-J I I . if li I
2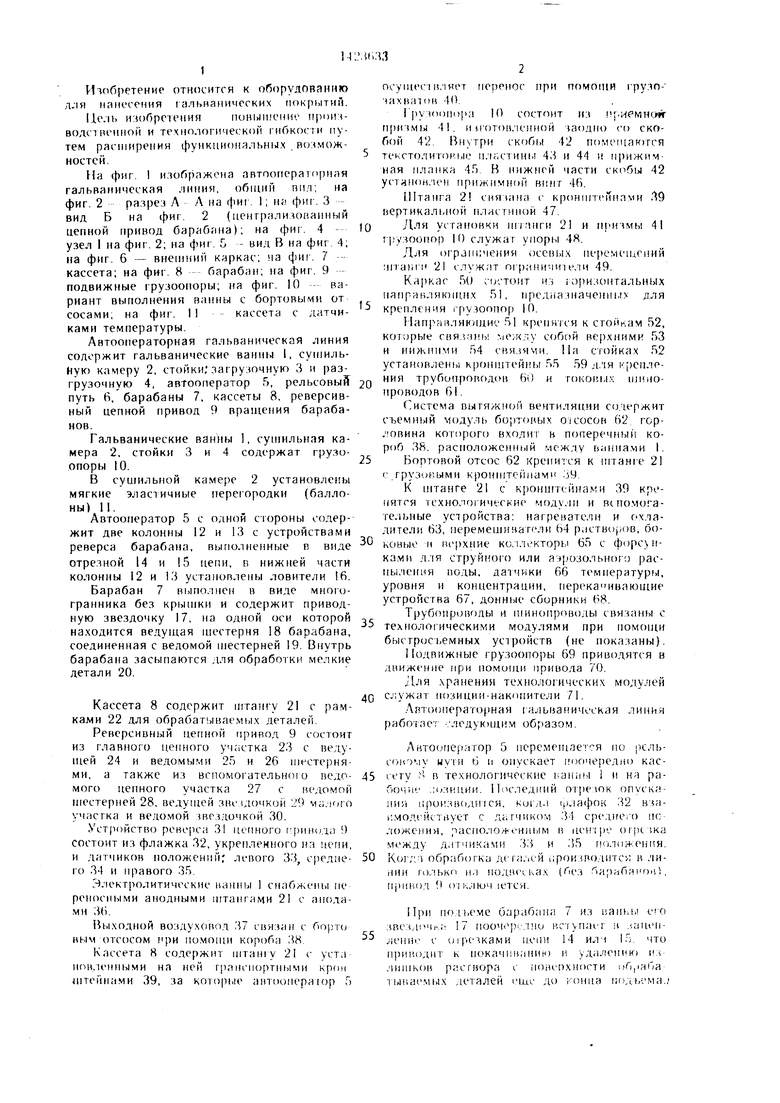
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая гальваническая линия | 1987 |
|
SU1423632A2 |
| Автоматическая гальваническая линия | 1986 |
|
SU1344821A2 |
| Автооператорная гальваническая линия | 1984 |
|
SU1219680A2 |
| Автооператорная гальваническая линия | 1985 |
|
SU1330217A2 |
| Автоматическая гальваническая линия | 1985 |
|
SU1435669A2 |
| Автоматическая гальваническая линия | 1986 |
|
SU1366558A2 |
| Автоматическая линия для гальванической обработки изделий | 1986 |
|
SU1381204A1 |
| АВТООПЕРАТОРНАЯ ГАЛЬВАНИЧЕСКАЯ ЛИНИЯ | 1990 |
|
RU2013472C1 |
| АВТООПЕРАТОРНАЯ ГАЛЬВАНИЧЕСКАЯ ЛИНИЯ | 1989 |
|
RU1816003C |
| Гибкая автоматическая гальваническая линия | 1991 |
|
SU1787177A3 |
Изобретение огнскнтсл к ii j()|iy,Toit;i- нию для нанесения гпльвини 1ески.х нок;.11.ь тий. Цель изобретения -- повышение произ- водстпенной и те.хнологимеской гибкости путем расширения функциональных возможностей. Автоопе-раторная сальраническая линия содержит панны I. суншльнмо ка.ме- ру 2, загрузочную 3 и разг рузоч| ук( 4 стойки. Перемещаясь по рельсовому нути 6, автооператор 5 поочередно опускает кассету в технологические ванны 1 и па рабочие позиции. Последний отрезок опускания производится, когда флажо к взаимодействует с выключателем. При обработке деталей И- ;i- 1.ь з- уя е- йо в ие оет ей Г ТОЛ1.КО на подпеска.