GO О) СЛ
ел
00
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая гальваническая линия | 1986 |
|
SU1344821A2 |
| Автоматическая гальваническая линия | 1985 |
|
SU1435669A2 |
| Автоматическая гальваническая линия | 1987 |
|
SU1423632A2 |
| Безотходная гибкая автоматическая гальваническая линия | 1990 |
|
SU1798392A1 |
| Автоматическая гальваническая линия | 1983 |
|
SU1139772A1 |
| Автоматическая гальваническая линия | 1984 |
|
SU1232709A2 |
| Автооператорная гальваническая линия | 1987 |
|
SU1423633A2 |
| Гибкая автоматическая гальваническая линия | 1991 |
|
SU1787177A3 |
| Способ изготовления двухуровневой гальванической линии | 2016 |
|
RU2635049C2 |
| Автооператорная гальваническая линия | 1985 |
|
SU1330217A2 |
Изобретение относится к оборудованию для нанесения г.альванических покрытий. Цель - повышение гибкости и расширение функциональных возможностей линии путем сокращения числа передаточных ванн. Автоматическая гальваническая линИя содержит ряды ванн 1 и 2, автооператоры 3 и 4, пе- редаточную ванну 5, разделенную на зоны А.,Б и В. В начале первого ряда установлена позиция 9 для загрузки- разгрузки кассет, на которой автооператор 3 забирает у.ассету с деталями и опускает .ее на опоры 7 подвижной рамы 6 на передаточной ванне 5 в зоне В. В этот момент включается подача чистой воды и рама 6 перемещается в сторону зоны Б. По мере передвижения к, зоне А последовательно включается на заданное время поДача воды. ff 7d- 5 с to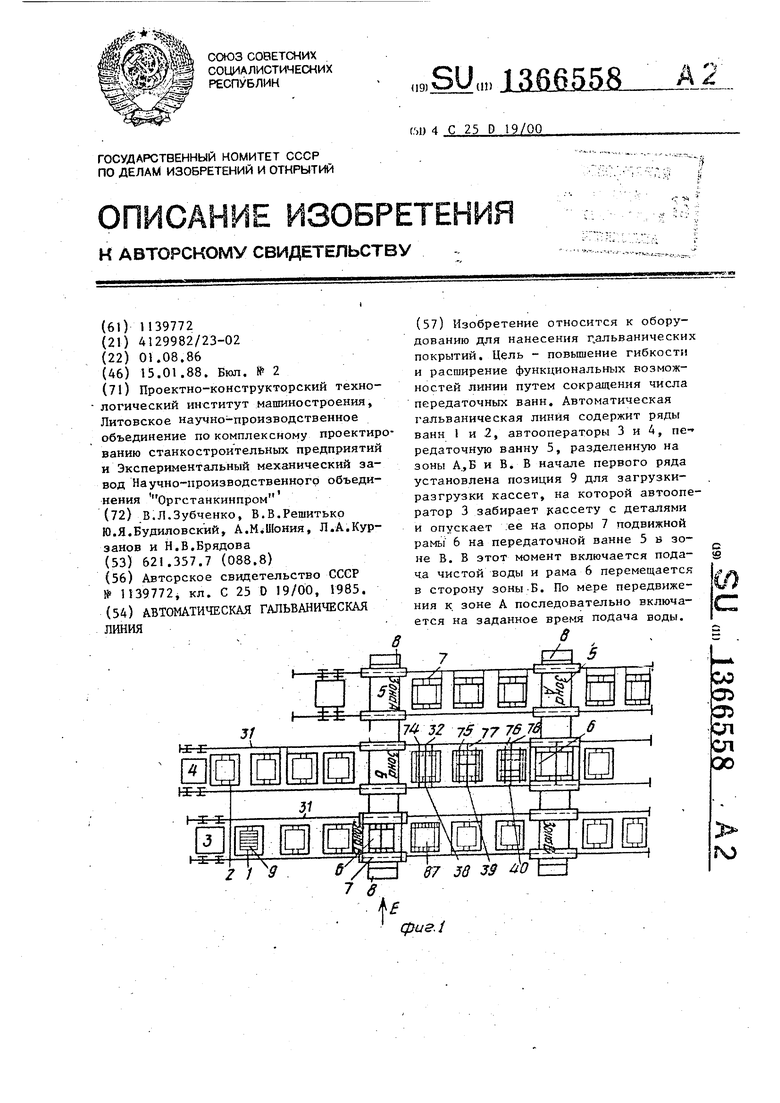
cfyus.i
Из зоны А автооператор 4 переносит детали для обработки во втором ряду. После окончания обработки автоопера тор А вновь входит в зону А ванны 5, оставляет в опорах 7 рамы Ь кассету с деталями, завериинпшш обработку во втором ряду линии, и покидает эту зону. Рама 6 придет в движение в обратном направлении, при этом будут автоматически открываться и закрываться соответствующие вентили и клапаны. После того, как автооператор 3 заберет детали из зоны В на заключительную обработку в первом ряду ли1
Изобретение относится к оборудованию для нанесения гальванических покрытий и является усовершенствованием известного устройства по авт,св, № И39772,
Цель изобретения,- повьшение гибкости и расширение функциональньпс возможностей путем сокращения числа передаточных ванн.
