Это изобретение связано, в основном, с технологией алюминиевого литья и относится к способам свободной заливки форм и способам литья при низком давлении, согласно которым используют специфические литейные формы для свободной заливки (molds) и литейные формы для литья под давлением (dies), монтируемые на стендах для литья, и машины для литья при низком давлении соответственно для двух различных технологий. Типичные примеры этих технологий являются примерами, которые используются, но неисключительно, для литья головок блоков цилиндров двигателей.
В основном, для среднего и крупномасштабного производств, все алюминиевые отливки головок блоков цилиндров изготавливают с помощью литейной формы, при применении которой используют технологию свободной заливки, или с помощью литейной формы, при применении которой используют литье при низком давлении, так как существует необходимость применения внутренних литейных стержней для создания полого пространства внутри отливки, а этого невозможно достигнуть при использовании любой другой технологии. Литейные стержни иногда частично используют с внешней стороны для создания врезных форм конструкции, которые невозможно создать при использовании металлических деталей.
При создании алюминиевых отливок для головок блоков цилиндров двигателей, которые изготавливают в форме для свободной заливки, требуются стенды для литья, на которые будут монтировать формы. Эти стенды используют для перемещения салазок литейной формы и головок, а также для удаления отливки из литейной формы, используя плиту с выталкивателями, при этом технический прием, принятый в настоящее время на вооружение большими литейными заводами, связывает важные технологические функции в большей степени с особенностью самой литейной формы. В случае, когда отливки головок блоков цилиндров двигателя изготавливают, используя способ литья при низком давлении, большие литейные заводы используют технический прием, при котором большинство технологических функций связано с работой литейной формы для литья под давлением по тем же самым причинам, по которым они приняты на вооружение при способе свободной заливки форм.
В этом случае, кроме перемещения литейной формы, машина для литья при низком давлении также отличается тем, что использует современную систему для проведения процесса литья из нижней части литейной формы. Так как нижняя часть машины занята раздаточной печью, зона для удаления отливки располагается всегда в верхней части. Это удаление проводят, используя скользящую по вертикали плиту с выталкивателями, которая нависает в некоторой степени, таким образом, что для нее исключается возможность действовать вдоль оси литейной формы непосредственно из области, расположенной выше по вертикали, в частности воздействовать на устройство для изготовления стержней, которое может функционировать лишь в горизонтальном направлении, что очень усложняет устройство.
Обычно верхнее удаление никогда не применяют, когда верхнюю часть отливки изготавливают, используя песчаные литейные стержни, так как продукт отливки можно поднимать вверх лишь тогда, когда верхняя часть отливки изготовлена путем использования стальной охватываемой детали, на которой отливка может крепко держаться, в то время как литейные стержни разрушаются, оставляя отливку в литейной форме. По этой причине, в случае применения технологии свободной заливки, когда в верхней части отливки присутствуют песчаные литейные стержни, как почти всегда происходит при этой технологии, удаление никогда не производят из верхней части, а всегда из нижней части.
В настоящее время на всех литейных заводах используемые литейные формы являются всегда специфичными, или это литейные формы для свободной заливки или же литейные формы для литья при низком давлении, так как обе эти технологии полностью несовместимы. Стенды для литья или машины для литья при низком давлении также полностью отличаются.
В случае крупномасштабных производств, вместо использования обычного ручного ковша для разливки металла при применении способа свободной заливки, расплавленный металл вводят в литейную форму сверху, используя ковш, которым оперирует робот для литья, обычно подвешиваемый на нависающей перекладине, который часто используют также для автоматизации устройства для изготовления стержней и устройства для извлечения отливок.
Расплавленный металл забирается роботом из расположенной вблизи печи и разливается посредством литниковой чаши в вертикальные и горизонтальные желобковые литники для разливки в форму до тех пор, пока форма для отливки и открытые напорные стояки не будут заполнены.
Стояки притягивают любой шлак в расплавленном металле, который плавает в нем, и их используют для подачи металла в отливку в то время, как охлаждаемый металл дает усадку, и для высвобождения газов, содержащихся в расплавленном металле, а также любых дополнительных газов, которые образуются, когда металл вступает в контакт с литейными стержнями, создавая наилучшую по возможности отливку относительно механических характеристик, несмотря на некоторые несущественные недостатки.
При свободной заливке форм для головок цилиндров блоков двигателей литейные формы и стенды для литья обычно помещают на земле, в виде пар или нескольких пар, для облегчения автоматизации процесса. Альтернативно и лишь в случае свободной заливки форм, а не литья при низком давлении, всю систему можно монтировать на больших, медленно перемещающихся поворотных столах, называемых карусельными конвейерами, с тем чтобы место литья оставалось стабильным по отношению к вращательному движению. Все литейные формы наполняются единым роботом, устанавливаемым на фиксированной позиции карусели, на которой закрепляются стенды и литейные формы.
В процессе литья при низком давлении литейную форму приводят в непосредственный контакт с печью, так как печь, расположенную под машиной, поднимают для того чтобы привести ее в положение контакта с литейной формой. Колпак печи оборудуют одной или большим количеством вертикальных трубок, которые погружают в «ванну» расплавленного металла. Верхняя часть этих трубок входит в непосредственный контакт с инжекционными входными отверстиями, которые устраивают в нижней части литейной формы. В случае введения при низком давлении обезвоженного воздуха между поверхностью расплавленного металла и колпаком печи давление воздуха передается на «ванну» и выдавливает металл вверх в литейную форму через погруженные трубки и инжекционные входные отверстия, устраиваемые в нижней части литейной формы, до тех пор пока литейная форма не наполнится. Эта литейная форма не нуждается в каких-либо напорных стояках, так как их функцию выполняет давление воздуха, направленное на расплавленный металл. Верхняя часть литейной формы закрывается металлической охватываемой деталью, которая, кроме того, что она определяет форму отливки, предотвращает от того, чтобы металл выдавливался вверх за счет низкого давления, передаваемого из литейной формы. Давление воздуха поддерживают в течение короткого периода времени, до тех пор пока расплавленный металл не начнет затвердевать, что облегчается охладителями в литейной форме и в особенности на инжекционных входных отверстиях, которые способствуют быстрому затвердеванию металла в верхней части входного отверстия, предотвращая от того, что расплавленный металл, инжектированный в литейную форму, будет возвращаться за счет силы тяжести в печь, когда давление воздуха будет падать, и давая возможность расплавленному металлу, содержащемуся в трубках для литья, возвращаться в «ванну», устраняя тем самым его затвердевание. Затвердевший металл в верхней части инжекционного входного отверстия удаляют затем вместе с отливкой.
Из описанного выше можно легко прийти к заключению, что при существующем состоянии в данной области техники для изготовления отливки необходимо, во-первых, решить - или использовать способ свободной заливки, или же использовать способ литья при низком давлении, так как две технологии очень сильно отличаются. Кроме того, для формы, применяемой для свободной заливки, или для формы для литья под давлением стенд для литья или машина для литья при низком давлении должны соответствовать выбору способа свободной заливки или литья при низком давлении. Когда решение принято, литейная форма для свободной заливки или литейная форма для литья под давлением должны быть изготовлены в соответствии с этим окончательным решением. Проектная и строительная фазы этой операции очень дорогие, поэтому определенное решение следует принять заранее.
Решение по выбору одного способа литья или другого способа литья не всегда является удовлетворительным, в частности по отношению к способу литья при низком давлении, так как решение, кроме того, что его делают в соответствии с конкретным требованием потребителя, должно делаться на основе опыта литейного производства или в зависимости от оборудования, имеющегося в наличии на литейном заводе.