х привоя 9 отключается. Когда обрабат1,1ва1ог детали сложной leo- ( ской формы 1птан|-ц 21 раздвигаюг- ся на максимальное расстояние. При промывке кассета опускается в ду1пнрую1цую ванну, где подвергается воздействию распы- . ;е;п1ой воды, после чего детали переносятся в ванну с водой. После выполнения всех операций кассета или барабан переносится и,1 позицию разгрузки, откуда осво- бодиншиеся технологические спутники переносятся авгооператором 5 па позицию за- 1рузки Латем цикл работы повторяется. При изменении номенклатуры изделий производится перекомпоновка линии, для чего в(е навесные модули переиосятся на траис- портные кронпггейны и устанавливаются над корпх слми ванн в требуемых местах в гру- зоопчрах. При утом грузоопоры К) перемещаются по направляющей и зажимаются винтами. Конструкция даипой липии обеспечивает расп1ирепие функциональных возможностей за счет применения переносных технологических модулей, а такж.е позволяет. noBi.iCHTi, гибкость гальванического произ- водсша за счет использования ванн модульного типа. 1 3. п. ф-лы,- 11 ил. п -®L f (Л со О) со со
Ичобретение отнпснтся к оборудованию для намсч-ония гальр1амичсскнх покрытий. Цс.п. изобретения поныиичнио пр|)и:4- волстпеимой и технологической гибкосги путем расширения фуикнионлльных . ностсй.
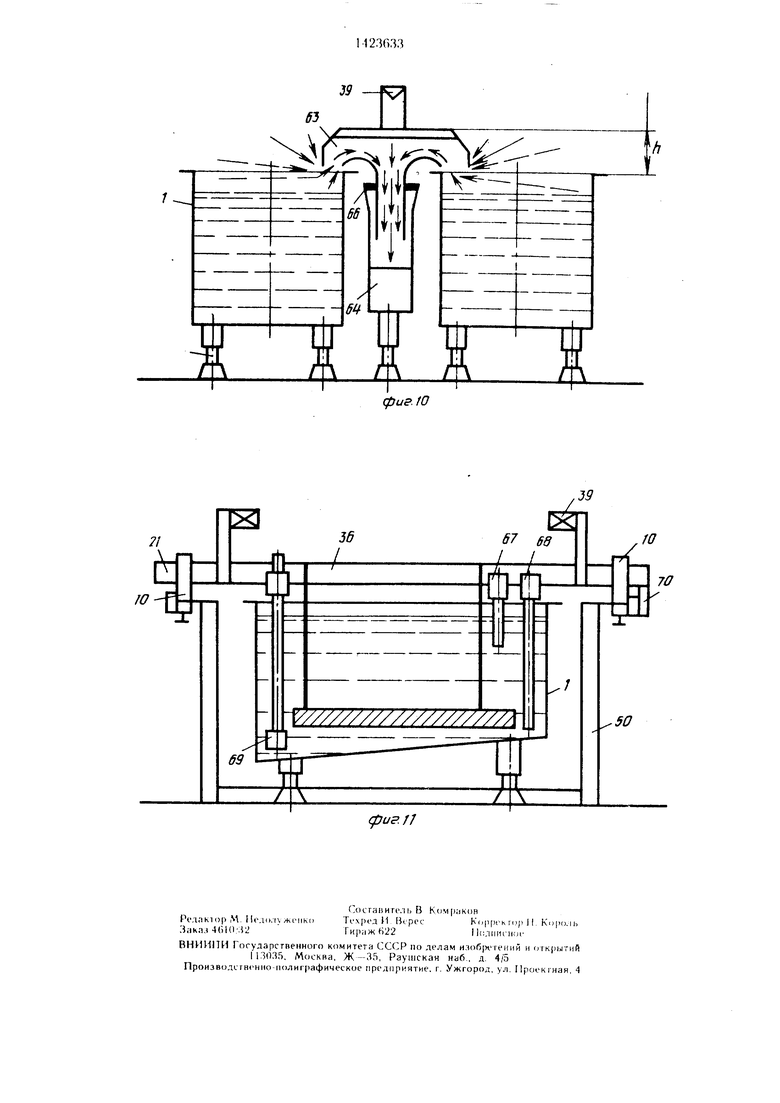
На фиг. 1 изображена автооперагормая гальваническая линия, общий пил; на фиг. 2 разрез Л Л на фиг. 1; на фиг. 3 - вид Б на фиг. 2 (централизованный цепной нривод барабана); на фиг. 4 - узел I на фиг. 2; на фиг. 5 - вид В на фиг 4; на фиг. 6 - внешний каркас; на фи1. 7 кассета; на фиг. 8 барабан; на фиг. 9 - подвижные грузооноры; на фиг. 10 вариант выполнения панны с бортовыми от сосами; на фиг. I 1 - кассета с датчиками температуры.