Секции каркасных ванн состоят из отдельных съемных баков различной емкости. Съемные грузоопоры устанавливаются на каркасе секционной ванны с возможностью изменения своего место- положешгя.
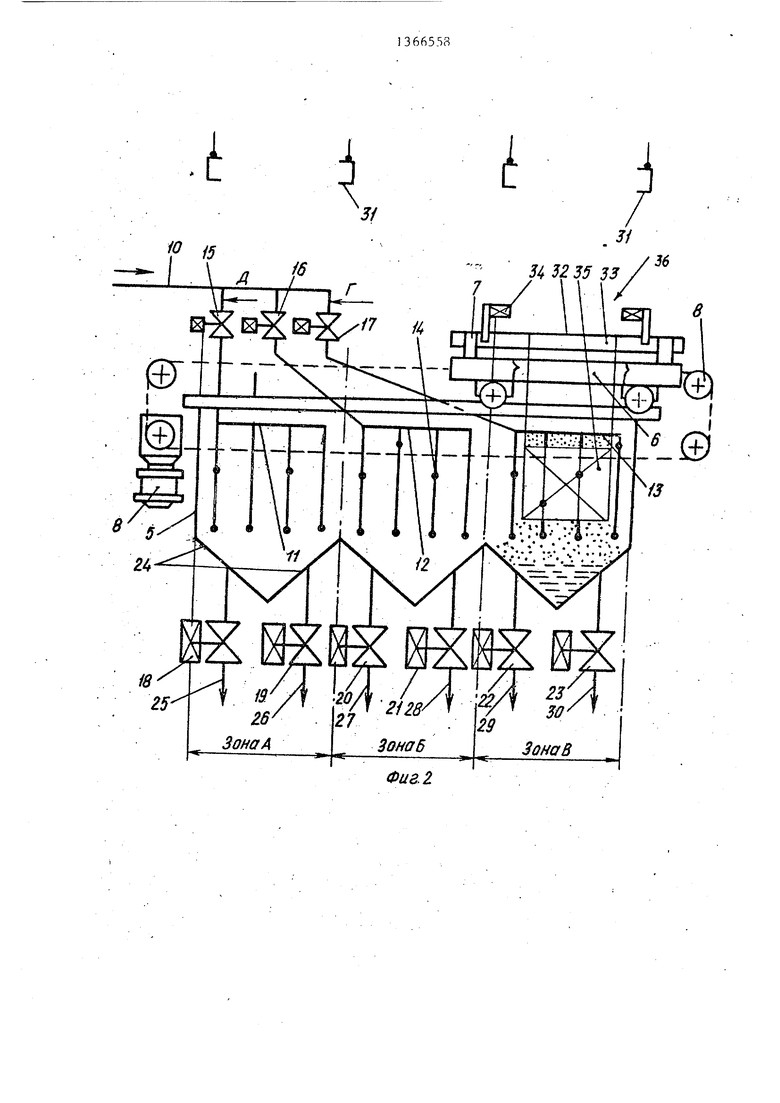
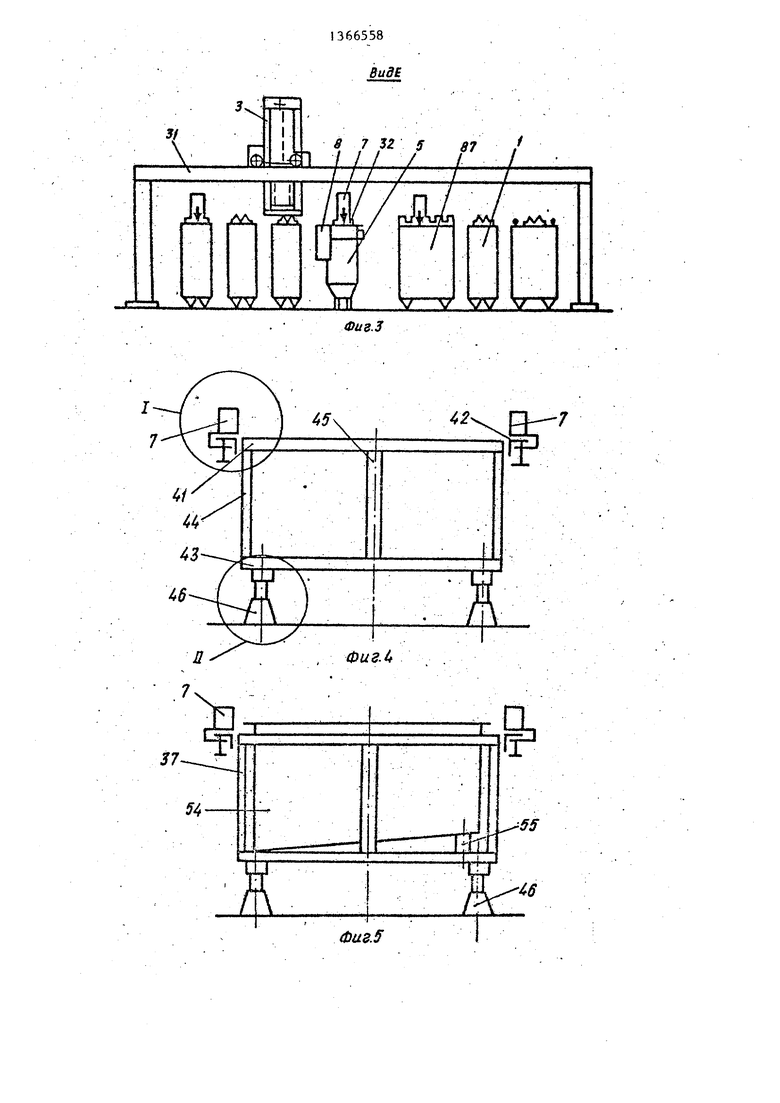
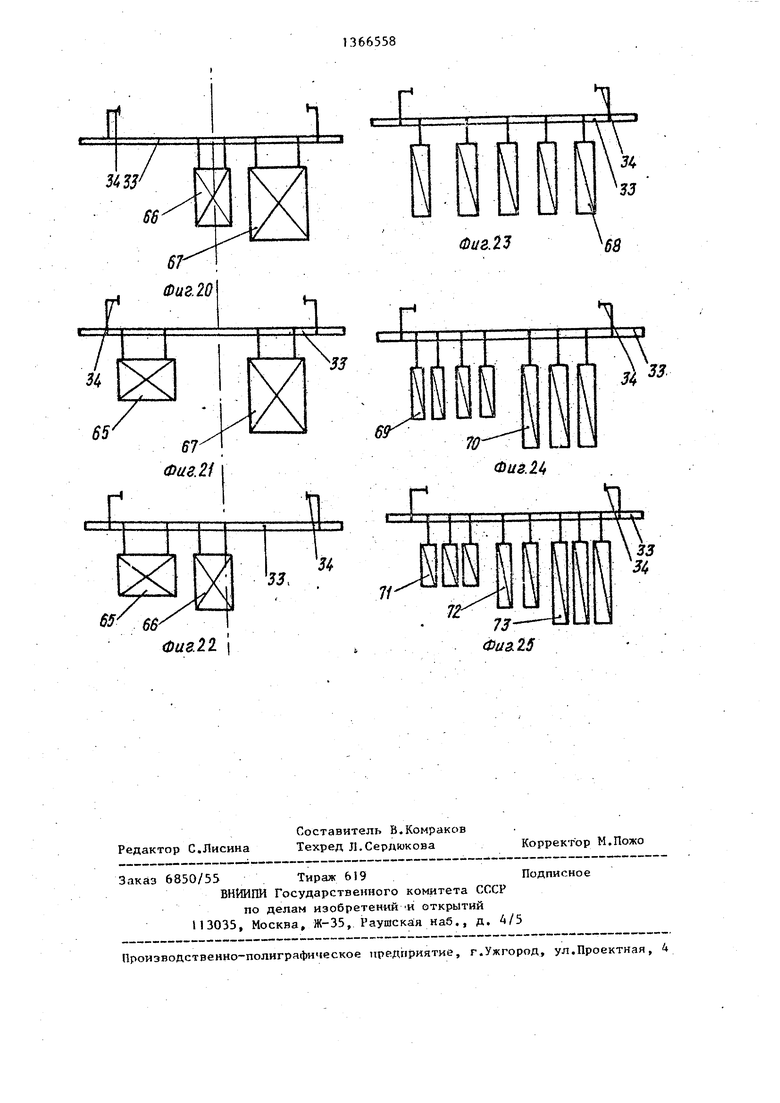
На фиг. I схематически изображена предлагаемая автоматическая гальваническая ЛИН1НЯ, план; на фиг.2- передаточ ная ванна; на фиг. 3 - вид Е на фиг. 1 ; на фиг.4 каркас секционной ванны; на фиг.5 - односекционная каркасная ванна; на фиг. 6 - двухсекционная каркасная ванна; на фиг .7 - трехсекционн-ая.каркасная ванна; на фиг, 8- электродная П1танга| на фиг,9 - узел 1 на фиг,4; на фиг,10 - вид Ж на фиг.9; на фиг,И - узел