&д
СО
ч
««ч
О
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая гальваническая линия | 1984 |
|
SU1232709A2 |
| Автоматическая гальваническая линия | 1986 |
|
SU1344821A2 |
| Автоматическая гальваническая линия | 1985 |
|
SU1435669A2 |
| Автоматическая гальваническая линия | 1986 |
|
SU1366558A2 |
| Безотходная гибкая автоматическая гальваническая линия | 1990 |
|
SU1798392A1 |
| Автоматическая гальваническая линия | 1987 |
|
SU1423632A2 |
| СПОСОБ ХИМИЧЕСКОЙ ОБРАБОТКИ И ГАЛЬВАНИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЯ НА ДЕТАЛИ И АВТОМАТИЧЕСКАЯ КАМЕРА ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 2021 |
|
RU2771126C1 |
| Гибкая автоматическая гальваническая линия | 1991 |
|
SU1787177A3 |
| Способ управления операциями промывки деталей в выполненной в одноуровневой компоновке гальванической линии | 2020 |
|
RU2761305C1 |
| Устройство для проведения химико-гальванических процессов | 1981 |
|
SU1097719A1 |
АВТОМАТИЧЕСКАЯ ГАЛЬВАНИЧЕСКАЯ ЛИНИЯ, содержащая двойной ряд ванн, передаточную ванну, расположенную с торца линии, автооператоры, и систему управления, отличающаяся тем, что, с целью расширения функциональных возможностей путем многократной передачи обрабатываемых деталей из одного ряда линии в любой другой ряд, передаточная ванна выполнена в виде многозонной емкости с группами струйных коллекторов, причем дно емкости выполнено из двухскатных перегородок, образующих сливные карманы, а в карманах установлены трубопроводы с автоматическими клапанами, соединенными с системой управления.S (Л с: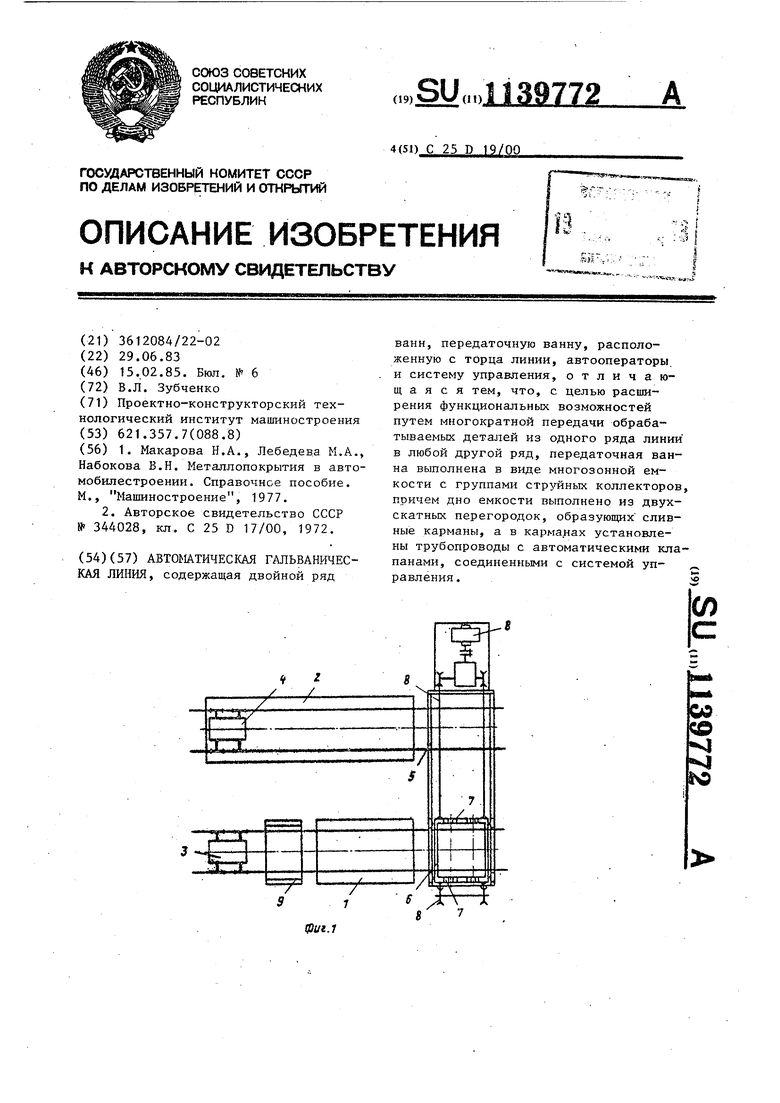
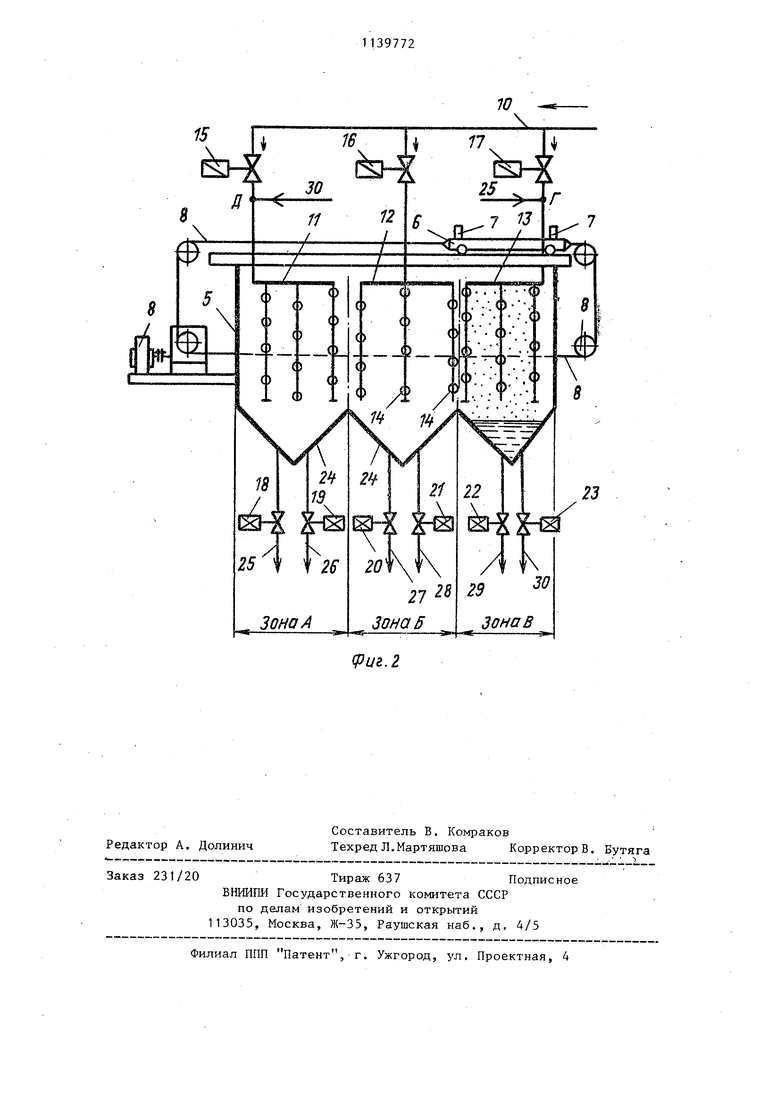
Фие.г
8 7 Изобретение относится к нанесению гальванических покрытий. Известна гальваническая линия, содержащая двойной ряд ванн, где переда ча кассеты из одного в другой про.изводится в специальной промывочной ванне погружного типа. Эта ванна соединяет оба ряда линии. Сверху по этой ванне перемещается тележка с реверсивным цепным приводом. Тележка содержит Опоры для приема кассеты Cl 3К недостаткам известной линии сле дует отнести ее ограниченные техноло гические возможности из-за недопусти мости промывки деталей в общей ванне после разных операций, что может при вести к снижению качества покрытий и образованию токсичных соединений. Наиболее близким по технической сущности к предлагаемому является автомат для нанесения гальванических