Все существующие технологии литья имеют свои плюсы и минусы. Например, преимущество литья при низком давлении состоит в том, что расплавленный металл поступает через погруженные трубки в нижнюю часть раздаточной печи, избегая включения в металл шлака или остатков плавления, которые плавают в верхней части «ванны». Когда весь процесс литья происходит в закрытой системе и не имеет никакого контакта с внешней атмосферой, избегают поверхностного окисления. Когда же это происходит, поверхностное окисление может оставаться на поверхности ванны и может никогда не попасть в литейную форму для литья под давлением, в то время как это может случиться при свободной заливке. Эта технология включает отбор металла из печи вблизи литейной формы для свободной заливки и несмотря на все принятые предосторожности небольшие количества шлака также могут быть введены в литейную форму. Большая часть этого шлака накапливается в стояках, не создавая излишнего вреда для отливки. Более сложным является избежать отбора поверхностного окисления из печи, которое добавляется к окислению, создаваемому в ковше и во время самого процесса литья, так как все происходит при контакте с внешней атмосферой. Другим отрицательным аспектом свободной заливки является турбулентность, которая возникает в металле во время процесса литья, что может создавать незначительное повреждение в отливке.
Отрицательные аспекты, которыми характеризуется свободная заливка форм в отношении качества, не являются серьезными, и они менее важны, чем те, которыми характеризуется литье в формы при низком давлении, которое благодаря именно тому факту, что при его применении невозможно вытеснить любой всплывший шлак в напорные стояки, которые не присутствуют в этой технологии, вместе с газами, содержащимися в металле, и газами, создаваемыми, когда этот металл входит в соприкосновение с литейными стержнями, совместно с другими факторами приводят к очень большому количеству забракованных изделий вследствие пористости в отливках. Для того чтобы ограничить связанный с этим экономический ущерб, многие литейные заводы применяют автоматизированный процесс полной пропитки силикатом натрия 100% продукции, получаемой при технологии литья при низком давлении.
То, что несмотря на различные негативные факторы предпринимаются все возможности, чтобы применять способ литья при низком давлении, обязано тому, что он дает возможность значительно снизить производственные затраты. Это является следствием того факта, что для каждой отдельной отливки требуется меньше металла, так как исключаются напорные стояки и вертикальные литниковые каналы. Следовательно, также исключаются механические процессы, необходимые для отделения стояков от отливки, которые представляют собой издержки, связанные с переливкой стояков и вертикальных каналов.
Как упоминалось ранее, что касается литейных форм для свободной заливки и литейных форм для литья при низком давлении, их изготавливают полностью, насколько возможно с технологической точки зрения, ведущие производители отливок для головок блоков цилиндров. Заслуживает внимания то, что стенды для литья и машины для литья при низком давлении находятся всегда в работе и являются частью фиксированного машинного имущества литейного завода. Как таковые, они присутствуют в виде строго ограниченного запаса, в то время как формы для свободной заливки и формы для литья под давлением поставляются в количествах, которые нужны для производства и для изготовления различных других требуемых головок блоков цилиндров, с закономерно высокой стоимостью для каждой создаваемой формы для свободной заливки и формы для литья под давлением.
Описанное выше выдвигает на первый план необходимость в строгости, когда выбирается технология свободной заливки форм или технология литья в формы при низком давлении, которая не оставляет места для появления иной возможности, если обнаружится, что используемая технология является неприемлемой, но всего этого можно избежать путем использования того, что указано в целях и преимуществах изобретения.
Основной целью этого изобретения является добавление нового типа технологии литья к тем технологиям, которые уже существуют. Новая технология будет известна как «комбинированная» технология, и она способна полностью реализовать преимущества, которые можно получить при использовании технологии свободной заливки и технологии литья при низком давлении.
Другой целью изобретения является представление нового стенда для литья, способного поддерживать как формы для свободной заливки, так и формы для литья под давлением, и создающего возможность для легкого перехода от одного способа литья к другому. С этой целью оборудование, которое определяет внешнюю форму отливки, обычно называемое литейной формой для свободной заливки или литейной формой для литья под давлением, в зависимости от используемой технологии будет называться здесь исключительно как литейная форма.
Другая цель изобретения заключается в том, чтобы дать возможность оператору полностью очищать литейную форму после удаления отливки и, когда это необходимо, быстро перекрашивать детали формы отливки в литейной форме на стенде при очень коротком производственном интервале времени, которые, будучи горячими, облегчают застывание краски без предварительного нагревания литейной формы до начала функционирования технологической линии и поэтому продлевают производственное время.
Другой целью изобретения является представление унифицированного стандартизированного стенда для литья, который всегда делает возможным удаление отливки из нижней части литейной формы, даже когда в случае литья при низком давлении или «комбинированной» технологии раздаточную печь устанавливают под литейной формой. Это исключает все случаи удаления отливки из верхней части литейной формы, даже когда последняя оборудована металлической крышкой или верхней охватываемой деталью, высвобождая вертикальное пространство вверху для более рационального использования роботом, занимающимся сборкой литейных стержней, и роботом, занимающимся удалением отливки, без необходимости применения сложных устройств с двойным вертикальным/горизонтальным перемещением.
Другой целью изобретения является представление опоры, которую можно применять для верхней части всех литейных форм для всех технологий литья, оборудованную вакуумной камерой для соединения с вакуумной системой для удаления дымов и газов из литейной формы во время процесса литья.
Другая цель изобретения заключается в переносе некоторых деталей литейной формы, которые не создают форму отливки, известных как формодержатели, из литейной формы на стенд для литья, с тем чтобы их создавали только один раз со стендом и чтобы, будучи стандартизированными, их не делали по шаблону для создания ряда литейных форм нужных для производства и для различных видов отливок и технологий литья.
Другой целью изобретения является представление стенда для литья, оборудованного нижней конструкцией, высоту которой можно приспосабливать таким образом, чтобы она соответствовала применяемому способу литья. В частности, в случае свободной заливки, когда под литейной формой нет никакой печи, стенд можно опускать для прикрепления его на каруселях. Такой же стандартный стенд, используемый на каруселях, можно также устанавливать непосредственно на земле, когда применяют традиционную систему свободной заливки, но с меньшими по размеру, более легкими и более дешевыми литейным и формами.
Другая цель изобретения заключается в том, чтобы сделать возможным трансформацию литейной формы, используемой в технологии свободной заливки, для применения в технологии литья при низком давлении, путем создания металлической верхней охватываемой детали и связанных с ней вспомогательных приспособлений, которые будут заменять литейный стержень, который обычно образует стояки и верхнюю форму отливки; следовательно, литейная форма не будет иметь никаких стояков. При использовании «комбинированной» технологии будет легко возвращаться к свободной заливке форм, убирая верхнюю охватываемую деталь и вновь используя литейный стержень.
Еще другой целью изобретения является представление стенда для литья, снабженного несущими приспособлениями на раздельных совмещающихся ползунах, предназначенными для создания литейных стержней, несущими приспособлениями на ползунах по обеим сторонам (правой/левой) или только на одной стороне. Перемещение, связанное с открытием и закрытием двух половинок несущих устройств на ползунах, будет происходить независимо за счет гидравлических цилиндров или одновременно (параллельное перемещение), когда раздельного перемещения не требуется. Если не существует проблем, связанных с созданием литейных стержней, несущие устройства на ползунах будут поставляться в виде единого звена.
Результатом изобретения является исключение робота для литья, используемого для свободной заливки литейных форм, устанавливаемых на земле, когда их трансформируют для литья при низком давлении или «комбинированной» технологии. Введение металла в литейную форму будет происходить из расположенной ниже печи и, следовательно, перемещение робота для литья на перекладине, обычно располагаемой над литейной формой, будет также исключаться там, где перекладина уже занята устройством для изготовления литейных стержней для помещения литейных стержней в литейную форму и устройством для извлечения отливок, облегчая перемещение последнего.