П на фиг,4; на фиг,12 технологическая кассета для ojOtHoceKUHoHHoA ванны; на фиг,13 - то же, для двухсекционной ванны; на фиг,14 и 15 - то же, для двухсекционной ванны (варианты); на фиг,16 - то же для трех- секцнонной ванны; на фиг,17 - 22 - тс же для трехсекционной ваНны (варианты); на фиг,23-25 - электродные
нии (сугака, демонтаж), прекратится поступление воды в эту зону. Далее цикл повторится. Установка в автоматической линии каркасных ванн покрытий со сменными баками различной емкости позволяет переналаживать линию на разные виды покрытий, устанавливать в отдельных баках одной ванны различные режимы обработки, загружать одновременно все или один бак каркасной ванны. Это повьпвает технологическую и производственную гибкость, расширяет функциональную возможность линии, 2 з,п, ф-лы 25 ил,
Ю
IP
штанги с анодами для одно-двух и трехсекционных ванн.
Автоматическая гальваническая линия состоит из рядов ванн 1 и 2, автооператоров 3 и 4, передаточной ванНы 5, разделенной на зоны А, Б и В, В верхней части ванны 5 установлена подвижная рама 6 с опорами 7 для технологических спутников - кассет. Рама 6 приходит в движение от цепного реверсивного привода 8, В начале первого ряда ванн установлена позиция 9 для загрузки и разгрузки кассет. Чистая вода подводится к передаточной ванйе по трубопроводу 10, В зонах А, В и В ванны 5 помещега коллекторы II - ТЗ с форсунками 14 для распыления воды. Подача чистой воды из трубопровода 10 к коллекторам 11 - 13 