Д«
J/
J7.5-9.
// /
f/ 7,2J6,7 аг.Э
сл
to
оо
О5
оо
1чЭ
гч
бирает кассету с деталями на ук. пашиш позиции и переносит ее по г аннам согласно циклограмме, а затем опускает на опоры 7 подвижной рамы на 1ич)елат()чпой ванне. В этот момент нключается подача чистой гюды и нри немощи прннода начинается перемен1ение по ванне. il()i обработке деталей сложной формы н момент загрузки ванны электродные штанги 36 и кассета 32 первоначально раздпнгаются в подвижных грузоопорах на максимальное расстояние для обес(гечения удобства загрузки, а после загрузки они устаиап- ливаются на оитимальном расстоянии от об- рабатываемы.х деталей. Все неподвижные опоры 7 и подвижные опоры расположены
на продо.пыюи напраплякипеи внешнего каркаса Г)(). ичмеисннп номенклатуры обраПатываемых .ч la.ien все навесные модули персносиься на граиспортные кронштейны М автооп(,Ч1аторами 3 или 4, уста- ианлиЕтаются над корпусами панн в требуе- Miiix места.х п otiojiax 7, на каркасе 50 и тн напрар ;1ЯЮН1ей и зажимаются вингга- ми. Корпуса панн могут перестамляться внутри каркаса 50 ,:|инии применительно к новой те.хнологии. Конструкция данной автоматической линии позволяет совместить передачу обрабатываемых деталей из одного ряда R другой, оПсснсчинает возможность оперативной адантпции структуры лииии к изменяюн1имся условиям г|роизводст)а. 8 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая гальваническая линия | 1986 |
|
SU1344821A2 |
| Автоматическая гальваническая линия | 1985 |
|
SU1435669A2 |
| Автоматическая гальваническая линия | 1986 |
|
SU1366558A2 |
| Автооператорная гальваническая линия | 1987 |
|
SU1423633A2 |
| Безотходная гибкая автоматическая гальваническая линия | 1990 |
|
SU1798392A1 |
| Автооператорная гальваническая линия | 1985 |
|
SU1330217A2 |
| Гибкая автоматическая гальваническая линия | 1991 |
|
SU1787177A3 |
| Автоматическая гальваническая линия | 1984 |
|
SU1232709A2 |
| Автоматическая гальваническая линия | 1983 |
|
SU1139772A1 |
| АВТООПЕРАТОРНАЯ ГАЛЬВАНИЧЕСКАЯ ЛИНИЯ | 1990 |
|
RU2013472C1 |



Изобретение относится к оборудованию для нанесения гальванических покрыгий. Цель изобретения - повьииение нрои:и)одителы1ости и технологической гибкости путем расширения функциональных позмож ноете и. Автоматическая гальваническая линия состоит л рядов nanF 1 и 2, антооиераюроп 3 и 4, иередаючной ванны, I перхпей части которой установлена иод вижная рама с оиорами 7 для кассет. В начале первого ряда ванн находится полиция для загрузки и разг)узки кассет. Технологическая кассега 32 содержит пластину с транспортными кронштейнами 34. К пластине крепится рама 35 с обраба- т1 1наемыми деталями или навесными технологическими модулями. Автоонератор 3 за
1
Изобретение oTHOcHtcH к оборудованиям для нанесения гальванических покрытий, В частности к гальва11Ическим автоматическим линиям.
Цель изобретения - повышение производительности и технологической гибкости путем расширения функциональных возможностей.
