0
20
25
Изобретение относится к нанесению гальванических покрытий и является усовершенствованием известного устройства по авт.св. № 1139772,
Целью изобретения является повышение технологических возможностей линии.
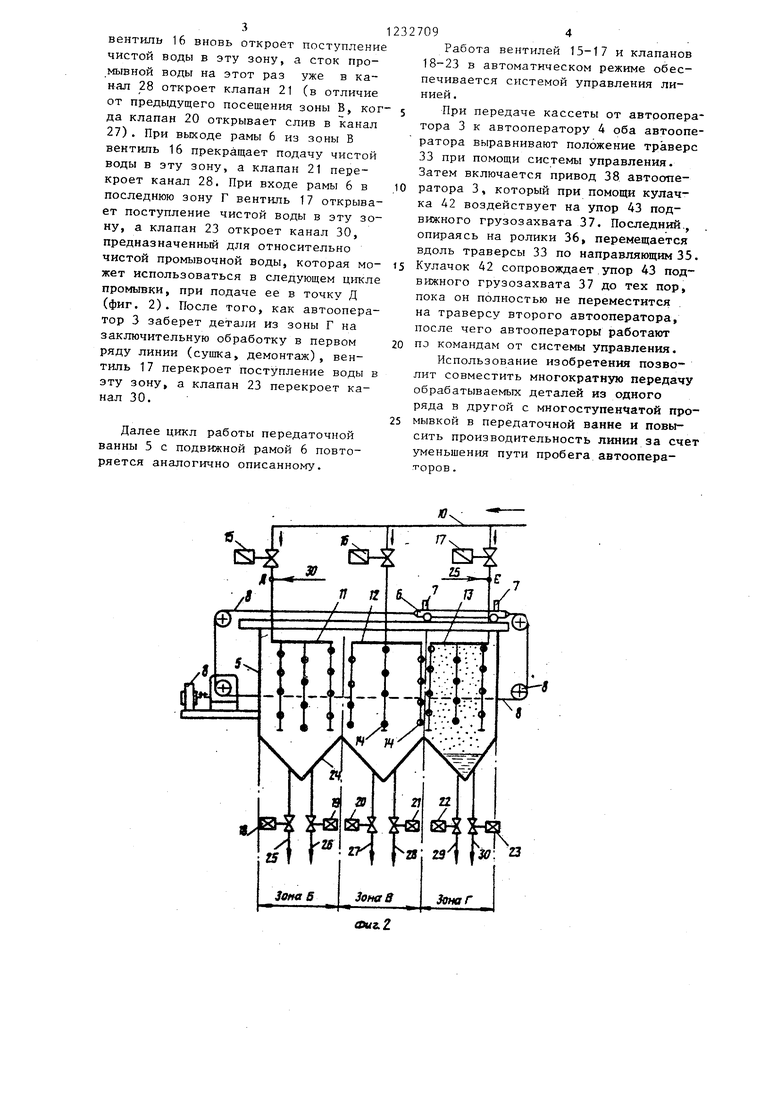
На фиг. 1 изображена автоматическая гальваническая линия, общий вид в плане; на виг. 2 - передаточная ванна; на фиг. 3 - гальваническая линия, вид с торца; на фиг. 4 - разрез А-А на фиг. 3.
Автоматическая гальваническая линия со стоит из двух рядов ванн 1 и 2, автооператоров 3 и 4, передаточной ванны 5, разделенной на зоны Б, В и Г, В верхней части ванны 5 установлена подвижная рама 6 с опорами 7 для технологических спутников-кассет (не показаньО , рама 6 приходит в движение от цепного реверсивного привода 8. В начале первого ряда ванн установлен механизм 9 для загрузки и разгрузки кассет Чистая вода подводится к передаточной ванне по трубопроводу 10. В зонах Б, В и Г ванны 5 помещены коллекторы 11- 13 с форсунками 14 для распьтения воды. Подача чистой воды из трубопро- 30 вода 10 к коллекторам 11-13 осуществляется через автоматические вентили 15-17. Б донных частях зон Б, В и Г ванны 5 установлены автоматические клапаны 18-23. Зоны ванны Б и В, а также В и Г в нижней части разделены покатьми двухскатными перегородками 24, образующими сливные кар- маны. Вьгоод использованной промывнорг воды из сливных карманов зон Б, В и Г ванны 5 осуществляется автоматическими клапанами в каналы 25-30. Автооператоры 3 и 4 устанавливаются на направлякяцие 31. К нижне й части реек 32 автооператора крепится поперечная траверса 33, состоящая из корпуса 34 и направляющих 35 для роликов 36 подвижного грузозахвата 37, который приводится в движение от привода 38 цепью 39 и звездочкой 40. На jo цепи 39 крепится держатель 41 с ведущим поворотным кулачком 42, которьй соприкасается с упором 43 подвижного грузозахвата 37,
15
J5
40
5
Грузозахват 37 соприкасается с транспортными кронштейнами 44 технологического спутника 45 с обрабатываемыми деталями 46.
Линия работает следующим образом.
