Изобретение относится к области гальванических покрытий на детали, в частности, для обработки деталей на подвесках.
Целью изобретения является повышение производительности и экономия рабочих растворов.
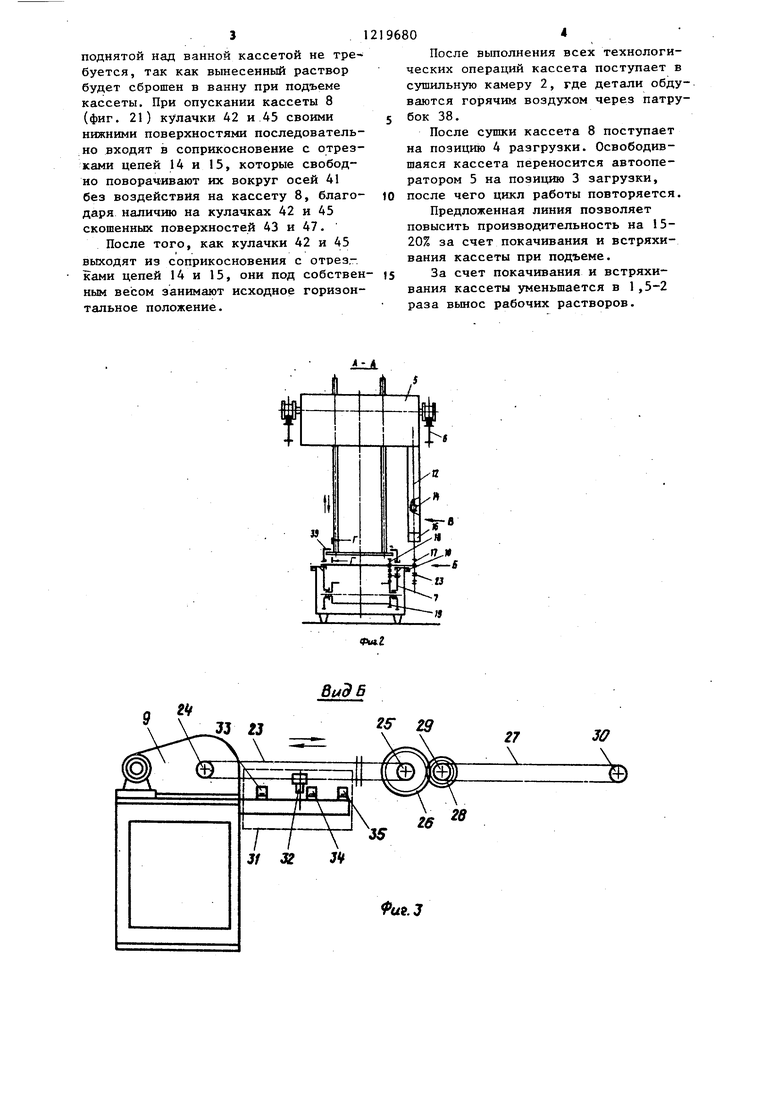
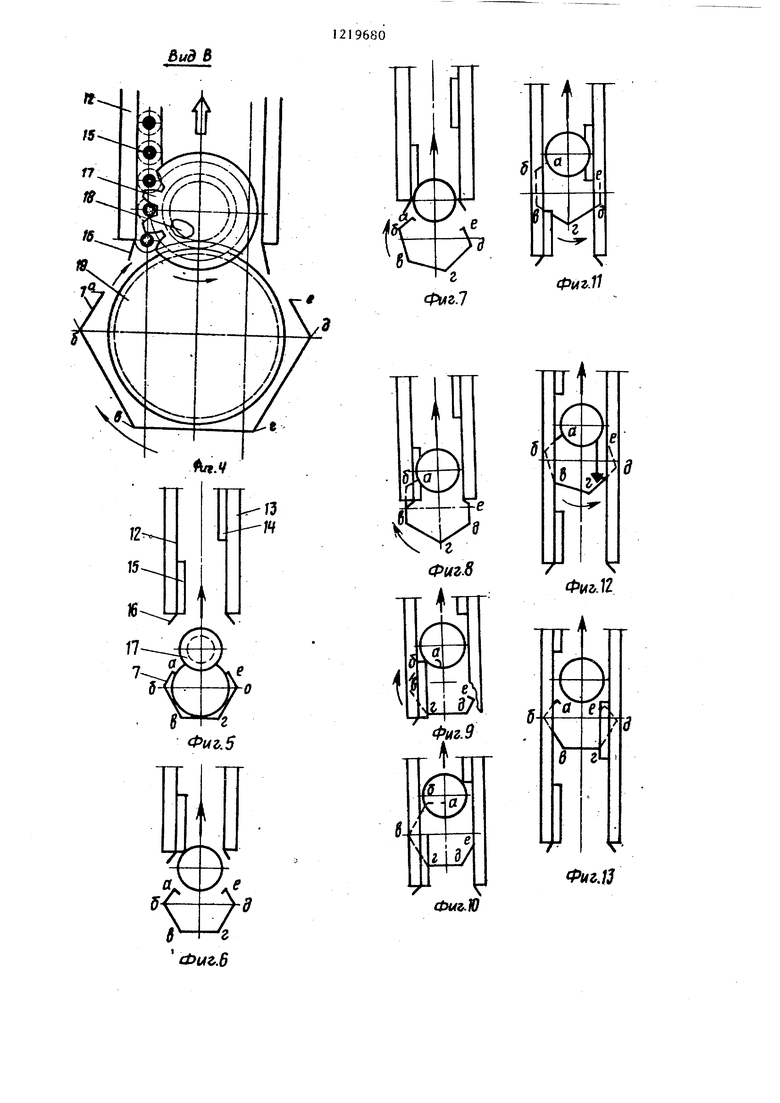
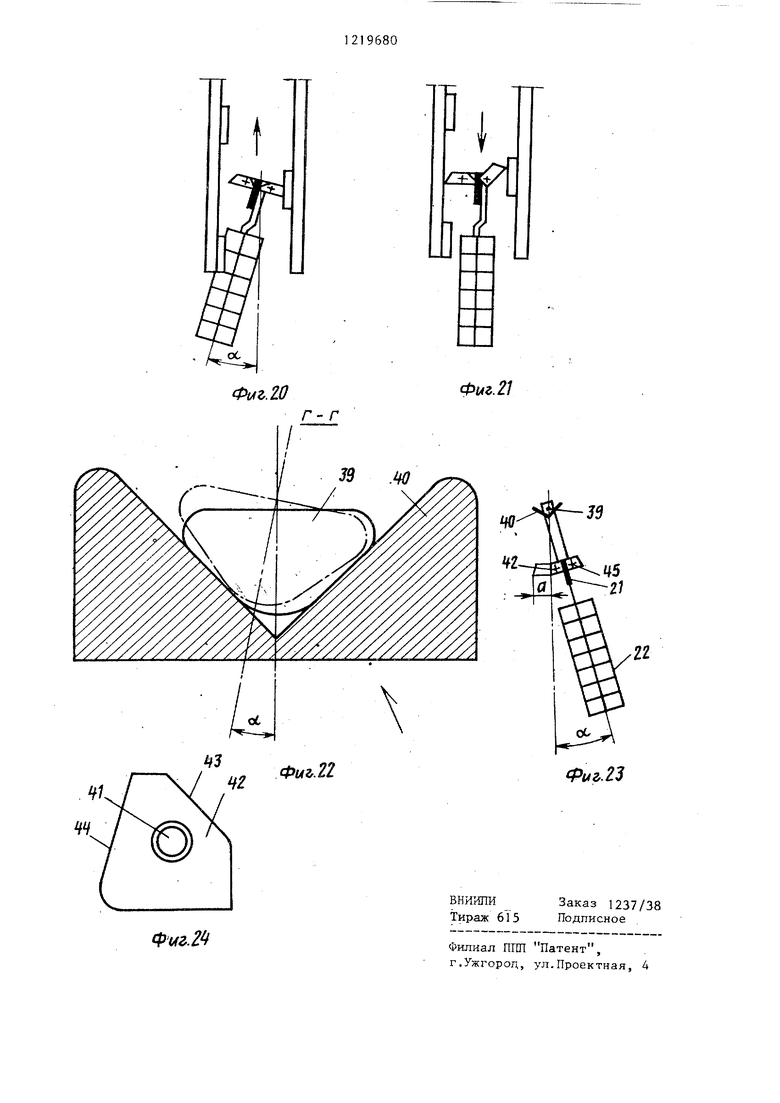
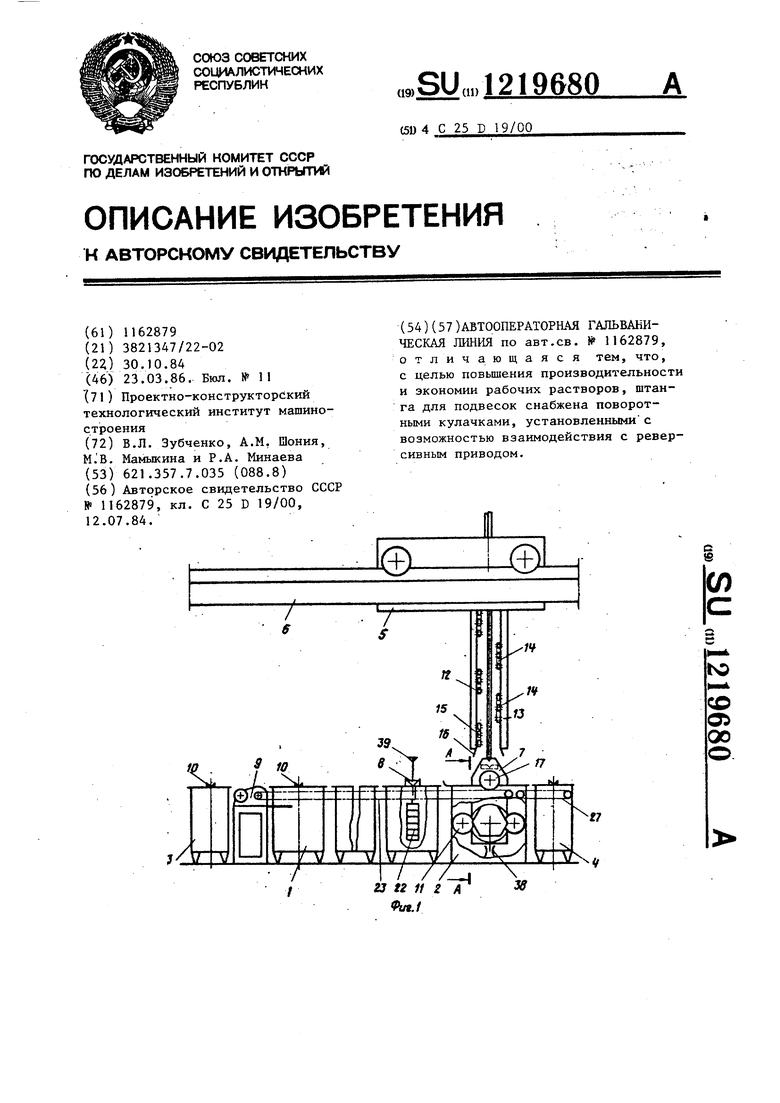
На фиг. 1 изображена автооператорная гальваническая линия, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - вид Б на фиг.2, централизованный цепной привод барабана; на фиг. 4 - вид В на фиг. 2; на фиг. 5-13 - этапы подъема барабана; на фиг. 14 - штанга с подвесками в сушильной камере; на фиг. 15 и 16 - соответственно моменты работы бараба на в гальванической ванне; на фиг. 17 - вид В на фиг. 2, кассета; на фиг.18-20-кассеты с подвесками при