При литье С применением двухъярусной литниковой системы получаемые отливки имеют ряд дефектов (спаи, плены, подтеки и др.), которые образуются в местах встречи металла, подаваемого через литники первого и второго яруса. Кроме того, подача металла в стояк и перекрытие входного отверстия осуществляется вручную подъемом и опусканием пробок.
Описываемое приспособление для регулирования подачи металла в форму при этажных литниковых системах позволяет повысить качество отливок и автоматически открывать стояк (питатель). Достигается это тем, что приспособление выполнено в виде основания со стойкой, на оси которой навешено коромысло. С одной стороны коромысло удерживается защелкой, прикрепленной к магнитному пускателю, а с другой соединено со стопорной пробкой.
Приспособление автоматически открывает доступ расплавленному металлу в литниковую систему второго яруса в тот момент, как только металл, подаваемый через литниковую систему первого яруса в форму, достигнет уровня начала верхних прибылей.
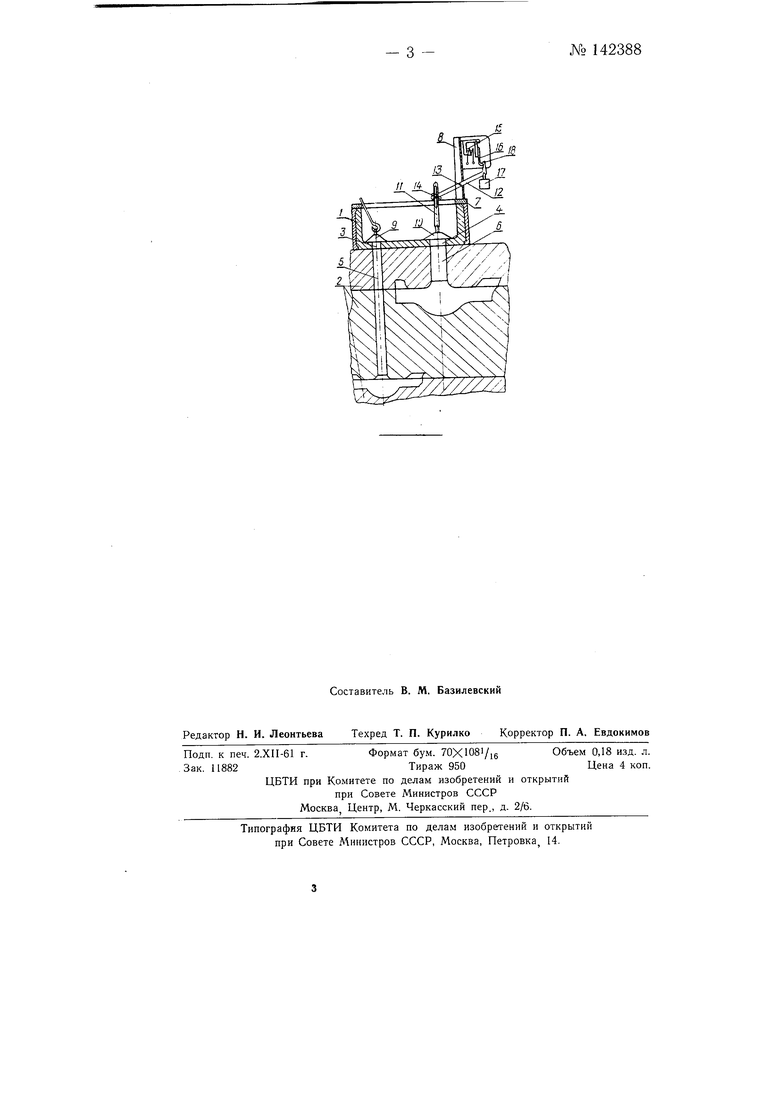
На чертеже показано предлагаемое приспособление.
Оно устанавливается на литниковой чаше /, которая расположена над заливаемой формой 2 таким образом, что имеющиеся в ее дне отверстия с и 4 совмещаются с отверстиями стояков 5 6 нижнего и верхнего ярусов литниковой системы.
Приспособление имеет стальное основание 7, выполненное в виде рамы, приваренную к нему стойку 8, две стопорные пробки 9 и 10, закрывающие доступ расплавленному металлу в литниковые системы обоих ярусов, и механизм, автоматически открывающий пробку 10, закрывающую отверстие в стояк литниковой системы второго яруса.
№142388- 2 Механизм, для открывания пробки 10 состоит из подвижной тяги //, соединенной нижним концом с пробкой, коромысла 12, свободно поворачивающегося вокруг оси 13 и при помощи винта 14 прикрепленного к тяге //, и электромагнита 15, снабженного защелкой 16. Коромысло 12 имеет противовес 17 и крюк 18, за который зацепляется зашелка 16.
Цепь электромагнита замыкается в момент, когда расплавленный металл в форме поднимается до уровня начала верхних прибылей, для чего в форму на этом уровне введено два электрода, которые электрически соединяются через расплавлеппый металл. В этот момент защелка 16 притянется электромагнитом и выйдет из зацепления с крюком 18 коромысла 12. Вследствие этого коромысло под действием противовеса повернется вокруг оси 13 и поднимет стопорную пробку 10, открыв тем самым доступ расплавленному металлу в литниковую систему второго яруса. Стопорную пробку 9 открывают вручную в самом начале заливки формы после заполнения литниковой чащи 7 расплавленным металлом. Сечение стояка 6 второго яруса литниковой систем.ы в несколько раз больще сечения стояка 5.
Предлагаемое приспособление может быть использовано при отливке промыщлецных деталейПредмет изобретения
Приспособление для регулирования подачи металла в форму при этажных литниковых системах, с использованием электродов, отличающееся тем, что, с целью автоматического открытия стояка (питателя), оно выполнено в виде установленного на литниковой чаще или верхней полуформе основания со стойкой, на оси которой навешено коромысло, с одного конца удерживаемое защелкой, прикрепленной к магнитному пускателю, а с другой соединенное через подвижную тягу со стопорной пробкой.
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОЯРУСНАЯ ЛИТНИКОВАЯ СИСТЕМА ДЛЯ ЛИТЬЯ МАГНИЕВЫХ СПЛАВОВ | 1987 |
|
SU1450218A1 |
| Устройство для сифонной отливки | 1941 |
|
SU64623A1 |
| СТЕНД, ЛИТЕЙНАЯ ФОРМА И СПОСОБ ЛИТЬЯ, В ЧАСТНОСТИ, ГОЛОВОК БЛОКОВ ЦИЛИНДРОВ ДВИГАТЕЛЕЙ | 2003 |
|
RU2328360C2 |
| Цера-насос | 1937 |
|
SU53903A1 |
| Литниковая чаша | 1982 |
|
SU1072983A1 |
| Аппарат для разлива жидкости | 1930 |
|
SU26079A1 |
| Стопочная форма | 1981 |
|
SU988443A1 |
| Литейная форма для отливки цилиндрических корпусов | 1979 |
|
SU811592A1 |
| СИСТЕМА ЛИТЬЯ | 2018 |
|
RU2760016C2 |
| Надставная литниковая чаша | 1989 |
|
SU1770033A1 |