Это изобретение представляет собой стандартизированную структуру оборудования, используемого для производства отливки для головок блоков цилиндров двигателей или других сходных отливок, с помощью унифицированного стандартного стенда для литья, используемого для представленных здесь новых литейных форм, или для тех литейных форм, которые уже существуют и которые модифицируют для этих целей, для всех технологий литья, названных выше, с нижним удалением отливок и с механической рукой, способной изменять наклон, предназначенной для перемещения всех деталей формы для литья, располагающихся в верхней части. Литейные формы для следующих технологий будут монтировать на стандартных стендах:
- литейные формы для технологии литья при низком давлении с металлической верхней охватываемой деталью;
- литейные формы для «комбинированной» технологии или технологии литья при низком давлении и подачей самотеком через стояки, создаваемые в верхнем литейном стержне;
- литейные формы для «комбинированной» технологии с литьем при низком давлении и подачей самотеком через стояки, создаваемые в металлической крышке литейной формы;
- литейные формы для традиционной свободной заливки с верхней литниковой чашей и подачей самотеком через стояки, создаваемые в верхнем литейном стержне;
- литейные формы для традиционной свободной заливки с верхней литниковой чашей и подачей самотеком через стояки, создаваемые в металлической крышке литейной формы.
Способ литья согласно этому изобретению предусматривает концентрацию всего оборудования в одном и том же производственном пространстве, с использованием унифицированного стенда для литья для всех технологий литья и с одной и той же раздаточной печью, как для литейных форм для литья при низком давлении, так и для литейных форм для литья при низком давлении, но с подачей самотеком через стояки, посредством использования новой технологии литья, известной как «комбинированная» технология.
Для упрощения литейных форм, чтобы сделать их стандартными для всех технологий, и для снижения их веса и стоимости соответствующая часть формодержателей была перенесена из литейной формы на стенд, как далее подробно излагается.
Существенно то, что литейную форму комплектуют следующим образом: нижняя полуформа, ползуны, закрепленные головки, устанавливаемые на нижней полуформе, подвижные головки в местах посадки, которые скользят в закрепленных головках, нижняя плита с выталкивателями и, в зависимости от используемой технологии, охватываемая деталь, крышка или просто вакуумная верхняя изолирующая плита. Охватываемую деталь и крышку будут также монтировать на вакуумной плите, которую затем будут устанавливать на опоре. Стенд для литья будет оборудован несущими устройствами на ползунах, опорной плитой, всеми направляющими приспособлениями и скользящими прижимными планками. Следовательно, литейные формы будут дешевле для изготовления, будут весить намного меньше и будут меньшего размера, давая возможность экономить во время транспортировки на большие расстояния, внутри завода и во время хранения.
Стендом для литья и литейной формой можно управлять с помощью одного и того же компьютера, посредством которого обычно контролируют печь и машину, используемую для технологии литья при низком давлении, поэтому стенд будет заменять машину, становясь стандартным для всех технологий. Стенд будет прочным, соответствующим образом охлаждаемым и изолируемым, с тем чтобы он не подвергался тепловому расширению. Литейная форма будет расширяться при необходимости и достигать правильного теплового баланса при добавлении охладителей, регулируемых компьютером. Операции по прижиму нижней полуформы, зацеплению салазок на стенде для литья и закреплению плиты с выталкивателями будут осуществлять быстро с помощью гидравлических цилиндров (домкратов).
Подвижные головки в местах посадки будут перемещать с помощью гидравлических цилиндров, и их будут зацеплять вручную, но быстро с помощью коротких патрубков, которые блокируют грибовидный выступ головки с выступом головки гидравлического цилиндра.
Следовательно, используя один и тот же стенд, можно изготавливать отливки при подаче самотеком, но при подаче расплавленного металла снизу, как в случае литья при низком давлении. Этот процесс будет называться «комбинированной» технологией. В этом случае для предотвращения перелива расплавленного металла через стояки литейную форму будут монтировать с опорой, имеющей плиту, которая покрывает всю площадь стояка для сдерживания давления металла. Эта плита может также функционировать как вакуумная плита, когда ее устанавливают на опору с вакуумной камерой. Эту опору направляют и перемещают с помощью механической руки, способной изменять наклон, шарнирно прикрепляемой к верхней части стенда.
Опору будут соединять с вакуумным устройством, которое будет засасывать дымы и газы, продуцируемые расплавленным металлом и получаемые в результате контакта с литейными стержнями посредством плиты. С этой целью вакуумную плиту с металлической охватываемой деталью или крышкой будут оборудовать фильтрами в технологической линии с верхними стояками литейных стержней или стояками для формы отливки, чтобы сделать возможным удаление дымов и газов, блокируя прохождение расплавленного металла. Следовательно, опора и все, что применяется для нее, представляет собой интегрированную часть литейной формы. В частности:
- опора с вакуумной плитой, которая прежде не существовала и поэтому представляет собой часть новой конструкции для использования в новой «комбинированной» технологии (литье при низком давлении - подача самотеком через стояки) для засасывания дымов и газов и для герметизации верхней поверхности литейной формы и литейных стержней, которые формируют напорные стояки, для создания препятствия и блокирования давления металла в напорных стояках для литья, предотвращая от перелива расплавленного металла во время фазы литья;
- опора, как описанная выше, с вакуумной плитой и пригнанной металлической крышкой, используемая в новой «комбинированной» технологии для герметизации верхней поверхности литейной формы в технологической линии со стояками. Вышеупомянутая крышка функционирует в качестве охватываемой детали, которая создает верхнюю форму отливки и совместно с ползунами создает стояки, которые осуществляют подачу металла для литья путем использования технологии свободной заливки форм;
- опора и вакуумная пластина, с которыми применяют металлическую охватываемую деталь, используемую в технологии литья при низком давлении для создания верхней формы отливки без стояков.
Опору с вакуумной плитой, опору с вакуумной плитой и крышкой, а также опору с вакуумной плитой и верхней охватываемой деталью, применяемые для трех технологий, изготавливают все с плитой, которую покрывают фильтрами в направлении стояков и формы для отливки. Эти фильтры конвергируются в вакуумной камере для дыма и газа, создаваемой в опоре, которая будет соединяться с вакуумным устройством. Этот вакуумное устройство предназначается для улучшения качества отливок при всех технологиях, включая технологию литья при низком давлении, ввиду того, что при наличии соответствующей вентиляционной прорези на сторонах охватываемой детали и внутренних каналов, существует возможность закрывать доступ к литейным стержням вакуумным дымам и газам, большая часть которых находится обычно внутри продукта плавки, создавая широко распространенную пористость.
Введение новой вакуумной системы для дымов и газов для всех технологий, включая технологию литья при низком давлении, будет способствовать улучшению качества отливок и рабочей окружающей среды независимо от применяемой технологии.
Новая литейная форма, используемая в процессе «комбинированной» технологии, не будет иметь никакой литниковой чаши и никаких вертикальных литниковых каналов, хотя новый проект литейной формы предусматривает их присутствие без переноса на конечную фазу строительства. Отливку будут удалять, используя стандартное устройство, устанавливаемое в опорную плиту стенда и комплектуемое из держателя плиты, на котором будет быстро закреплена с помощью гидравлических цилиндров (домкратов) плита с выталкивателями, которой оборудуют все литейные формы. Для того чтобы рекуперировать существующие литейные формы, будут закупоривать вертикальные литниковые каналы в нижней части.
Как в новых, так и в существующих литейных формах будут создаваться инжекционные входные отверстия в нижней полуформе, имея в виду способ быстрого охлаждения, подобный тому, который используют в технологии литья при низком давлении для затвердевания расплавленного металла и который позволяет избежать возвращения жидкого металла в печь в результате действия силы гравитации, когда давление воздуха падает.
Этот новый способ литья исключает недостатки способа свободной заливки форм, являющиеся следствием захвата шлака из печи и окисления, сохраняя преимущества, такие как удаление того же шлака, а также газов и дымов, которые образуются во время процесса литья через стояки, которые теперь отсасываются с помощью новых устройств, иллюстрируемых и заявляемых.
В случае применения металлической охватываемой детали, предусматриваемой в литейных формах для литья при низком давлении, которую заменяют литейным стержнем или металлической крышкой в способе свободной заливки форм, все из которых управляются одной и той же способной изменять наклон механической рукой на стенде, имеется возможность легкой трансформации формы для свободной заливки в форму для литья при низком давлении путем добавления инжекционных входных отверстий в нижней полуформе (нижней части литейной формы) и трансформации формы для литья при низком давлении в форму для свободной заливки путем удаления охватываемой детали и замены ее литейным стержнем.