осу- Лествляется через автоматические вентили 15 - 17, Б донных частях зон А,В и В ванны 5 установлены автоматические клапаны 18 - 23, Зоны ванны Аи Б, а также Б и В в нижней части разделены покатыми, двухскатными пе- peropOv KaMM 24, образующими сливиые карманы, Вьшод использованной промывной воды из сливных карманов зон 30 А,Б и В BaHHiit 5 осуществляется автоматическими клапанами в каналы 25 - 30, Аитооператоры 3 и 4 устанавливаются на направляющие 31,
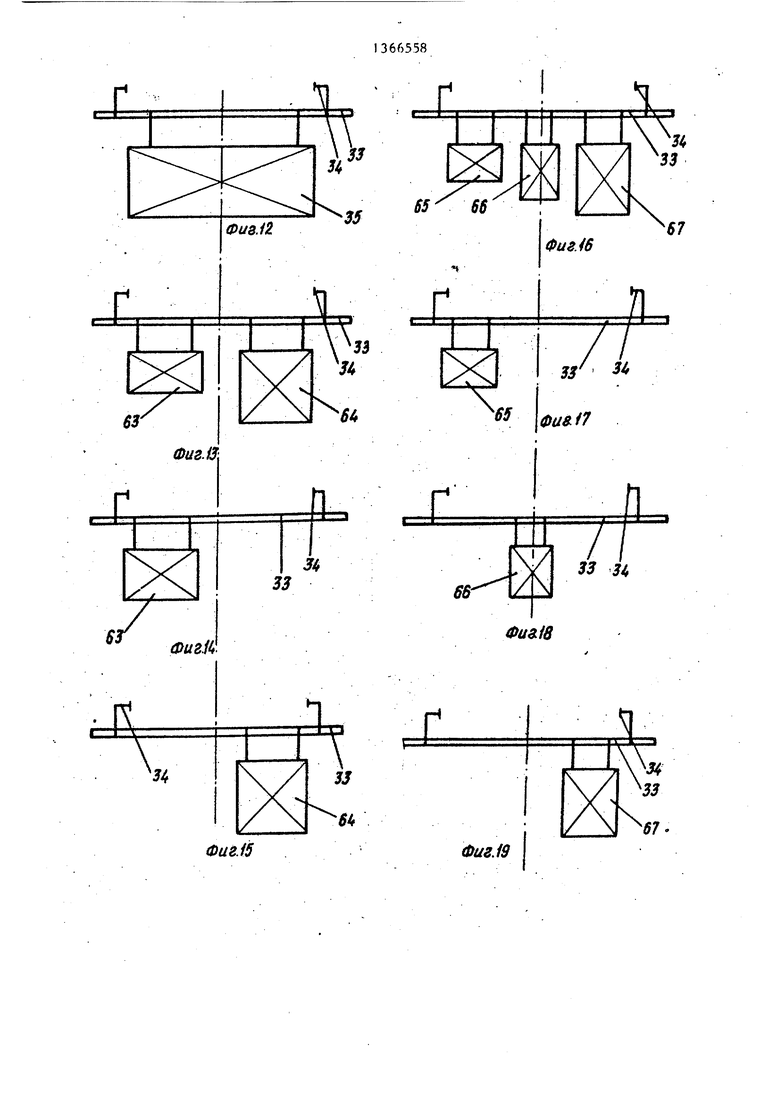
Технологическая кассета 32 состоит из пластины 33 с транспортными кроиптейнами, на которых установлены йЕлступы 34, К пластине 33 крепится
20
5
16
31
рамка 35 с обрабатываемыми деталями Для установки анодов служит электроная штанга 36.