Автооператор 3, обслуживающий первый ряд ванн, забирает кассету с обрабатываемыми деталями, переносит ее по ваннам согласно циклограмме и затем опускает ее в опоры 7 подвижной рамы 6 на передаточной ванне 5 в зону Г. В этот момент включается подача чистой воды через вентиль 17. При помощи привода 8 начинается перемещение рамы 6 в сторону зоны В. Кла- пан 22 открывает промывочной воде выход в канал 29, предназначенный для грязных стоков. По мере движения
подвижной рамы 6 из зоны Г к зоне Б последовательно включается на заданное время поступление воды в коллекторы 13, 12 и 11. При выходе рамы 6 из зоны Г вентиль 17 прекращает подачу чистой воды в эту зону, а клапан 22 перекрывает канал 29. Когда рама 6 начнет входить в зону В, вентиль 16 открывает поступление чистой воды в эту зону, а клапан 20 открывает сток загрязненной воды в канал 27. При выходе рамы 6 из зоны В вентиль 16 прекращает подачу воды в эту зону, а клапан 20 перекрывает канал 27,. Когда рама 6 начнет входить в зону Б, вентиль 15 откроет поступление чистой воды в эту зону, а клапан 18 открывает выход из сливного кармана в канал 25, предназна- ченньм для относительно чистой промывочной воды, котора я может использоваться в следующем цикле промывки при подаче ее в точку Е (фиг. 2), После того, как автооператор 4 заберет детали из зоны Б на дальнейш ю
обработку во втором ряду линии, вентиль 15 прекратит подачу чистой воды в зону, а клапан 18 перекроет канал 25.
Затем автооператор 4 вновь войдет в зону Б ванны 5, оставит в опорах 7 рамы 6 кассету с деталями, завершившими обработку во втором ряду линии, и покинет эту зону. Рама 6 придет в движение в обратном направлении. Вентиль 15 вновь откроет поступление чистой воды в зону Б, но теперь уже другой клапан 19 откроет слив в канал 26, предназначенный для концентрированных стоков. При выходе рамы 6 из зоны Б вентиль 15 прекращает подачу чистой воды в эту зону, а клапан 19 перекроет канал 26. При входе рамы 6 в зону В с обрат1гой стороны
3
вентиль 16 вновь откроет поступление чистой воды в эту зону, а сток промывной водьг на этот раз уже в канал 28 откроет клапан 21 (в отличие от предыдущего посещения зоны В, когда клапан 20 открывает слив в канал 27). При выходе рамы 6 из зоны В вентиль 16 прекращает подачу чистой воды в эту зону, а клапан 21 перекроет канал 28. При входе рамы 6 в последнюю зону Г вентиль 17 открывает поступление чистой воды в эту зону, а клапан 23 откроет канал 30, предназначенный для относительно чистой промывочной воды, которая может использоваться в следующем цикле промывки, при подаче ее в точку Д (фиг. 2). После того, как автооператор 3 заберет детали из зоны Г на заключительную обработку в первом ряду линии (сушка, демонтаж), вентиль 17 перекроет поступление воды в эту зону, а клапан 23 перекроет канал 30.
Далее цикл работы передаточной ванны 5 с подвижной рамой 6 повторяется аналогично описанному.
094
Работа вентилей 15-17 и клапанов 18-23 в автоматическом режиме обеспечивается системой управления линией.
При передаче кассеты от автооператора 3 к автооператору 4 оба автооператора выравнивают положение траверс 33 при помощи системы управления. Затем включается привод 38 автооператора 3, который при помощи кулачка 42 воздействует на упор 43 подвижного грузозахвата 37. Последний., опираясь на ролики 36, перемещается вдоль траверсы 33 по направляющим 35.
Кулачок 42 сопровождает упор 43 подвижного грузозахвата 37 до тех пор, пока он полностью не переместится на траверсу второго автооператора, после чего автооператоры работают
по командам от системы управления.
Использование изобретения позволит совместить многократную передачу обрабатываемых деталей из одного ряда в другой с многоступенчатой промывкой в передаточной ванне и повысить производительность линии за счет уменьшения пути пробега автооператоров.
I f
Ю
Г7
32
xYj
JLJL
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая гальваническая линия | 1983 |
|
SU1139772A1 |
| Автоматическая гальваническая линия | 1986 |
|
SU1344821A2 |
| Автоматическая гальваническая линия | 1985 |
|
SU1435669A2 |
| Автоматическая гальваническая линия | 1986 |
|
SU1366558A2 |
| Автоматическая гальваническая линия | 1987 |
|
SU1423632A2 |
| Безотходная гибкая автоматическая гальваническая линия | 1990 |
|
SU1798392A1 |
| Гибкая автоматическая гальваническая линия | 1991 |
|
SU1787177A3 |
| Автоматическая линия для гальванической и химической обработки деталей | 1985 |
|
SU1300042A1 |
| СПОСОБ ХИМИЧЕСКОЙ ОБРАБОТКИ И ГАЛЬВАНИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЯ НА ДЕТАЛИ И АВТОМАТИЧЕСКАЯ КАМЕРА ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 2021 |
|
RU2771126C1 |
| Автооператорная гальваническая линия | 1984 |
|
SU1219680A2 |


-35
Редактор Н. Гунько
Составитель В. Комраков Техред М.Ходанич
Заказ 2739/28
Тираж 615
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Пр.- ктная, 4
Корректор Л. Пилипенко
Подписное
| Автоматическая гальваническая линия | 1983 |
|
SU1139772A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