Автоматизация технологической линии свободной заливки форм существующего типа предусматривает использование устройства для изготовления литейных стержней, робота для литья и устройства для извлечения отливки. Все перемещения происходят часто на одной и той же перекладине и тремя устройствами трудно управлять. При исключении робота для литья координация перемещений упрощается, поскольку количество устройств уменьшается с трех до двух, экономя время и деньги. Печь, находящаяся рядом с литейной формой, также исключается, высвобождая производственное пространство.
Конструируемый по-новому стенд, которому приданы различные функции, особенно пригодность для поддерживания литейных форм для литья при низком давлении и литейных форм для свободной заливки, а также литейных форм для использования при «комбинированной» технологии, также используют для помещения части компонентов, которые обычно являются частью формодержателей тех же самых литейных форм. Следовательно, эти компоненты будут изготавливать только один раз и станут интегрированной частью стенда, устраняя, таким образом, необходимость изготовления новых компонентов для каждой литейной формы и для всех вариантов, требуемых для различных типов отливок головок блоков цилиндров или для других отливок. Таким образом, литейные формы будут стоить и весить меньше и будут иметь меньшие размеры.
Из описанного выше должно быть очевидно, что литейный завод больше не будет иметь никаких проблем, которые описаны применительно к существующему в настоящее время состоянию в данной области техники, когда будет делаться выбор способа литья наиболее удобного для изготовления отливки, так как легко произвести изменения, если сделанный выбор мог оказаться неправильным, переходя от одной технологии литья к другой путем внесения незначительных изменений в литейные формы.
При внедрении конструируемых по-новому стендов, как и конструируемых по-новому литейных форм имеется возможность осуществить значительную экономию по капиталовложениям и высвободить производственное пространство, а при использовании «комбинированной» технологии литья при низком давлении/при подаче самотеком имеется возможность изготавливать отливки с впечатляющими механическими характеристиками, имеется также возможность снизить производственный брак и улучшить производство в отношении качества и количества. Литейную форму можно использовать в течение более длительного времени путем простого перекрашивания деталей конструкции литейной формы.
