PUi.f :
Изобретение относится к области . нанесения гальванических покрытий, а именно к автоматическим гальваническим линиям и является усовершенствованием устройства по авт. св. .№ 1 139772.
Цель изобретения - расширение функциональных возможностей и повышение технологической гибкости автоматической гальванических линии.
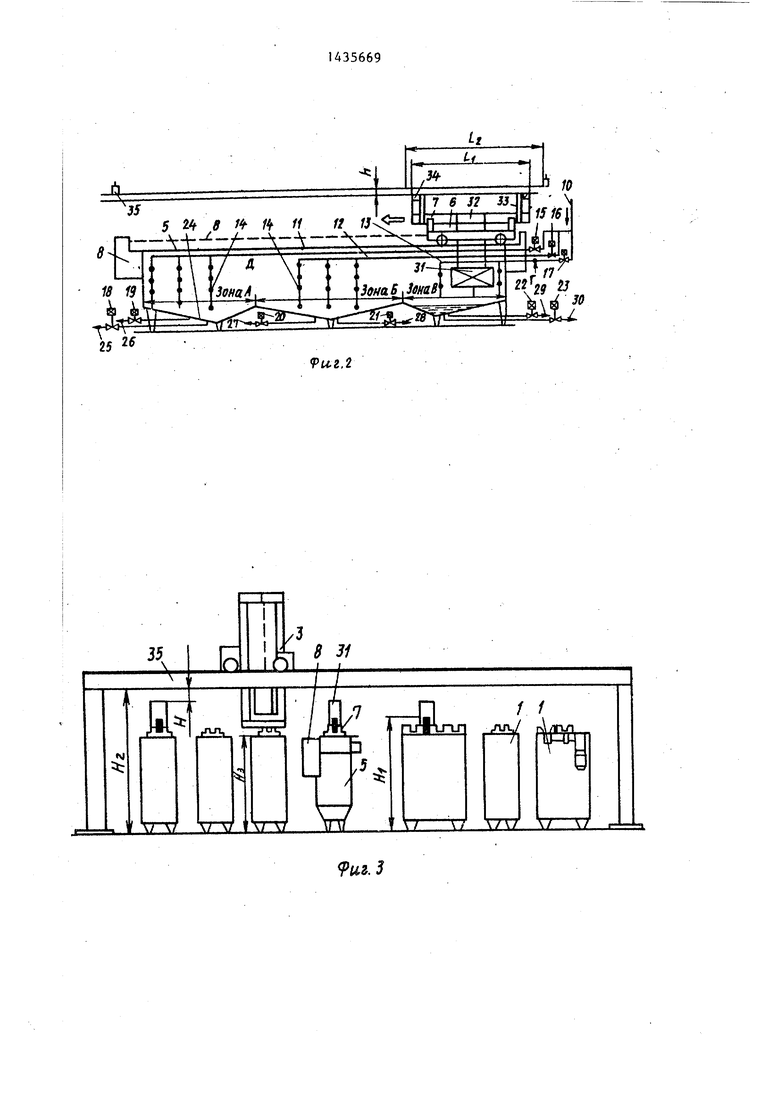
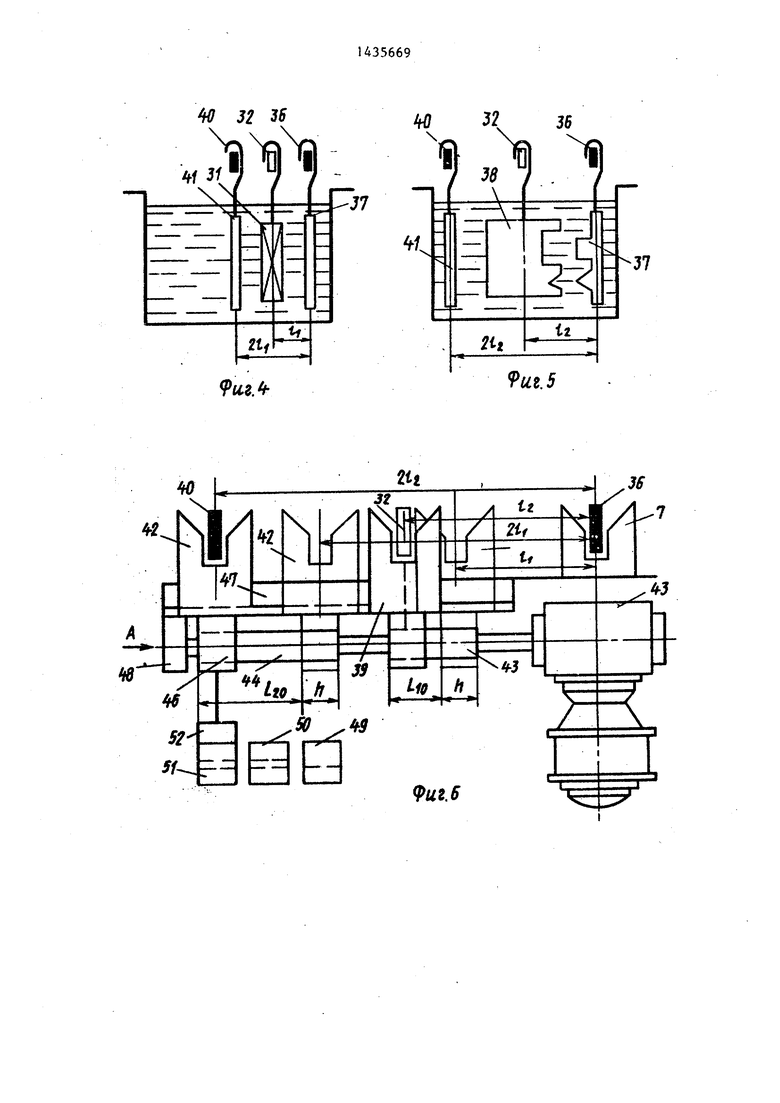
На фиг.1 показана автоматическая гальваническая линия, общий ,вид сверху; на фиг,2 - передаточная ван- на; на фиг.З - линия, вид сбоку; на фиг.А и 5 - электролитическая ванна, вид сбоку в разрезе; на - привод раздвижения грузоопор; на фиг,7 - вид А на фиг.6.
Автоматическая гальваническая ли- ния состоит из рядов ванн i и 2, автооператоров 3 и 4, передаточной ванны 5, разделенной на зоны А,Б и В. В верхней части ванны 5 установлена подвижная рама 6 с опорами 7. Рама б приходит в движение от цепного реверсивного привода 8. . В начале первого ряда ванн установлена позиция 9 для разгрузки и загрузки деталей. Чистая вода подводится по трубопроводу 10 к передаточной ванне 5. В зонах А,Б и и В ванны 5 помещены коллекторы 11 - 13 с форсунками 14 для распыления воды. Подача чистой воды по трубопрово ду 10 к коллекторам 11 - 13 осуществи ляется через автоматические вентили 15 - 17. В донных частях ванны 5 установлены клапаны 18-23, Зоны ванны А и Б, а также Б и В в нижней части разделены покатыми двухскатнь ми перегородками 24, образующими сливные карманЫо Бьтод использованной промью- ной воды из сливных кармано-в А,Б,В ванны 5 осуществляется автоматически ми клапанами через каналы 25-30.
Технологическая кассета 31 покоится на ваннах в опорах 7, Кассета 31 состоит из поперечной штанги обоих концах которой крепятся транспортные кронштейны 33 с выступами 34« Автооператоры 3 и 4 снабжены грузо- захватами (не показаны) с ловителями, имеющими ответные части для выступов 34 кассет 31. Перемещаются автооператоры по путям 35.
Электролитические гальванические ванны 1 содержат неподвижную электродную штангу 36 с анодами 37, которая покоится в неподвижных опорах 7.