подъеме; на фиг. 21- то же с подвесками при опускании; на фиг. 22 - разрез Г-Г на фиг. 2; на фиг. 23 - схема отклонения кассеты от вертикали; на фиг. 24 - поворот- ньш фигурный кулачок.
Автооператорная гальваническая линия содержит гальванические ванны 1, расположенные по ходу технологического процесса, сушильную камеру 2, загрузочную 3 и разгрузочную 4 стойки, автооператор 5, рельсовый путь 6, барабаны 7, кассеты 8, реверсивный привод 9, грузоопоры 10 В сушильной камере 2 установлены эластичные перегородки 11.
Автооперат.ор 5 с одной стороны содержит две колонны 12 и 13 с устройствами реверса барабана 14 и ,15, выполненными в виде отрезков цепи, в нижней части колонн 12 и 13 установлены ловители I6.
Барабан 7 вьшолнен в виде многогранника без крышки и содержит приводную звездочку 17 5 на одной оси которой находится ведущая шестерня 18 барабана, соединенная с ведомой шестерней 19. Внутрь барабана засыпаются для обработки мелкие детали 20.
Кассета 8 содержит катодную штангу 21 с рамками 22 для обрабатываемых деталей. I
Реверсивный цепной привод 9 состит из главного, цепного участка 23 с приводной звездочкой 24, ведомой звездочкой 25 и ведущей шестерней 2 а также из вспомогательного ведомог
0 ,2
цепного участка 27 с ведомой шестерней 28, ведущей звездочкой 29 малого участка и ведомой звездочкой 30.
Устройство реверса 31 цепного при- вода 9 состоит из флажка 32, укрепленного на цепи, и датчиков положения левого 33, среднего 34 и правого 35.
Электрические ванны 1 снабжены анодными штангами 36 с анодами 37.
В нижней части сушильной камеры 2 расположен патрубок 38 для подачи горячего воздуха в зону сушки.