Кроме присутствия механической руки на стенде, которая может изменять наклон в пределах 90°, несущие устройства салазок литейной формы, сами снабженные ползунами, могут поворачиваться вверх в пределах 45°, давая возможность оператору легко перекрашивать конструкцию литейной формы и очищать ее.
Как упоминалось ранее, новый стенд, включая нижнюю часть конструкции, можно использовать на карусели или на земле, когда это необходимо, для применения традиционной технологии свободной заливки форм, как происходит в настоящее время. Формодержатели существующих литейных форм можно легко изменять для того, чтобы стандартизировать их и чтобы использовать на новом стенде. Новые литейные формы будут изготавливать в соответствии с новым проектом, но будут все же иметь традиционную литниковую чашу и вертикальные литниковые каналы, как традиционные литейные формы.
Краткое описание чертежей
Дополнительные детали и характеристики изобретения станут более очевидными, когда некоторые примеры и варианты стендов и литейных форм будут описаны и проиллюстрированы на прилагаемых чертежах, которые являются чисто показательными, но ни в коем случае не ограничительными, и на которых:
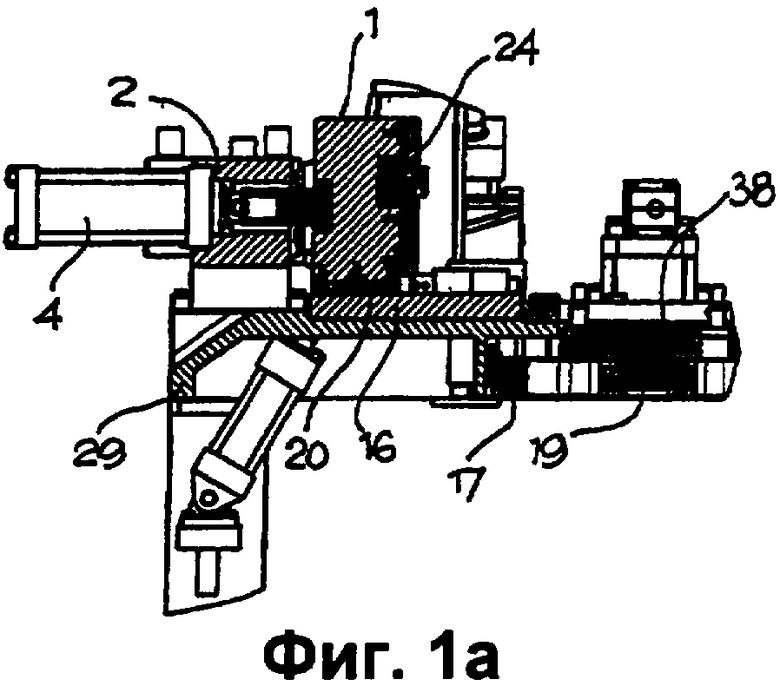
На Фиг.1 показан вертикальный разрез стенда для литейной формы на единичных ползунах, с поднятой способной изменять наклон механической рукой и с раздаточной печью;