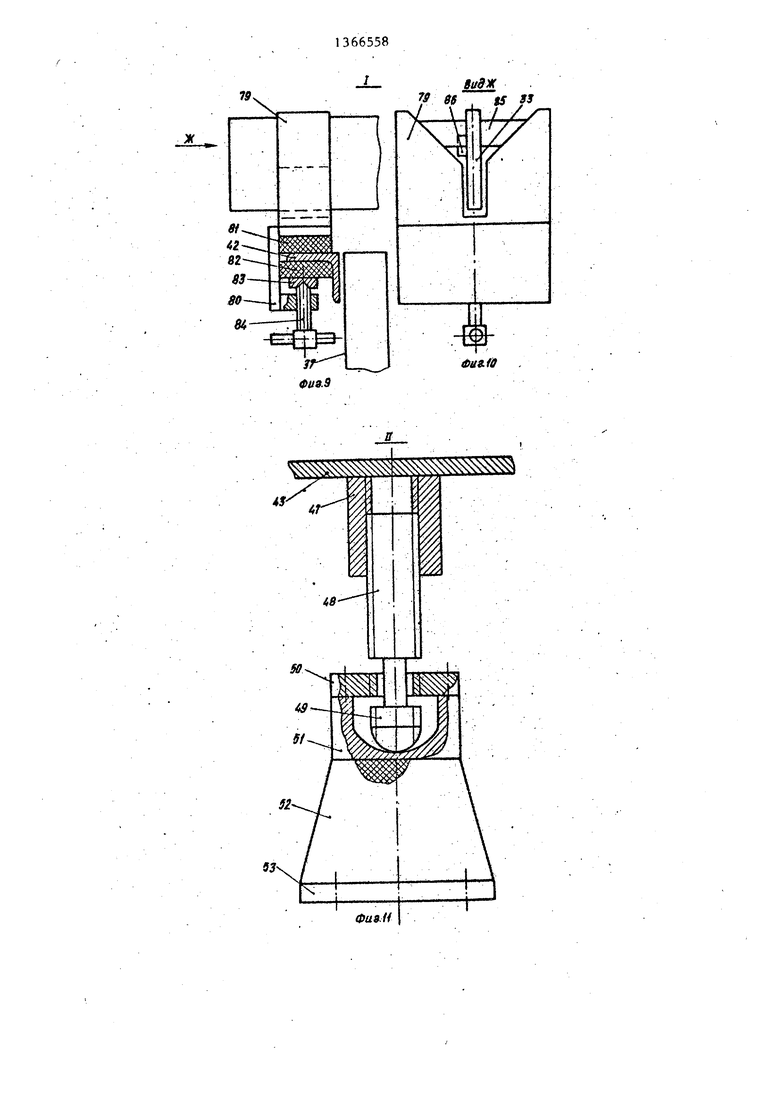
В каркас 37 помещаются баки, об- разующие секционные ванны 38 - 40 односекционная, двухсекционная и трехсекционнаяо Каркас 37 (фиг,А) содержит верхние связи 41 и 42, нижние связи 43, вертикальные элементы 44 и 45. На верхних связях. 42 каркаса 37 установлены съемные опоры 7, К нижней связи 43 крепятся самоустанавливающиеся неотъемные ножки-домкраты 46, состоящие из втулки 47 с внутренней резьбой, винта 48 со сферической пятой 49 в его нижней части На пяте 49 нарезана наружная резьба для прохождения сквозь резьбовое отверстие фланца 50. Пята 49 опирается
на подпятник 51, прикрепленный к изолятору 52, защищенному снизу планкой 53.
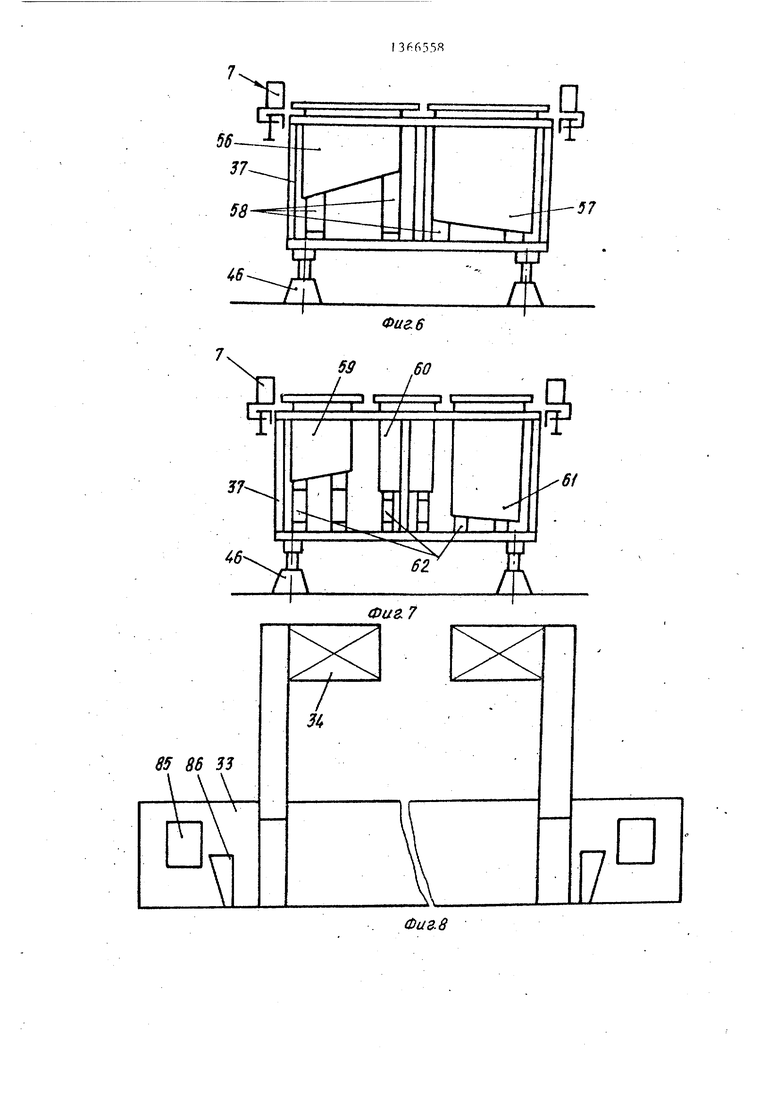
Односекционная каркасная ванна 38 (фиг.5) состоит из каркаса 37, бака 54, подставки 55 под бак. Двухсекционная каркасная ванна 39 (фиг.6) состоит из каркаса 37, левого 56 и правого 57 баков, подставок 58 под баки. Трех- секционная каркасная ванна 40 (фиг..7) состоит из каркаса 37, левого 59, среднего 60 и правого 61 баков и подставок 62 под баки.
Технологическая кассета 32 для односекционной каркасной ванны 38 ( фиг.5) содержит рамку 35 для обрабатываемых деталей (фиг.12).
Технологическая кассета для двухсекционной каркасной ванны 39 содержит левую 63 и правую 64 рамки для обрабатываемых деталей (фиг.13). Технологическая кассета для трехсекционной каркасной ванны 40 содержит левую 65, среднюю 66 и правую 67 рамки для обрабатываемых деталей (фиг.16)о