покрытий, содержащий двойной ряд ван передаточную ванну, расположенную с торца линии, автогенераторы и систему управления 123. .. Недостатками известного автомата являются усложнение его конструкции за счет применения двух передаточных ванн, незначительная технологическая гибкость и ограниченные функциональные возможности, что не позво ляет, широко их применять в гибком ав томатизированном производстве гальва нопокрытий. Цель изобретения - расширение фун циональных возможностей путем многократной передачи обрабатываемых деталей из одного ряда линии в любой другой ряд. Поставленная цель достигается тем что в автоматической гальванической линии, содержащей двойной ряд ванн, передаточную ванну,,расположенную с торца линии, автооператоры и систему управления, передаточная ванна выполнена н виде многозонной емкости с группами струйных коллекторов, при чем дно емкости выполнено из двухскатных перегородок, образующих слив ные карманы, а в карманах установлены трубопроводы с автоматическими зслапанами, соединенными с системой у Чравления, На фиг. 1 изображена автоматическая гальваническая линия, общий вид в планеi на фиг. 2 - передаточная ванна. Автоматическая гальваническая линия состоит из двух рядов ванн 1 И 2, автооператоров 3 и 4, передаточной ванны 5, разделенной на зоны А, Б и В. В верхней части ванны 5 установлена подвижная рама 6 с опорами 7 для технологических спутников - кассет (не показаны), рама 6 приходит в движение от цепного реверсивного привода 8. В качестве первого ряда ванн установлена позиция 9 для загрузки и разгрузки кассет. Чистая вода подводится к передаточной ванне по трубопроводу 10. В зонах А,Б,В ванны помещены коллекторы 11, 12 и 13 с форсунками 14 для распыления воды. Подача чистой воды из трубопровода 10 к коллекторам 11, 12 и 13 осуществляется через автоматические вентили 15, 16 и 17. В донных частях зон А,Б,В ванны 5 установлены автоматические, клапаны 18-23. Зоны ванны А и Б, а также Б и Б в нижней части разделены покатыми двухскатными перегородками -24, образующими сливные карманы. Вывод использованной промывной воды из сливных карманов зон А, Б,В ванны 5 осуществляется автоматическими клапанами в каналы 25-30. Ваныы автоматической линии устанавливаются на полу гальванического цеха. Пути для автооператоров 3 и 4 подвешиваются к перекрытиям цеха над рядами 1 и 2 ванн. Трубопроводы каналов 25-30 располагаются снизу- у внешней стороны передаточной ванны 5, к ним крепятся автоматические клапаны 18-23. Над ними размещается трубопровод. 