На Фиг.1а показан частичный разрез увеличенной части стенда, показанного на Фиг.1;
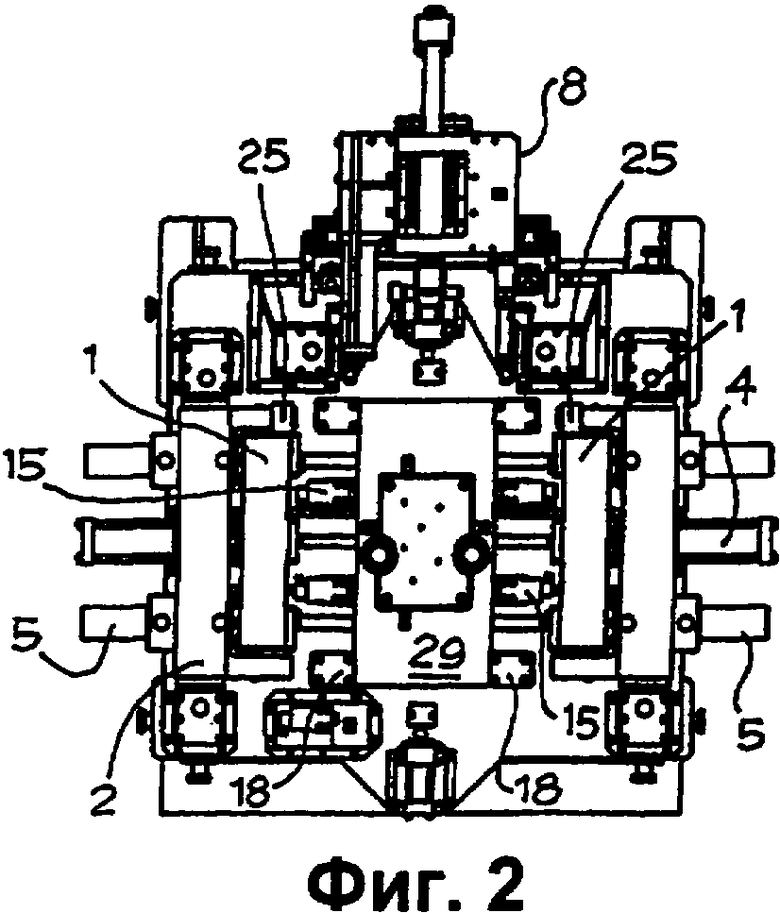
На Фиг.2 показан вид стенда сверху;
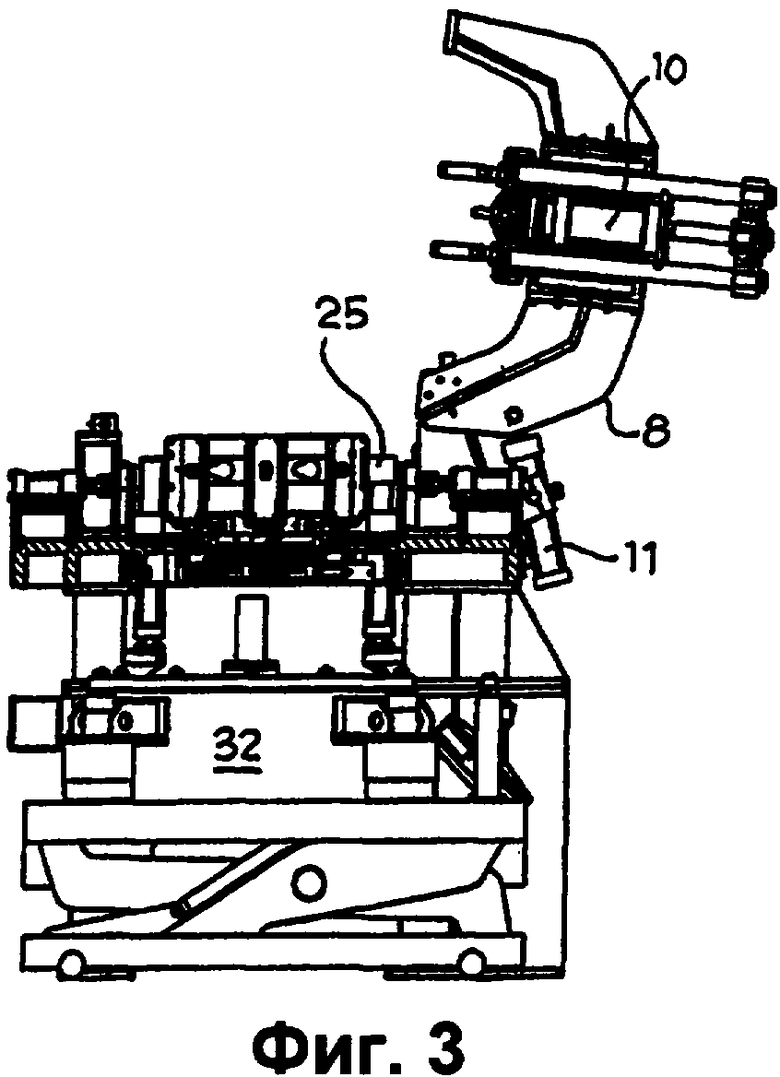
На Фиг.3 показан вертикальный разрез стенда в виде сбоку;
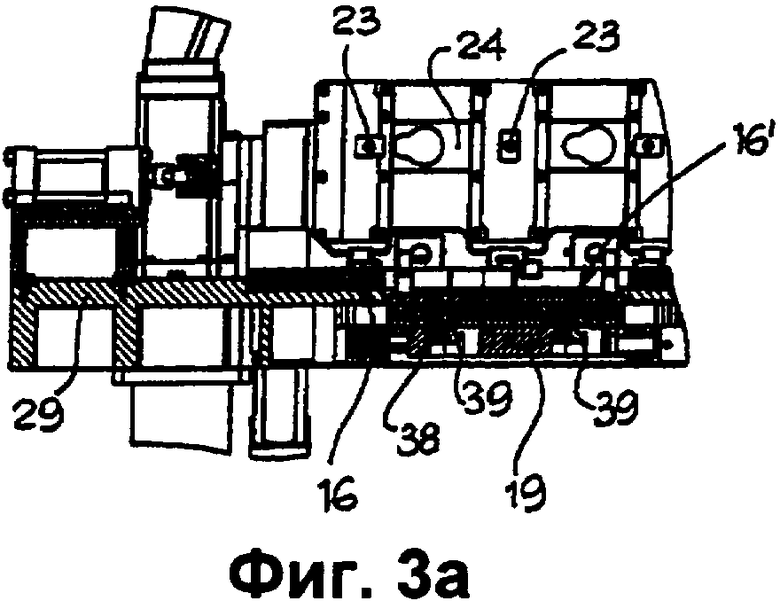
На Фиг.3а показан частичный разрез увеличенной части стенда, представленного на Фиг.3;
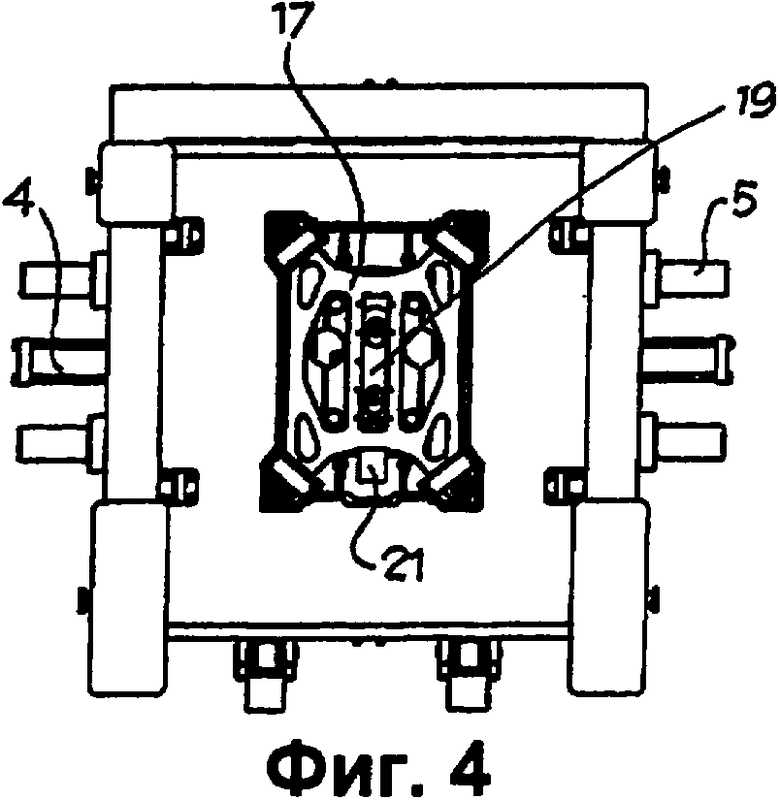
На Фиг.4 показан стенд в виде снизу;
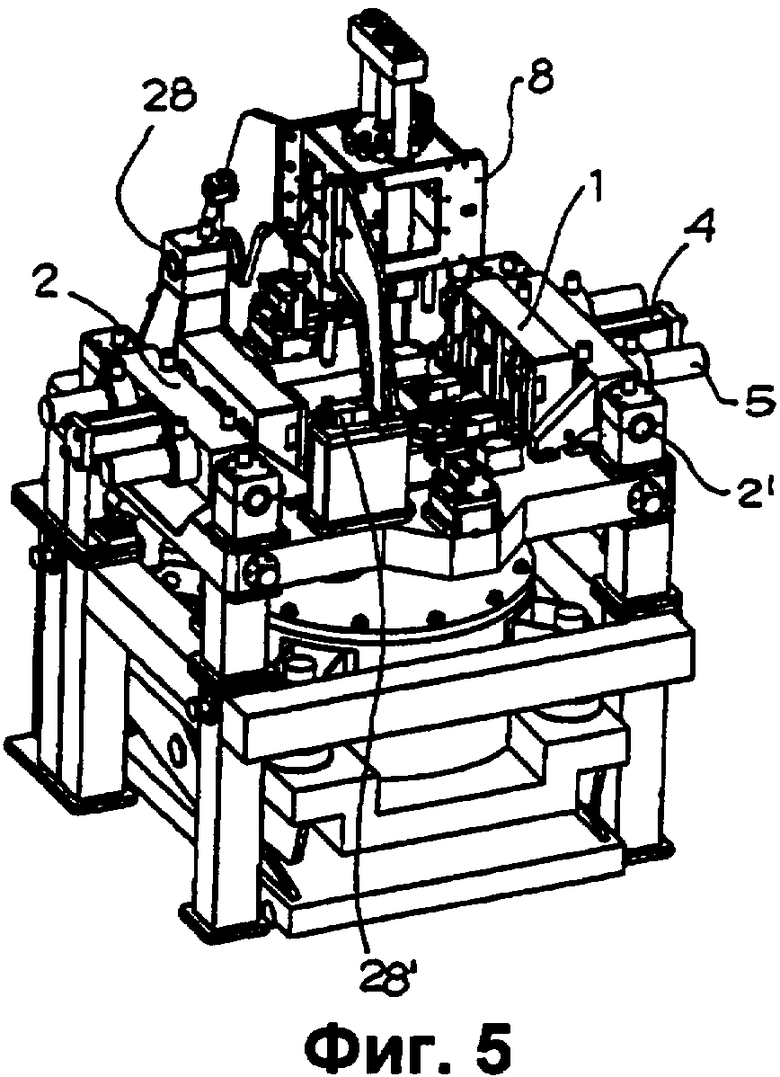
На Фиг.5 показано перспективное изображение стенда в рабочем положении с опущенной способной изменять наклон механической рукой, но без литейной формы;
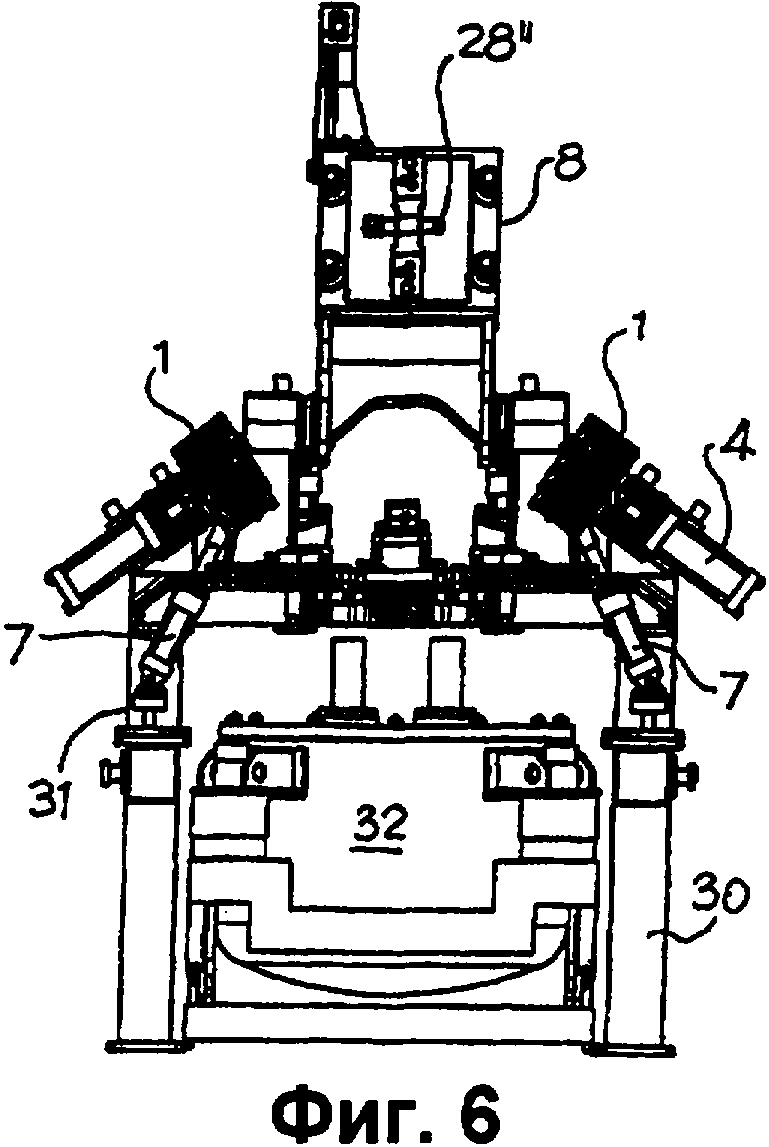
На Фиг.6 показан вертикальный разрез стенда в виде спереди с несущими устройствами на ползунах, которые наклонены для очистки и перекрашивания деталей конструкции литейной формы;
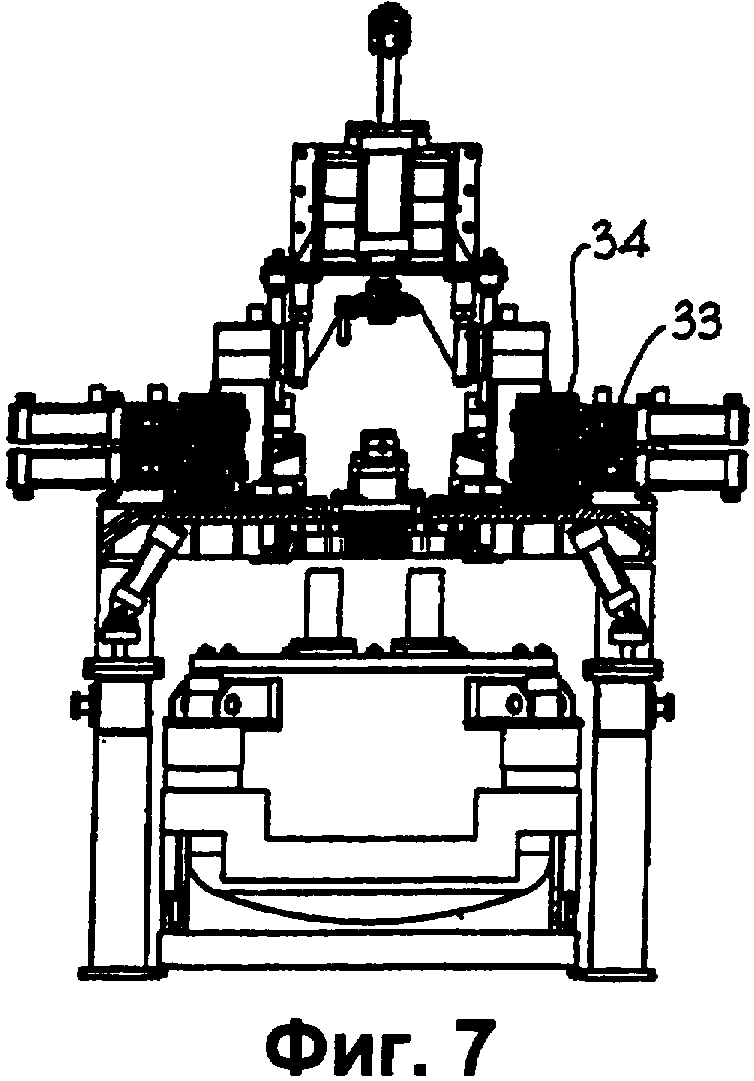
На Фиг.7 показан вертикальный разрез стенда, аналогичного показанному на предыдущих чертежах, но для литейной формы с совмещающимися двойными полуползунами;
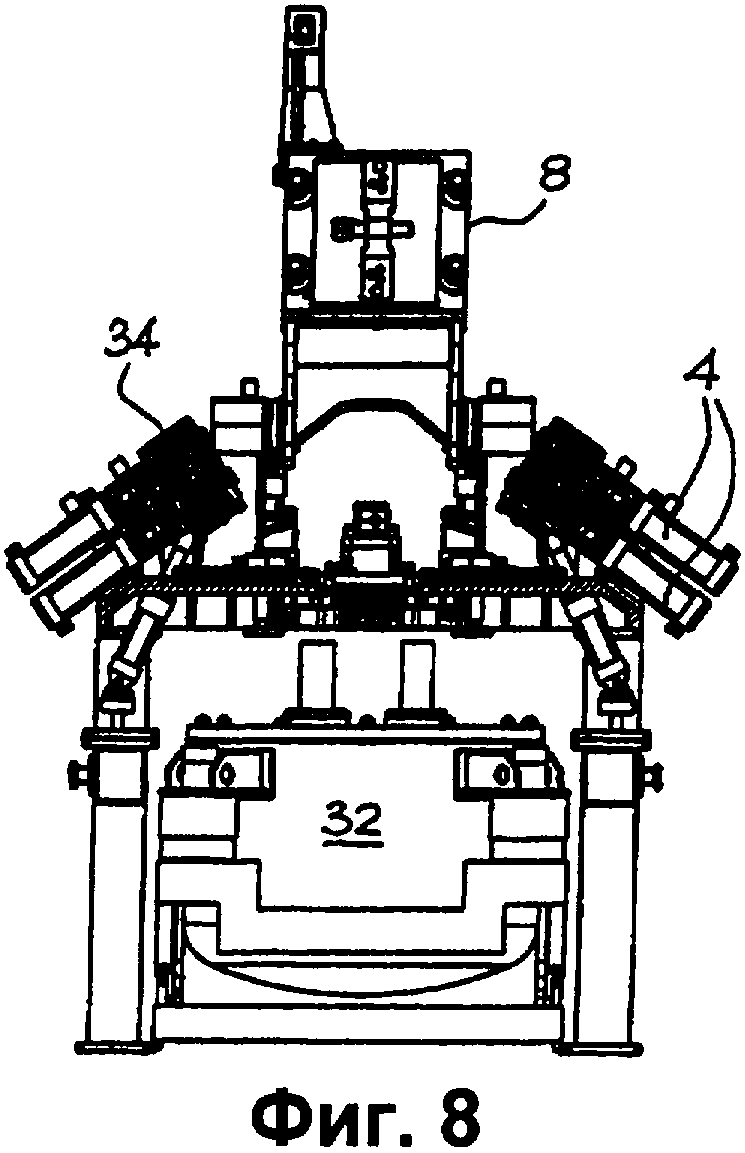
На Фиг.8 показан разрез стенда, представленного на Фиг.7, в виде сбоку и с наклоненными двойными полуползунами;