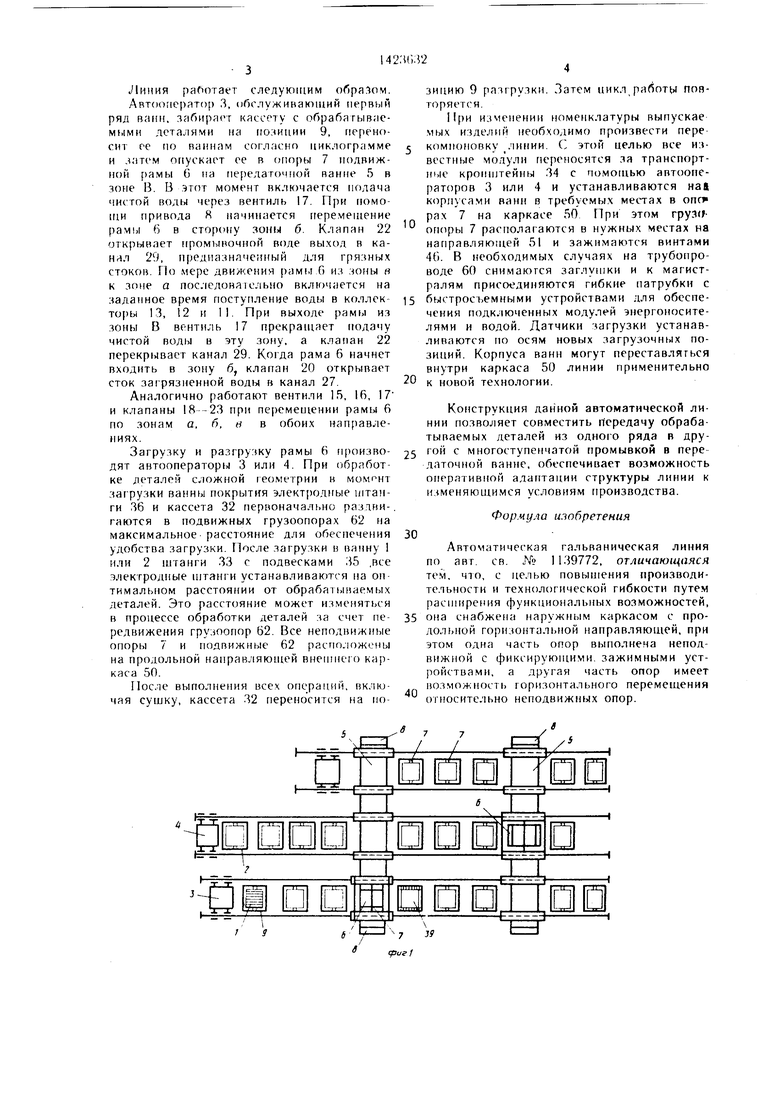
На фиг. 1 изображена автоматическая гальваническая линия, обший вид, план; на фиг. 2 - передаточная ванпа ; на фиг. 3 - вид с торца на линию, на фиг. 4 - узел I па фиг. 3; на фиг. 5 - вид А на фиг. 4; на фиг. 6 - внешний каркас; на (()иг. 7 - кассета; на фиг. 8 - подвижные грузо- опоры.
Автоматическая гальваническая линия состоит из рядов ванн I и 2, автооператоров 3 и 4, передаточной ванны 5, разделенной на зоны а, fi, в. В верхней части передаточной ванны 5 установлена рама 6 с опорами 7 для технологических спутников-кассет. Рама 6 приходит в движение от цепного реверсивного привода 8. В начале первого ряда ванн установлена позиция 9 для загрузки и разгрузки кассет. Чистая вода подводится к передаточной ванне по трубопроводу 10. В зо нах п. б и а ванны 5 помешены коллекторы 11, 12, 13 с форсунками 14 для распыления воды. Подача чистой воды из трубопровода 10 к коллекторам 11, 12 и 13 осуществляется через автоматические р енти- ли 15, 16 и 17. В донных частях зон а, б, в ванны 5 установлены автоматические клапаны (18- 23). Зоны ванны а и б, а также б и а в нижней части разделены покатыми двухскатными перегородками 24, образующими сливные карманы ,Вьшод использованной промывной воды из
сливных карманоп зон а, б и в ванны 5 осун1ествляется автоматическими к.чананами в каналы 25- 30. Антоонераторьг 3 и 4 уста1 ав. 1ивак)гся на нутях 31. ТСхнологическая кассета 32 содержит пластину 33 с транспортными К1к)иштейнами 34. К ii,iac- тине (штанг е) 33 крепится рама 35 с обрабатываемыми деталями или навесными технологическими модулями. Электродные штанги 36 несут на себе аноды 37 и транспортные кронн1тейны 34. Для переноски кассет 43, анодн1 1х штанг 36 и навесных технологических модулей за транспортные кронп1тейны 34 служат грузозах- ваты 38 автооператора i5 . Для хранения кассет 32 и штанг 36 служат юзиции-накопители 39. К опоре 7 крепится датчик 40 загрузки.
Опора 7 состоят из нрич мной призмы 41, изготовленной заодно со скобой 42. Внутри скобы 42 Г1омен1аются текстолитовые пластины 43 и 44 и прижимная планка 45. В нижней части скобы 42 установлен прижимной пинт 46. Кассета 32 содержит вертикальную пластину 47 для связи штанги 33 с транспортнымн к)онштейнами 34.