Электродные штанги 36 содержат аноды 68 для односекционной каркасной ванны 38; аноды 69 для левого 6a 56 и аноДы 70 для правого бака 57 двухсекционной каркасной ванны 39; аноды 71 для левого бака 59, аноды 72 для среднего бака 60 и аноды 73 для правого бака 61 трехсекционной каркасной ванны 40. .
АНодные штанги 74-76 для одно-, . двух-трехсекциониых ванн показаны на фиг.1. Технологические кассеты
32,77,78 для односекгшонной, двухсекционной и трехсекционной ванн 38 - 40 соответственно показаны на фиг.1 и 12 - для односекционной, на фиг. и - для двухсекционной и на фиг.1 t 16 и 22 - для трехсекционной ванн о
Опора 7 состоит из приемной приз- bw 79, изготовленной заодно со скобой ВО. Внутри скобы 80 помещаются текстолитовые пластины 81 и 82 и прижимная планка 83. В нижн,ей части скобы 80 установлен прижимной винт 84.
Универсальная злектродная штанга для технологических кассет 32 и анодных штанг 36 показана на фиг.8, Штанга снабжена упорами 85 для установки в опоры 7 и ограничителями 86 для предотвращения осевого смещения. Возле передаточной ванны 5 установлена ногопозиционная ванна-накопитель 87 технологических кассет 32 и электродых штанг 36.
5
0
Q
Автоматическая линия работает следующим образом.