Q
5
0
5
0
5
0
5
Штанга 32 технологической кассеты 31 с обрабатьшаемыми деталями 38 помещается своими концами в подвижных токовых грузоопорах 39.
Вторая электродная штанга 40 с анодами 41 своими концами покоится в подвижных токовых грузоопорах 42. Грузо- опоры 39 и 42 связаны с токовыми шино- пpoвoдaм посредством гибких проводников (не показаны).
Грузоопоры 39 И 42 приводятся в движение от электропривода 43, связанного с грузоопорами 39 и 42 по- средством винтовых передач 44 и 45 через резьбовое соединение 46 в нижней части грузоопор.
Подвижные Грузоопоры 39 и 42 перемещаются по профилированной ПЛ 1Нке 47.
Свободный конец винтовой передачи 45 помещен в плавающей опоре 48.
Для обратной связи с системой управления линией служит устройство позиционирования, состоящее из датчиков 49 - 51 положения и флажка 52, закрепленного на подвижной грузоопо- ре 42.
Линия работает следующим образом.
Автооператор 3, обслуживающий первый ряд ванны, забирает кассету 31 с обрабатываемыми деталями на позиции 9, переносит ее по ваннам согласно циклограмме и затем опускает ее в опоры 7 подвижной рамы 6 на передаточной ванне 5 в зоне В, В этот момент включается подача чистой воды через вентиль 17. При помощи привода 8 начинается перемещение рамы 6 в сторону зоны Б. Клапан 22 открьтает про- мьточной воле выход в канал 29, предназначенный для концентрированных стоков. По мере движения подвижной рамы 6 из зоны В к зоне А последовательно включается не заданное время поступления воды в коллекторы 13, 12 и 11.
При выходе рамы 6 из зоны В вентиль 17 подает чистую воду в эту зону, а клапан 22 перекрьюает канал 29. Когда рама 6 входить в зону Б, вентиль 16 открьшает поступление чистой воды в эту зону, а клапан 20 - сток загрязненной воды в канал 27. При выходе рамы 6 из зоны В вентиль 16 прекращает подачу чистой воды в эту зону, а клапан 20 перекрывает канал 27, Когда рама 6 начнет входить в зону А, вентиль 15 открыва-.
ет поступление чистой воды в эту зону, а клапан 18 открывает выход из сливного кармана в канал 25, предназначенный для сравнительно чистой промывочной воды, которая может использоваться в следующем цикле промь ки при подаче ее в точку Г на фиг.2. После того, как автооператор 4 заберет детали из зоны А на дальнейшую обработку, во втором ряду линии вентиль 15 прекращает подачу чистой воды в зону, а клапан 18 перекрьшает , канал 25. Вскоре автооператор 4 внов входит в зону А передаточной ванны 5, оставив в опорах 7 рамы 6 кассету 31 с деталями, завершившими обработ. ку во втором ряду линии, и покидает эту зону. Рама 6 приходит в движение в обратном направлении. Вентиль 15 вновь о ткрьшает поступление чистой воды в зону А. Но теперь уже другой клапан 19 открьшает слив в канал 26, предназначенный для конценрированных стоков. При выходе рамы 6 из зоны А вентиль 15 перекрьшает подачу чистой воды в эту зону, а клапан 19 перекрывает канал 26. При входе рамы 6 в зону Б с обратной стороны вентиль 16 вновь открьшает поступление чистой воды в эту зону, а сток промьшной воды на этот раз уже в канал 28 открывает клапан 21 (в отличие от предыдущего помещения зоны Б, когда клапан 20 открьшал слив в канал 27). При выходе рамы 6 из зоны В вентиль 16 прекращает подачу чистой воды в эту зону, а клапан 21 перекрьшает канал 28. При входе рамы 6 в зону В вентиль 17 открывает поступление чистой воды в эту зону,а клапан 23 открывает канал 30, предназначенный для относительно чистой промьшочной воды, .которая может использоваться в следующем цикле промы ки при подаче ее в точку Д на фиг.2. В это время автооператор 3 приносит кассету 31 с деталями для передачи в другой ряд и временно помещае ее в-близи передаточной ванны. После этого автооператор 3 забирает кассету 31 из зоны В и также помещает ее на свободную позицию вблизи передато ной ванны. В этот момент вентиль 17. перекрьшает поступление чистой воды в зону В, а клапан 23 перекрьшает канал 30. Далее автооператор 3 переносит приготовленную ранее для переда0
5
0
5
0
5
0
5
0
5
точной ванны 5 кассету 31 и помещают ее в опоры 7 подвижной рамы 6. Затем автооператор 3 забирает оставленную ранее кассету 31 с промытыми деталями на зак/почительную обработку. В ванне 1 покрытий, где истекло рремя обработки, штанги 32 и 40 раздвигаются на расстояния 1, и 21 соответственно, после чего автооператор 3 или 4 уносит штангу 32 с деталями на промьшку. На освободившееся место загружается другая штанга 32 с . новыми деталями 38 сложной конфигурации. Штанги 40 и 32 перемещаются вправо до тех пор, пока аноды 37 не займут оптимального положения относительно деталей 38.