Автооператорная гальваническая линия содержит гальванические ванны I, суп1иль- Иую камеру 2, стойки; загрузочную 3 и разгрузочную 4, автооператор 5, рельсовый путь 6, барабаны 7, кассеты 8, реверсивный цепной привод 9 вращения барабанов.
Гальванические ванны 1, сун1ильная камера 2, стойки 3 и 4 содержат грузо- опоры 10.
В сушильной камере 2 установлены мягкие элас1ичные перег ородки (баллоны) 11.
Автооператор 5 с одной стороны содержит две колонны 12 и 13 с устройствами реверса барабана, выполненные R виде отрезной 14 и 15 цепи, к нижней части колонны 12 и 13 установлены ловители 16. Барабан 7 выполнен в виде многогранника без крышки и содержит приводную звездочку 17, на одной оси которой находится ведущая шестерня 18 барабана, соединенная с ведомой нестерней 19. Внутрь барабана засыпаются для обработки мелкие детали 20.
Кассета 8 содержит нггангу 21 с рам- ка.ми 22 для обрабаты1 ае.мых деталей.
Реверсивный цепной привод 9 состоит из главного цепного участка 23 с ведущей 24 и ведомыми 25 и 26 шестернями, а также из вспомо1 ательн()1о ведомого цепного участка 27 с ведомой Н1естерней 28, ведущей зве .дочкой 29 м;;лого учасгка и ведомой звездочкой 30.
Устройство реверса 31 цепного прино.щ 9 состоит из флажка 32, укрепленного на цепи, и датчиков положений; левого 33, с)едце- го 34 и правого 35.
Э.чект юлнтические ванны 1 снабжем1 | це реносными анодными штангами 21 с анодами 3().
Выходной воздуховод 37 связан с борто вым отсосом при помощи короба 38.
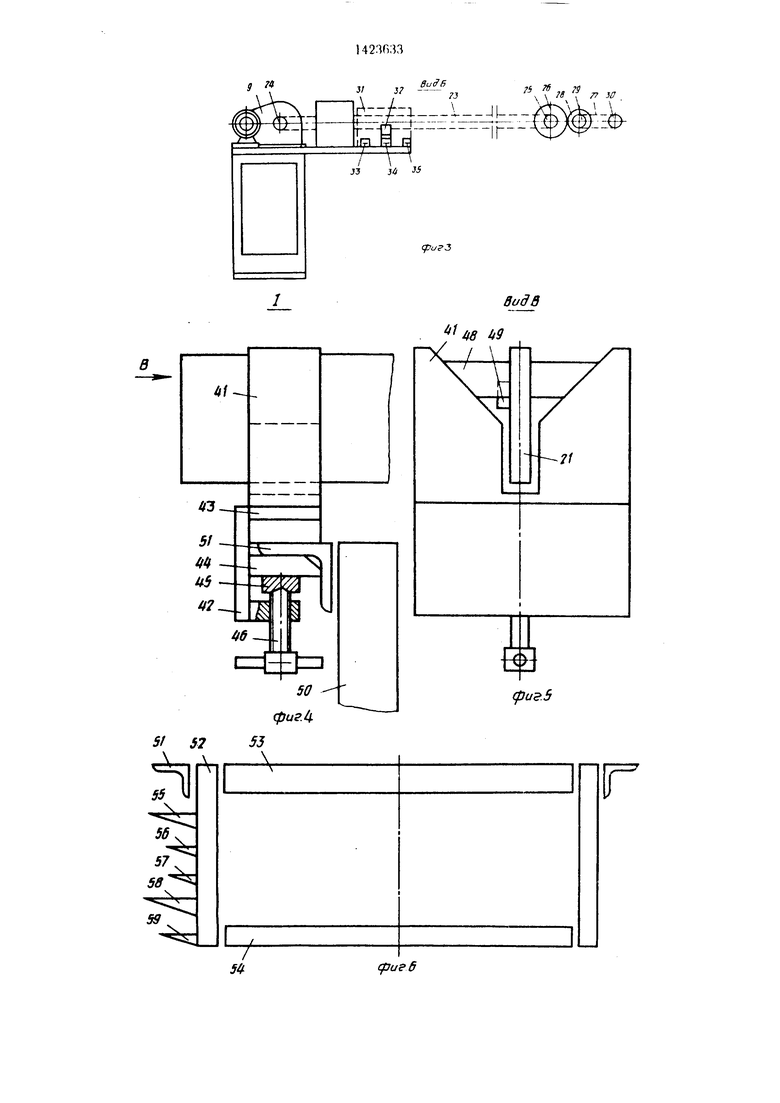
Кассета 8 содержит штан1у 21 с уста новленными на ней транспортными крои антеннами 39, за которые аитооцераюр 5
ocynie(4 вляет перенос при помощи грузп- чахвашв 4(К
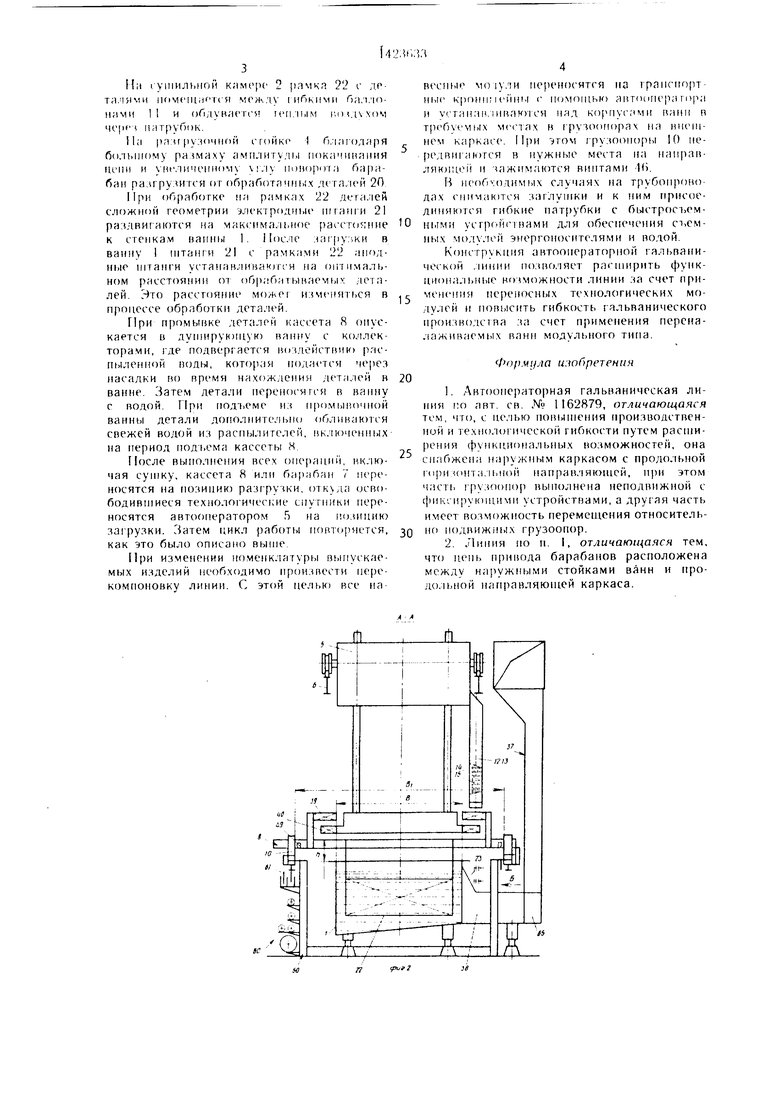
Гру:ии)пора 10 состоит из гЧ Иемнг.11г П) 1. и (готовлешюй заодно го скобой 42. Внутри скобы 42 помсмцак)гся текстолито .ые пластины 43 и 44 и прижимная планка 45. В нижней части скобы 42 устянонлен гфнжнмной винт 46.