10 с автоматическими вентилями 15, 16 и 17. Конфигурация простейшей линии в плане выглядит в виде буквы П. Две П-образные линии с одинаковыми подготовительными операциями можно объединить в одну с тремя рядами ванн и общей передаточной ванной в виде Ш-образной конст1 укции. П- и Ш-образные линии можно объединить в более сложные комплекты с общей передаточной ванной (в виде лестницы). Линия работает следующим образом. Автооператор 3, обслуживающий первый ряд ванн, забирает кассету с обрабатываемыми деталями на позиции 9, переносит ее по ваннам согласно циклот грамме и затем опускает ее в опоры 7 подвижной рамы 6 на передаточной ванне 5 в зоне Б. В этот момент включается подача чистой воды через вентиль 17. При помощи привода 8 начинается перемещение рамы 6 в сторону зоны Б. Клапан 22 открывает промывочной воде выход в канал 29, предназначенный для грязных стоков. По мере движения подвижной рамы 6 из зоны В к зоне А последовательно включается н заданное время поступление воды в коллекторы 13, 12 и 11. При выходе рамы 6 из зоны В вентиль 17 прекращает подачу чистой воды в эту зону, а клапан 22 перекрывает канал 29. Когда рама 6 начнет входить в зону Б, вентиль 16 открывает поступление чистой воды в эту зону, а клапан 20 открывает сток загрязненной воды в канал 27. При выходе рамы 6 из зоны Б вентиль 16 прекращает подачу во ды в эту зону, а клапан 2Q перекрывает Kaaajj 27. Когда рама 6 начнет входить в зону А, вентиль 15 откроет поступление чистой воды в эту зону, а,клапан 18 открывает выход из сливного кармана в канал 25, предназначенный для относительно чистой промывочной воды, которая мо жет использоваться в следующем цикл промывки при подаче ее в точку Т на фиг. 2. После того, как автооператор 4 заберет детали из зоны А на дальнейшую обработку во втором ряду линии, вентиль 15 прекратит подачу чистой воды в зону, а клапан 18 перекроет канал 25. Вскоре автооператор 4 вновь войдет в зону А ванны 5, оставит в опорах 7 рамы 6 кассету с деталями, завершившими обработку во втором ряду линии, и покинет эту зону. Рама 6 придет в движение в обратном направлении. Вентиль 15 вновь откроет поступление чистой воды в зону А. Но теперь уже другой клапан 19 откроет слив в канал 26, предназначенный для