Высушенные детали 20, 22 из ба- рабана 7 и кассеты 8 разгружаются на стойке разгрузочной 4.
Барабаны 7 и кассеты 8 содержат транспортные кронштейны 39, взаимодействующие при транспортировании с грузозахватами 40 автооператора 5.
Устройство покачивания кассеты состоит из насаженных на оси двух кулачков - левого 42 со скошенными поверхностями 43 и 44 и правого 45 со скошенными -поверхностями 46 и 47.
Оси 41 кулачков 42 и 45 крепятся на кронштейнах 48, установленных с двух сторон на штанге 21 кассеты 8.
Линия работает следующим образом. Автооператор 5 перемещается по рельсовому пути 6 и опускает поочередно кассету 8 в технологические ванны 1 и на рабочие позиции 2-4. Опускание производится, когда флажок 32 взаимодействует с выключателем 34, расположенньЕМ в центре отрезка между выключателями 33 и 35. Когда обработка деталей производится в линии только на подвесках, привод 9 отключается.
При подъеме кассеты 8 устройство работает следующим образом.
Левый кулачок 42 плавно входит в соприкосновение с выступающим отрез- ком цепи 15. При дальнейшем подъеме
скошенная поверхность 44 кулачка 42 начинает скользить по цепи 15, отклонив от вертикали кассету 8 вправо на величину л . Поскольку кассета 8 сверху удерживается за кронштейны 39 в грузозахватах 40, она отклоняется на угол Ы .
При дальнейшем подъеме кулачок 42 соскакивает с цепи 15 и встряхи- вает кассету 8, которая опять займет вертикальное положение.
Аналогично работает правый кулачок 45. Выдержки автооператора с
Э1
поднятой над ванной кассетой не тре- буется, так как вынесенный раствор будет сброшен в ванну при подъеме кассеты. При опускании кассеты 8 (фиг. 21) кулачки 42 и 45 своими нижними поверхностями последовательно входят в соприкосновение с отрезками цепей 14 и 15, которые свободно поворачивают их вокруг осей 41 без воздействия на кассету 8, благодаря наличию на кулачках 42 и 45 скошенных поверхностей 43 и 47.
После того, как кулачки 42 и 45 выходят из соприкосновения с отрезками цепей 14 и 15, они под собствен ным весом занимают исходное горизонтальное положение.
Bt4d6
19680 ,
После выполнения всех технологических операций кассета поступает в сушильную камеру 2, где детали обдуваются горячим воздухом через патру5 б°к 38.
После сушки кассета 8 поступает на позицию 4 разгрузки. Освободившаяся кассета переносится автооператором 5 на позицию 3 загрузки, после чего цикл работы повторяется.
Предложенная линия позволяет повысить производительность на 15- 20% за счет покачивания и встряхивания кассеты при подъеме.
За счет покачивания и встряхивания кассеты уменьшается в 1,5-2 раза вьмос рабочих растворов.
to
15
31 зг 3f
29
27
30
«e.J
Вид В
Фмг.б
д
Фиг.13
.6
г /
us.lif
иг. 15
9.16
«-
V3
7
I/W W
| название | год | авторы | номер документа |
|---|---|---|---|
| Автооператорная гальваническая линия | 1985 |
|
SU1330217A2 |
| Автооператорная гальваническая линия | 1987 |
|
SU1423633A2 |
| Автоматическая гальваническая линия | 1984 |
|
SU1232709A2 |
| Гальваническая автооператорная линия для обработки мелких деталей | 1981 |
|
SU986972A1 |
| Автооператор для гальванических и химических линий | 1981 |
|
SU981463A1 |
| Автоматическая линия для гальванической обработки изделий | 1986 |
|
SU1381204A1 |
| Линия для химической и гальванической обработки деталей | 1983 |
|
SU1125301A1 |
| АВТООПЕРАТОРНАЯ ГАЛЬВАНИЧЕСКАЯ ЛИНИЯ | 1989 |
|
RU1816003C |
| АВТООПЕРАТОРНАЯ ГАЛЬВАНИЧЕСКАЯ ЛИНИЯ | 1990 |
|
RU2013472C1 |
| Автооператор линий гальванической и химической обработки | 1985 |
|
SU1306986A1 |

Лл./7
. V
.гО
Фиг. 21
Ч
3d
U5
t/e.2J
вниипи
Тираж бТЗ
Заказ 1237/38
Подписное
ф-иг.
Филиал ПГШ Патент, г.Ужгород, ул.Проектная, 4
| Автооператорная гальваническая линия | 1983 |
|
SU1162879A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
