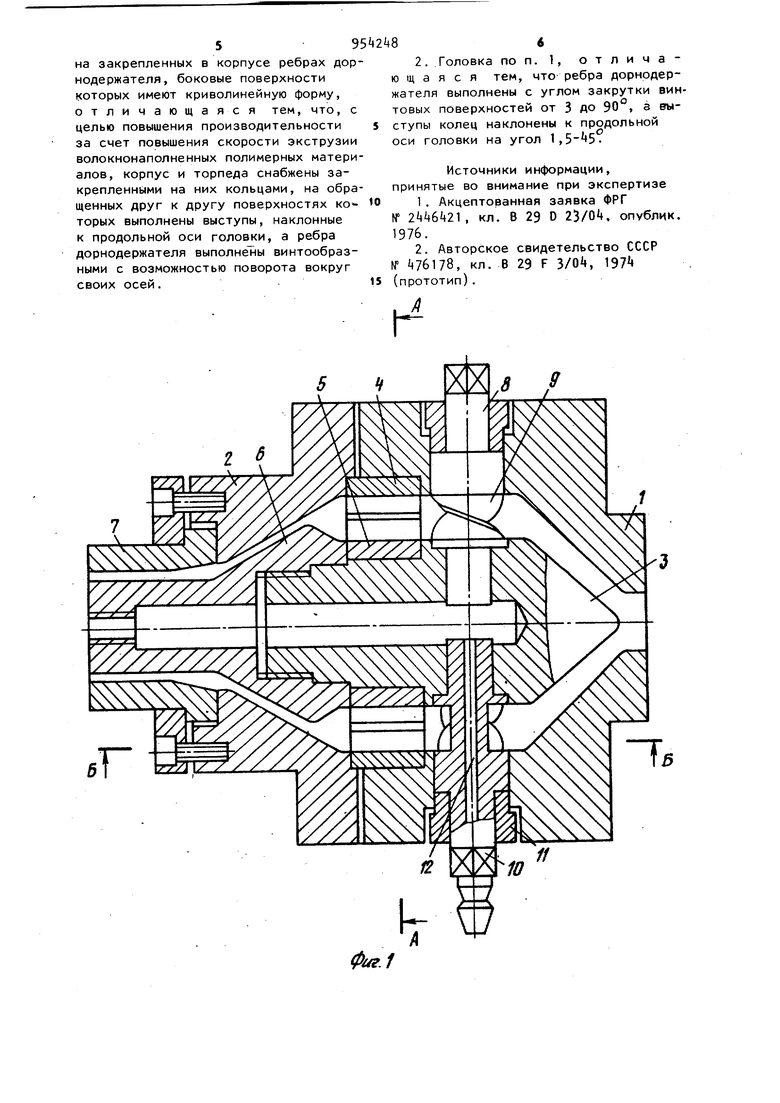

Изобретение относится к переработке термопластов в изделия, а именно к устройствам, предназначенным для производства труб и других погонажных изделий из волокнонаполненных материалов, преимущественно представляющих отходы производства синтетических волокон и производства искусственного меха. Известна экструзионная головка для производства труб и погонажных изде- ЛИЙ, содержащая корпус с входным отверстием для термопласта, матрицу, с профильным каналомj распределителями потока расплава (ребрами дорнодерн ателя) во внутренней полости корпуca.W. Недостатком известной головки является низкое качество изделий из-за перегрева материала на ребрах дорнодержателя, связанного с торможением расплава. Наиболее близким к - предлагаемому по технической сущности и достигаемому результату является экструзионная головка для переработки термопластов, содержащая корпус, торпеду и дорн, смонтированные на закрепленных в корпусе ребрах дорнодержателя, боковые поверхности которых имеют криволинейную форму 2J . ; Недостаток данной экструзионной головки состоит в том, что выступы и впадины ребер дорнодержателя заполняются деструктированным полимером, а при использовании такой головки при экструдировании изделий (труб) из волокнонаполненных полимеров будет происходить наращивание слоя волокна на ребрах, вызывая необходимость в периодических чистках (оловки и ее разборках для этого. Цель изобретения - повышение производительности за счет повышения скорости экструзии волокнонаполненных полимерных материалов. Для достижения поставленной цели в экструзионной головке для перерабо ки термопластов, содержащей корпус, торпеду и дорн, смонтированные на закрепленных в корпусе ребрах дорнодержателя, боковые поверхности которых имеют криволинейную форму, согласно изобретению, корпус и торпеда снабжены закрепленными на них кольца ми, на обращенных друг к другу поверхностях которых выполнены выступы наклонные к продольной оси головки, а ребра дорнодержателя выполнены вин тообразными с возможностью поворота вокруг своих осей. Кроме того, ребра дорнодержателя выполнены с углом закрутки винтовых поверхностей от 3 до 90, а выступы колец наклонены к продольной оси головки на угол 1,. На фиг. 1 изображена экструзионная головка, продольный разрез; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1. Головка содержит корпус 1 и обойму 2, внутри которых установлены тор педа 3, наружное k и внутреннее 5 кольца, дорн 6. К обойме 2 крепится матрица 7, образую1Дая с дорном 6 фор мующий канал. Торпеда 3 с закрепленным на ней кольцом 5 и дорном 6 опирается на равномерно расположенные по окружности ребра 8 дорнодержателя установленные в радиальных цилиндрических отверстиях корпуса 1. Ребра 8 дорнодержателя в месте контакта с расплавом выполнены с винтообразными поверхностями 9 с углом закрутки от 3 до 90 . За пределами корпуса 1 головки, ребра 8 имеют поверхности 10, сопрягающиеся с устройством (не пока зано для их