Автооператор 3, обслуживающий пер- 30 вый ряд ванн, забирает кассету с обрабатываемыми деталями на позиции 9, переносит ее по ваннам согласно циклограмме и затем опускает ее в опоры 7 подвижной рамы 6 на передаточной ванне 5 в зоне В. В зтот момент BKJm- чается подача чистой воды через вентиль 17 о При помощи привода 8 начинается перемещение рамы 6 в сторону зоны Б. Клапан 22 открывает промывоч ной воде выход в канал 29, предназначенный для грязных стоков. По мере движения подвижной рамы 6 из зоны В к зоне А последовательно включается на заданное время поступление воды в коллекторы 13, 12, 1 1 . При выходе рамы 6 из зоны В вентиль 17 прекращает подачу чистой воды в эту зону, а клапан 22 перекрывает канал 29. Когда рама 6 начинает входить в зону Б, клапан 20 открывает сток загрязненной воды в канал 27. При выходе рамы 6 из вентиль 16 прекращает подачу воды в . эту зону, а клапан 20 перекрывает канал 27. Когда рама 6 начинает входить в зону А, вентиль 15 открывает поступление чистой воды в эту зону, а клапан 18 открывает выход из сливного кармана в канал 25, предназначеи11ый Для относителько чистой пpo Jывoчнoй
5
5
Bozxbi, которая может использоваться в следующем цикле промывки при подаче ее в точку Г, После того, как автооператор 4 забирает детали из зоны А на дальнейшую обработку во втором ряду линии, вентиль 15 прекращает подачу чистой воды в зону, а клапан 18 перекрывает канал 25, Вскоре автоопе- рптор 4 вновь входит в зону А ванны 5, оставляет в опорах 7 рамы 6 кассету с деталями, завершившими обработку во втором ряду линии, и покидает эту зону. Рама 6 приходит в двюкение в обратном направлении. Вентиль 15 рнпвь открывает поступление чистой воды в зону А, Но теперь уже другой клапан 19 открывает слив в канал 26, предназначенный д.пя концент15ированных стоков. При выходе рамы 6 из зоны А вентиль 15 прекращает подачу чистой воды в эту зону, а клапан 19 перекрывает канал 26, При входе рамы 6 в зЬну Б с обратной стороны вентиль 16 кновь открывает поступление чистой воды в эту зону, а сток промывной воды в канал 28 открывает клапан 21, При выходе рамы 6 из зоны Б вентиль 16 прекршдает подачу чистой воды в
эту зону,а клапан 21 перекрывает ка- зо жены фиксаторами, выполненными с вознал. 28,Прн выходе рамы 6 в последнюю .зону В вентиль 17 открывает поступление чистой воды в эту зону, а клапан 23 открывает канал 30, предназНаченможностью взаимодействия с горизон- альной направляющей каркаса ванны. 3, Линия поп,1, отличающаяся тем, что технологическая ный для относительно чистой промьгаоч- кассета и анодная штанга выполнены ной воды, которая может использовать- с возможностью изменения длины и вы- (5я в следующем цикле промывки при по- соты в соответствии с количеством и даче ее в точку D, После того, как .п{зофилем, установленных в съемных автооператор 3 забирает детали из ;баках каркасной ванны.
5
ig .
65586
зоны в на заключительную обработку в первом ряду линии (сушка, демонтаж) вентиль 17 перекрывает поступление воды в эту зону, а клапан 23 перекрывает канал 30, Далее цикл работы передаточной ванны 5 с подвижной рамой 6 повторяется аналогично указанному
Конструкция предлагаемой автомати- 10 ческой гальванической линии повышает технологическую гибкость путем многократной передачи кассет с обрабатываемыми деталями из одного ряда в любой другой ее ряд.
Форм у л а и 3 о б р е те и и я
1«Автоматическая гальваническая линия по авт,св. № U39772, о т л и
чающаяся тем, что, с целью повышения гибкости и расширения функ- 1цюнальных возможностей путем сокраения числа передаточных ванн, она снабжена каркасом со съемньп и баками
различной емкости, грузоопорами и самоустанавливающимися ножками-домкратами с встроенными изоляторами, 2, Линия поп,1,отличаю- щ а я с я тем, что грузоопоры снабв
Фиг. 2
3754(j3U8.St
Физ.
ffi
55
tu
fc
f /
I . f j
I
/
3746
J4
85 86 33
Фиг 6
I . f j
I
T-rr
6f
/
Фи8.7
5
Ж
V-l
Ви9Ж Г 6S . 15 S3
гУ
/
/ /
iDut-fO
l
I
ФааУ/
и
74
63
64
Фаг./Si
3J 64
u
Фаг.15
x«
n
3
3f
65- 66
Фив.б
57
53
33 34
S5
tfa«/7
n
I
33 34
66
Фи 3.18
V
JJ
Nr
Фиг. 19
54
Фи8.И
Фа 8.23
вГ
(Du3.24