После этого цикл работы передаточной ванны 5 с подвижной рамой 6, ав.; тооператоров 3 и 4 и электролитической ванны 1 с подвижными грузоопорами 39 и 42 повторяется аналогично описанному .
Работа передаточной ванны 5, электропривода 43, грузоопор 39 и 42, вентилей 15 - 17, клапанов 18-23, нвто- оператороб 3 и 4 и в автоматическом режиме обеспечивается системой управления линией (командоаппаратом).
Автоматическая линия позволяет совместить передачу обрабатьшаемых деталей -из одного параллельного ряда в другой ряд с многоступенчатой струйной промьшкой в передаточной ванне.
Кроме того, повышается технологическая гибкость при обработке дате- лей различной степени сложности и габаритов в разных электролитах за счет возможности установки оптимальных расстояний между катодными и анодными штангами.
Формула изобретения
Автоматическая гальваническая линия по авт.св. № 1139772, отличающаяся тем, что, с целью расширения функциональных возможностей и повьш1ения технологической гибкости, она снабжена опорной направляющей и приводом с валом, на котором смонтированы грузоопоры с возможностью перемещения по опорной направляющей, при этом вал содержит одно- заходн|.1й и двухзаходный винты, связан- ные соответственно с грузоопорами кассеты и анодной штанги.
8
-
25 2
::


| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая гальваническая линия | 1986 |
|
SU1344821A2 |
| Автоматическая гальваническая линия | 1986 |
|
SU1366558A2 |
| Автоматическая гальваническая линия | 1987 |
|
SU1423632A2 |
| Автоматическая гальваническая линия | 1984 |
|
SU1232709A2 |
| Автоматическая гальваническая линия | 1983 |
|
SU1139772A1 |
| Безотходная гибкая автоматическая гальваническая линия | 1990 |
|
SU1798392A1 |
| Гибкая автоматическая гальваническая линия | 1991 |
|
SU1787177A3 |