поворота в радиальных отверстиях корпуса 1 и торпеды 3 на произвольный угол, например 180. Ра диальное перемещение ребер 8 огранич вается втулками 11. В одном из ребер 8 выполнен., канал 32 для подвода ком муникаций. Кольца и 5 имеют выступы 13 и Т4 соответственно правого и левого направления поворота относительно продольной оси головки. Наруж ное 15 и внутреннее 16 поперечные сечения ребер 8 совместно с выступами 1 наружного и выступами 13 внутреннего колец повернуты относительно осевой плоскости головки на равны углы (х , соответственно влево и вправо, образуя концентрически расположенные пересекающиеся в пространстве каналы 17 и 18. При существующих скоростях прохождения полимера через головку поверхность ребра с углом закрутки менее jo (1°зо к оси головки) и каналы образуемые выступами колец с наклоном менее 1 ЗО, не будут существенно отклонять поток полимера. Также угол закрутки пера более 90 (5 к оси головки) и каналы, образуемые выступами колец с наклоном более kS. будут вызывать значительное гидравлическое сопротивление, влекущее локальное повышение температуры и турбулентность потока. Экструзионная головка работает следующим образом. Экструдируемый материал поступает в головку, обтекая торпеду 3, проходит между ребрами 8 дорнодержателя, получая перекрестный сдвиг верхних и нижних слоев материала за счет винтообразной формы ребер 8 и каналов 17 и 18 на кольцах 4 и 5- При накоплении на фронтальных гранях ребер 8 прядей волокон, создающих значительное гидравлическое сопротивление, производится поворот ребер В вокруг оси, что позволяет потокам материала смыть с кромок перьев задерживающиеся волокна. Повышение прочностных характеристик изделий происходит за счет перекрестного распределения волокон по объему, которое более эффективно армирует изделие, чем параллельное распределение , получаемое в известных головках. Введение поворотных ребер, а также наложение на них, кроме задачи поддержания дорна, дoпoлниteльнoй функции в виде изменения направления потока полимера по слоям, чем обеспечивается перекрестное тангенциальное смещение этих слоев, позволяет перерабатывать в изделия полимеры, высоконаполненные неплавким волокном, и одновременно значительно повышать прочностные характеристики изделий. Формула изобретения 1 . Экструзионная головка для переработки термопластов, содержащая корпус, торпеду и дорн, смонтированные
на закрепленных в корпусе ребрах дорнодержателя, боковые поверхности которых имеют криволинейную форму, отличающаяся тем, что, с целью повышения производительности за счет повышения скорости экструзии волокнонаполненных полимерных материалов, корпус и торпеда снабжены закрепленными на них кольцами, на обращенных друг к другу поверхностях ко торых выполнены выступы, наклонные к продольной оси головки, а ребра дорнодержателя выполнены винтообразными с возможностью поворота вокруг своих осей.
Источники информации, принятые во внимание при экспертизе
№ (}k2} , кл. В 29 D 23/Oit. опублик. 1976.
1