ГПтанга 2 CHniafia с KpoHnrrt-HFiavH 39 вертикальной пластиной 47.
/1ля установки нгганги 21 и призмы 41 гр узоопор И) служат упоры 48.
Для ограничения осевых перемещений штанги 21 служат ог раничи ели 49.
Каркас 50 еогтопт из iоризонтальиых напранляюнигх 51, 11ред}1азначе1111ы для крепления грузоопор 10.
Направляющие 51 крепится к стойкам 52, которые свя.ань -. с(.бой ве)хними 53 и нижними 54 свя.чми. Па стойках 52 установлены к|)оннпейн1( 55 59 д. 1Я к)еплеимя ТрубоПрОВГ)Д()В 60 и ТОКОВ1ЛХ 1ПИИОпроводов 61.
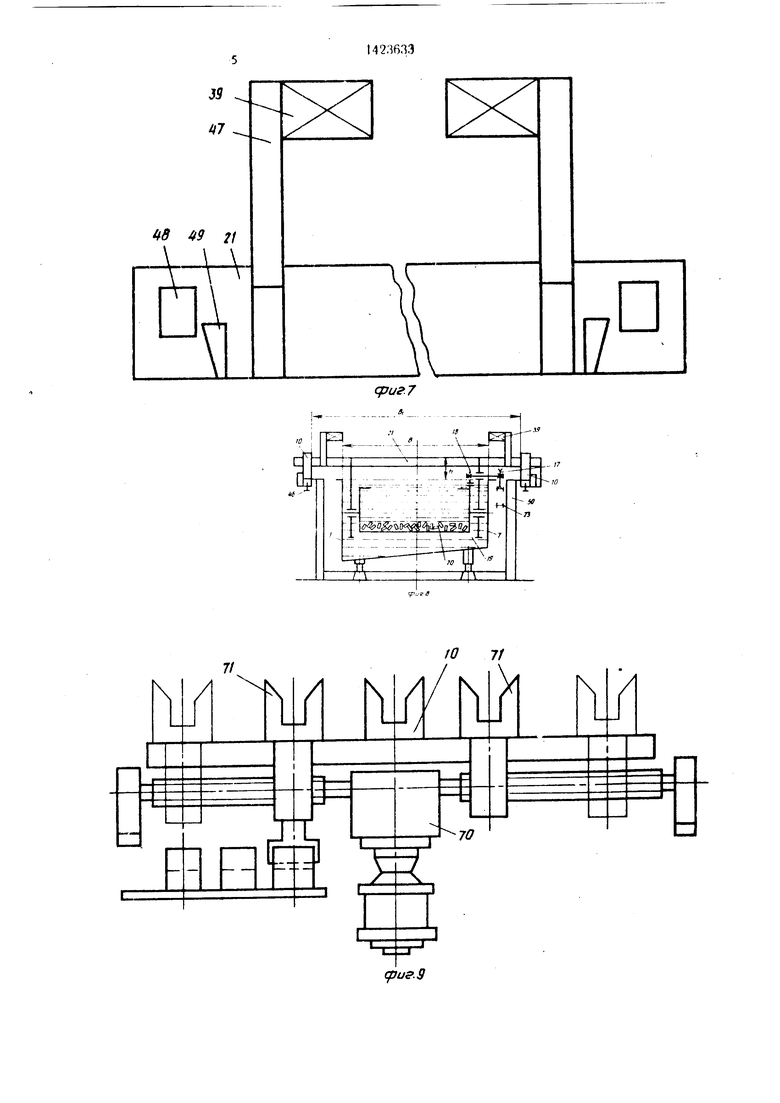
Система вытяжной вентиляции со.чержит съемн1 1Й модуль бортовых oicocoB 62, гор- . овина которого входит в поперечный короб 38. расположенный между ванна.чи I. Бортовой отсос 62 кренится к игганге 21 с грузовыми KpOHHijeiinaMM .j9.
К пгганге 21 с крониггейнами 39 крепится техноло1 ические модули и вс.по.мога- телыные устройства: нагреватели и охладители 63, перемешивагели 64 растворов, бо- новые и пс рхние ко.ыекторы 65 с форс н- ками для струйного или а-.|.1Озольного рас- пыленчя поды, да1чики 66 температуры, уровня и концентрации, перекачивающие устройства 67, донные сборники 68.
Трубопроводы и П1инопроводы связаны с
технологическими модулями при помощи
быстроеьемных устройств (не показаны).