концентрированных стоков. При выходе рамы 6 из зоны А вентиль 15-прекратит подачу чистой воды в эт зону, а клапан 19 перекроет канал 26 При входе рамы 6 в зону Б с обратной стороны вентиль 16 вновь откроет поступление чистой воды в эту зону, а сток промывной воды на этот раз уже в канал 28 откроет клапан 21 (в отличие от предыдущего посещения зоны Б, когда клапан 20 открывал селив в канал 27). При выходе рамы 6 из зоны Б вентиль 16 прекращает подачу чистой воды в эту зону, а клапан 21 перекроет канал 28. При входе рамы 6 в последнуюю зону В вентиль 17 открывает поступление чистой воды в эту зону, а клапан 23 откроет канал 30, предназначенный для относительно чистой пройывочной воды, которая может использоваться в следующем цикле промывки, при подаче ее в точку Д на фиг.2. После того, как автооператор 3 заберет детали из зоны В на заключительную обработку в первом ряду линии (сушка, демонтаж), вентиль 17 перекроет поступление воды в эту зону, а клапан 23 перекроет канал 30. Далее цикл работы передаточной ванны 5 с подвижной рамой 6 повторяется аналогично. Работа вентилей 15, 16 и 17 и клапанов 18-23 в автоматическом режиме обеспечивается системой управления линией. Автоматическая линия позволяет совместить передачу обрабатываемых деталей из одного ряда в другой с многоступенчатой промывкой в передаточной ванне. Производительность линии повышается за счет уменьшения пути пробега автооператоров, обеспеченного сокращением длины линии. Уменьшается метал,лоемкость линии за счет сокращения числа промывочных ванн, а также сокращается занимаемая производственная площадь. Цовьш)ается эффективность очистки сточнь)х вод передаточной ванны за счет разделения стоков. Наиболее важным преимуществом автоматической линии является повышение ее технологической гибкости за счет создания возможности многократной передачи кассет с обрабатываемыми деталями из одного ряда в любой другой ряд. . Экономический эффект от внедрения данной линии составит 10000 руб.в год.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Макарова Н.А., Лебедева М.А., Набокова В.Н | |||
| Металлопокрытия в автомобилестроении | |||
| Справочное пособие | |||
| М., Машиностроение, 1977 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| АВТОМАТ ДЛЯ НАНЕСЕНИЯ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ | 0 |
|
SU344028A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