| Автооператорная гальваническая линия | 1987 |
|
SU1423633A2 |
| Автооператорная гальваническая линия | 1985 |
|
SU1330217A2 |
| АВТООПЕРАТОРНАЯ ГАЛЬВАНИЧЕСКАЯ ЛИНИЯ | 1990 |
|
RU2013472C1 |

Автоматическая гальваническая линия относится к нанесению гальванических покрытий на детали. Цель изобретения - расширение функциональных возможностей и повышение технологической гибкости. Автоматическая гальва1Й1ческая линия состоит из рядов ванн. 1 и 2, автооператоров 3 и 4, которые переносят кассету согласно циклограмме. В верхней части ванны / установлена подвижная рама 6 с опорами 7, движущаяся от привода 8. В начале первого ряда установлена позиция разгрузки-загрузки 9. При перемещении рамы 6 через зоны А,Б,В соответствующие вентили подачи чистой воды открываются и последовательно им включ аготся клапаны слива. После прохождения зоны А автооператор 4 забирает кассету с деталями и переносит в следующий ряд для последующей отработки. После заключительной операции в ванне 1 штанги раздвигаются на расстояния 1 и 21 .соответственно и автооператор уносит штангу с деталями на промьшку. На освободившееся место загружается другая штан- га с новыми деталями сложной конфигурации. Штанги перемещаются вправо до тех пор, пока аноды не займут оптимального положения относительно деталей. После этого цикл работы повторяется. Такая конструкция линии позволяет обрабатывать детали различной конфигурации за счет установки оптимальных расстояний между катодными и анодными штангами. 7 нл. (Л 4; 00 ел Од О) 1Ч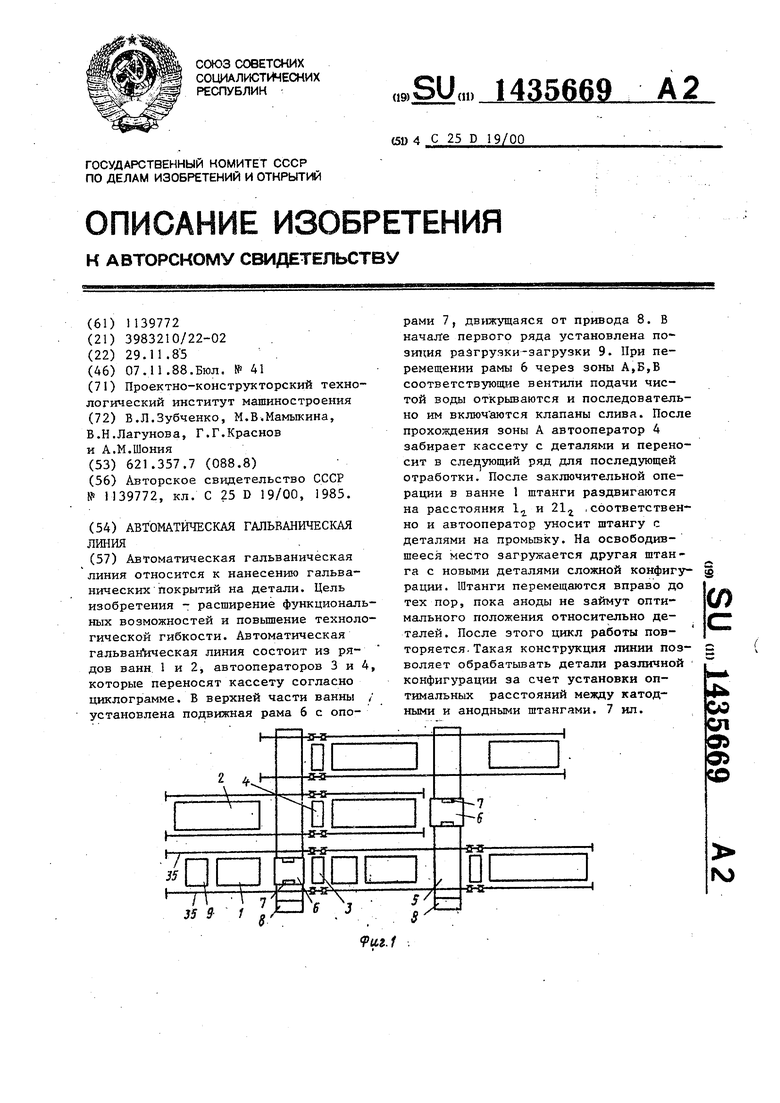
,2
9tiZ.3
32 36
9icz.
W
2,
2
X
5251
4tt
ч39
4
зв
.
U
-Л
Пг
it
9 иг. 5
2ii
36
ffltt
t- LJ t/
tt
45
ч39
119
j
Ф«г.
9иг.7
| Автоматическая гальваническая линия | 1983 |
|
SU1139772A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