Для установки в грузооноры 7 служат упоры 48, прикрепленные к игганг е 33. Ограничители 49 нрепятствуют осеному смещению кассеты 32 в слюрах 7.
Каркас 50 состоит из 1 о|)изонта.1ьных направляющих планок 51, предназпаченпых
для крепления опор 7. Нан)авляюшие 51 крепятся к стойкам 52, которые связаны между собой ве)Ш1ми 53 и нижними 54 связями. На стойках 52 установлены кронштейны 55- -59 для крепления трубопроводов 60 и токовых шииопроводов 61. Подвижные грузоопоры 62 снабжены приводом 63.
Линия работает следующим ortpa: OM.
Автооператор 3, ()бслужиЕ аю1иий первый ряд ванн, забирает кассету с обрабатываемыми деталями на Г1о;1ииии 9, переносит ее по ваннам согласно циклограмме и .чатем опускает ее в опоры 7 нодвиж- иой рамы 6 на передаточной ванне 5 в зоне В. В этот момент включается подача чистой воды через вентиль 17. При помощи привода 8 начинается перемещение рамы 6 в сторону зоны б. Клапан 22 открывает промывочной воде выход в канал 29, предназначенный для грязных стоков. По мере движения рамы б из зоны в к зоне а последонялсльно включается на заданное время поступление воды в коллекторы 13, 12 и 11. При выходе рамы из зоны В вентиль 17 прекран1ает подачу чистой воды в эту зону, а клапан 22 перекрывает канал 29. Когда рама 6 начнет входнть в зону б, клапан 20 открывает сток загрязненной воды в канал 27.
Аналогично работают вентили 15, 16, 17 и клапаны 18-23 при перемеп1ении рамы 6 по зонам а, б, в в обоих направлениях.
Загрузку и разгрузку рамы 6 производят автооператоры 3 или 4. При обработке деталей сложной еометрии в момонт загрузки ванны покрыткя электродные штанги 36 и кассета 32 первоначально раздни-. гаются в подвижных грузоопорах 62 на максимальное расстояние для обеспечения удобства загрузки. После загрузки в ванну 1 или 2 штанги 33 с подвесками 35 ,все электродные Н1танги устанавливаются на оптимальном расстоянии от обрабатьшаемых деталей. Это расстояние может изменяться в процессе обработки деталей за счет передвижения грузоопор 62. Все неподвижные опоры 7 и подвижные 62 расно.-южсны на продольной нанравляюн1ей внен1него каркаса 50.
После выполнения всех операций, включая сушку, кассета 32 переносится на по-- в:
S
зицию 9 разгрузки. Затем иикл работы повторяется.
11)и изменении номенклатуры выпускае мых изделий необходимо произвести перекомпоновку линии. С этой целью все известные мод ули переносятся за транспортные крорццтейны 34 с помощью автооператоров 3 или 4 и устанавливаются нав к 1рпусами ванн в требуемых местах в опо pax 7 на каркасе 50 При этом груЗ(1опоры 7 располагаются в нужных местах на направляющей 51 и зажимаются винтами 46. В необходимых случаях на трубопроводе 60 снимаются заглупти и к магистралям присоединяются гибкие патрубки с
быстросъемными устройствами для обеспечения подключенных модулей энергоносителями и водой. Датчики загрузки устанавливаются по осям новых загрузочных позиций. Корпуса ванн могут переставляться внутри каркаса 50 линии применительно
к новой технологии.
Конструкция дан ной автоматической линии позволяет совместить передачу обрабатываемых деталей из одного ряда в дру- гой с многоступенчатой промывкой в пере даточной ванне, обеспечивает возможность оперативной адаптации структуры линии к изменяюшимся условиям производства.
Формула изобретения
Автоматическая гальваническая линия по авт. св. № 1139772, отличающаяся тем, что, с целью повышения производительности и технологической гибкости путем расширения функциональных возможностей, она снабжена наружным каркасом с продольной горизонтальной направляющей, при этом одна часть опор выполнена неподвижной с фиксирующими, зажимными устройствами, а другая часть опор имеет возможность горизонтального перемещения
относительно неподвижных опор.
дзиеГ
t
j/
т
)
31
фиг г
1в
L.
на
33
$1
сриг.5
J4:. Ul,
в i43 -55
Г
(ри.6
cfjuf.7
J
J
67
(puff.S
32
1
36
62
/
3
| Автоматическая гальваническая линия | 1983 |
|
SU1139772A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