Подвижные грузоопоры 69 приводятся в движение при помощи привода 70.
Для .хранения технологических модулей служат позицин-накппители 71.
.Лвтооператорная гaJlьвaничecкaя лини.ч рабо1ае 1 .-ледующим образом.
Автооператор 5 перемепь-зется по псль- сои )му нути 6 11 опускает поочередно кассету , в тexfloлoгичecкнe ьанны и на рабочие позиции. Последний ог)е:1ок опч ска- ИИГ1 11рои.чв(ди 1СЯ, ког. Ы 1()ла(|)ок 32 вза- :мoдeйcтayeт с датчиком 34 среднего пс ложения, паспо. 1ол ениым в центре жа между датчиками .3ii и 35 положения.
Kor;:.-i обр.чбогка деталей (фоизводито; в линии только H.I ,1ча. (Гк З ia;ia6ai r)ii, П|111вол 9 01 ключ leTCH.
При ю.чьеме барабана 7 из папы. его 3Be:..; 17 поочер-:. вступасг и .ацеп- ление с (лречками цепи 14 илч 15. что приводит к покачиванию и удгктеиию и.1 лишков р; сгвора с И)нег)Х11ости i. t jiiaha Т1)1нае.мых деталей iMue до г онца 1(: дьема.,1
гушилыюй клмерс 2 рлмкп 22 г ЛР- тллями иоменик гся можду 1ибкими бл.ч. ними 11 и оГ|лун,чегси К илым r.nf.ivMiM
4(. )ПК.
ll;i ))п:и (1у;ичп1Г)и ггойко 1 Г);|;и () йолыному рачмаху лмплитул. покачиняиия Ш пи и увг.пичеиному xi. iy поворот; бнри- f)aii разгрузится от обработанных .тей 20
При обработке на рамках 22 . 1ей сложной геометрии лектролн1 1( шганги 21 раздвиг аются на максима.и.ное (( к стенкам ванны 1. После загрумки в ванну 1 штанги 21 с рамками 22 анодные штанги угтанавлива 1тги на оптимальном расстоянии от обрабатываемых лета- леи. Это расстояние изменят ься в процессе обработки деталей.
При промывке деталей кассета 8 опускается в дун1Ирун)Н1ук) ванну с коллекторами, 1 де подвергается воздействию рас- пы.ченной , которая подается через насадки во время нахождении деталей в ванне. Затем детали переносятся в ванну с водой. При подт.еме из промывочиой ванны детали дополнительно обливаются свежей водой из распылителей, )ченных на период кассеты 8.
После выполнения всех oneftanHii, вк.тю- чая суи1ку, кассета 8 или барибан 7 переносятся на позицию разгрузки, освободившиеся техиолО|-ичес1;ие спутники переносятся автооператором 5 на lИJзиlu ю загрузки. Затем цикл работы повторяется, как это было описано вьипе
1ри изменении номенклатуры вьн1ускае- изделий необходимо произвести перекомпоновку линии. С этой целью все на. ,h
5
веспьи. МОтули переносятся на ipancno(iT- ные KjioHii; lei ufiT с помоп1ЬК) автоопера шра и устанаи. 1ивак)| ся над корпуг.чми ванп в т(1ебу( местах в г рузоонорах на HMCHI- ном каркасе. При этом грузооно(1Ы К) пе- редви1 а)отся в нужные места на направ- ;1як)1цо1 | п зажнмак1тся винтами -И).
В 1ич)бходим1 1х случаях на трубопроводах снимаются заглу1нки и к ним присоединяются гибкие пат)убки с быстрост емными усгрс йствами для обеспечения пых модулей энергоносителями и водой.
Конструкция автооператорной гальванической .тпнни по.зво.чяет расширить функциональные возможности линии за счет приг менения переносных технологических модулей и повысить гибкость гальванического производства за счет применения персиа- .таживаемых ванн модульного типа.
Формула изобретения 0
9 rn
В
5f
52
56
57 58
:-
5
f /г f ,ff
Yi
J|
IP
сригЗ
(риг 5
r
/риг 6
,0
d1
(риг. 7
f:S
:
fO 7f
(puff. 9
.,:д
71
36
Ю
-ч
45
-у/////////7//////////Л
фиг. Ю
jg
67 68
1
г/
10
Т
7О
.50
(риг.П
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