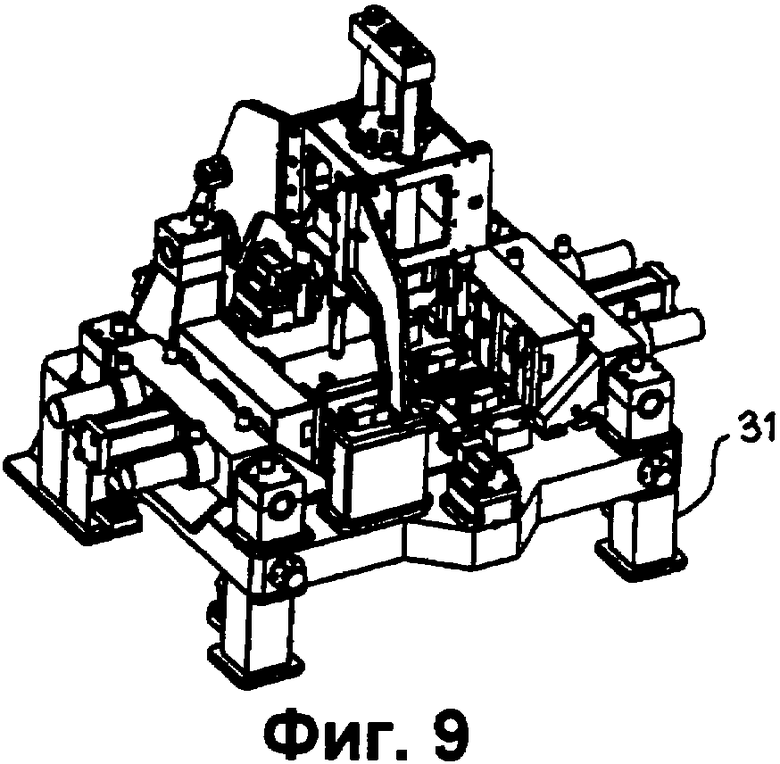
На Фиг.9 показано перспективное изображение стенда для литья, аналогичного стенду, показанному на Фигурах 1-6, но с опорной рамой, опущенной для свободной заливки формы, в рабочем положении, но без литейной формы;
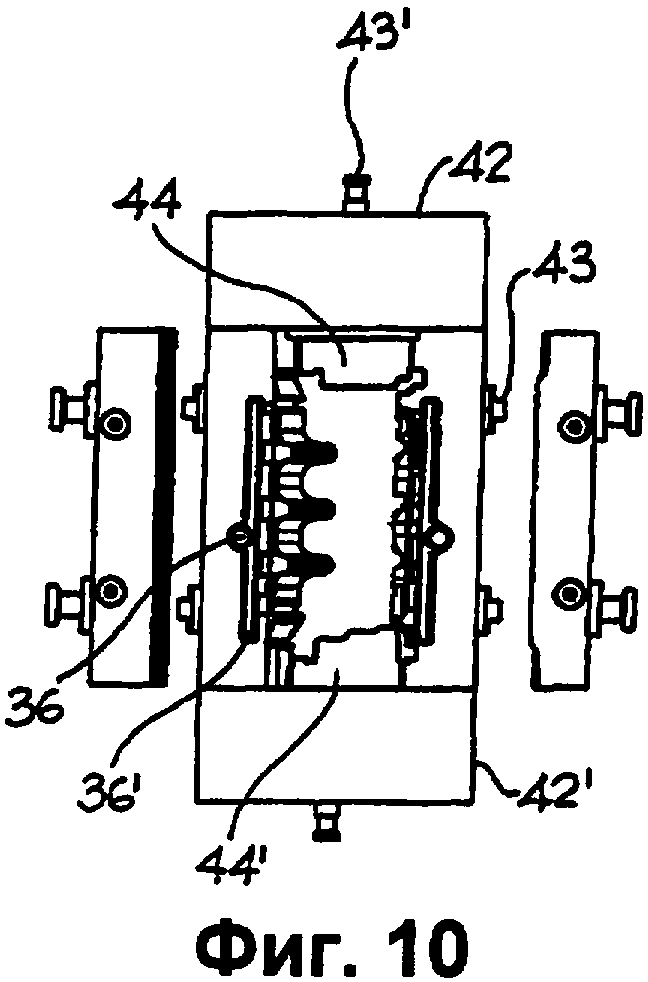
На Фиг.10 показано изображение сверху литейной формы для «комбинированной» технологии с открытыми ползунами, для литья при низком давлении, но с подачей через самотечные стояки, создаваемые в верхнем литейном стержне;
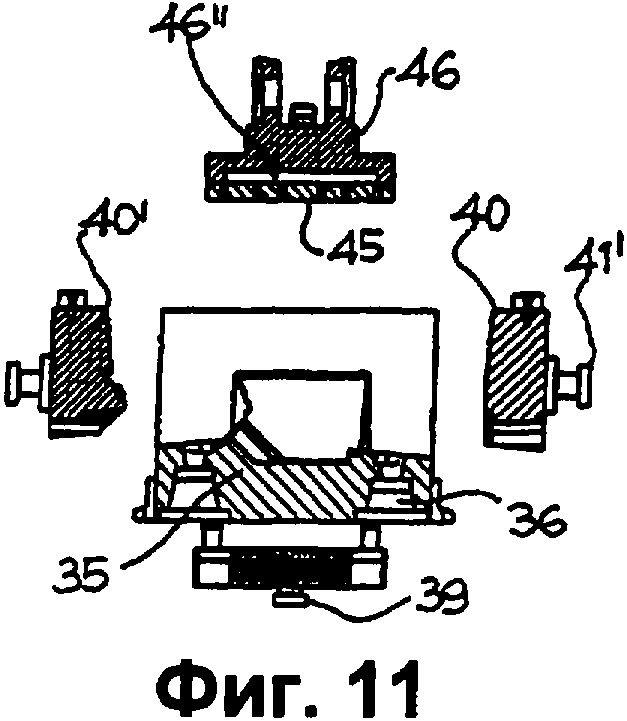
На Фиг.11 показано поперечное сечение открытой литейной формы, представленной на Фиг.10;
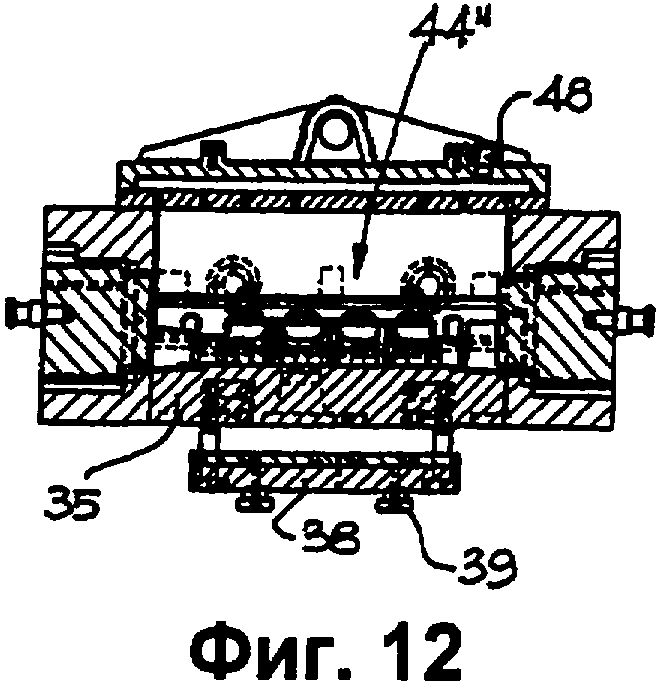
На Фиг.12 показан продольный разрез закрытой литейной формы;
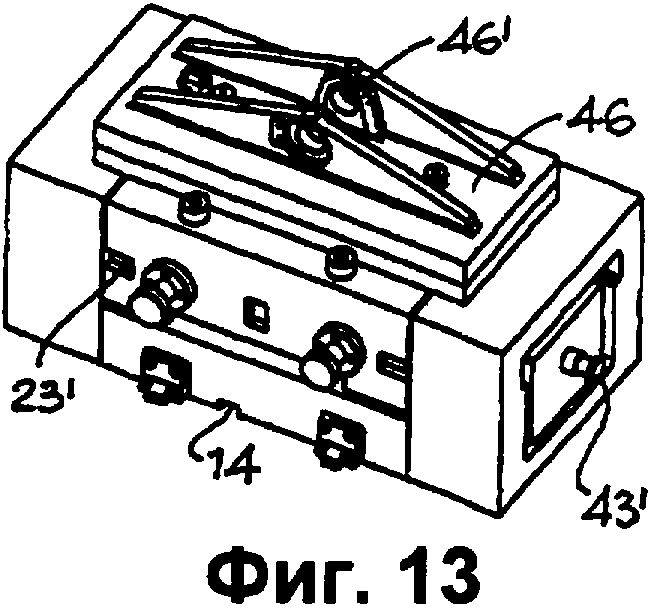
На Фиг.13 показано перспективное изображение закрытой литейной формы;
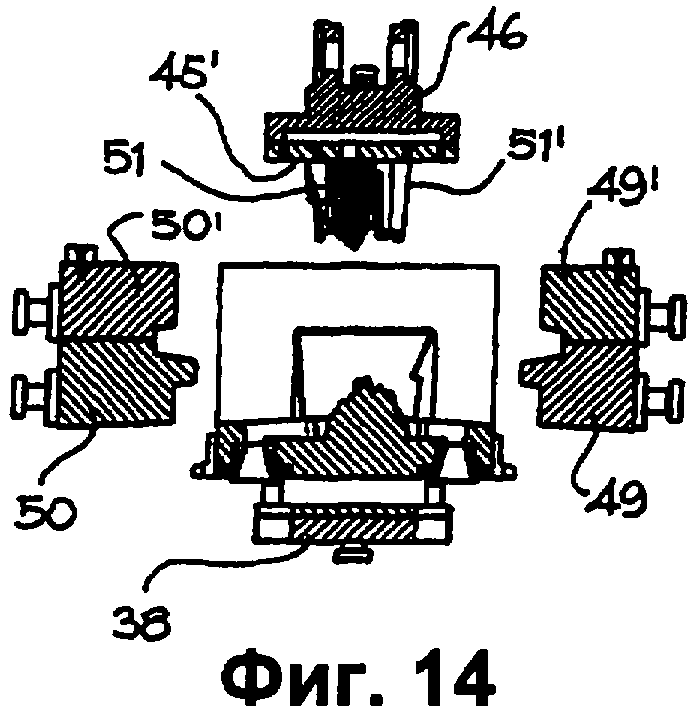
На Фиг.14 показано поперечное сечение открытой литейной формы для «комбинированной» технологии с двойными ползунами и металлической крышкой;
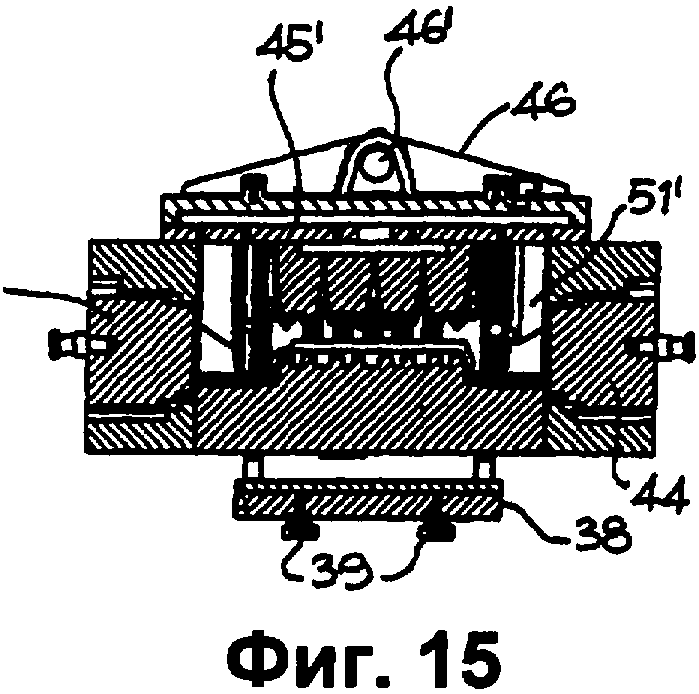
На Фиг.15 показан продольный разрез закрытой литейной формы, представленной на Фиг.14;
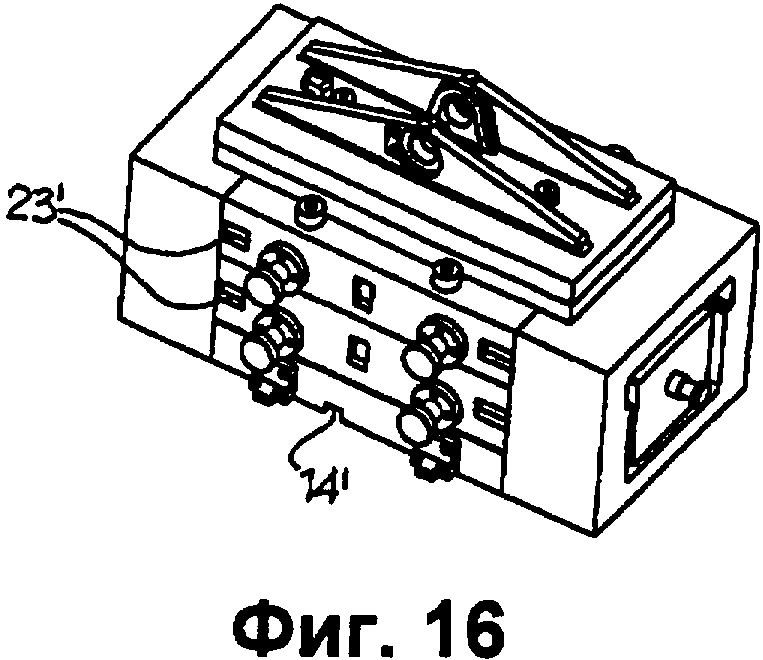
На Фиг.16 показано перспективное изображение той же самой литейной формы;
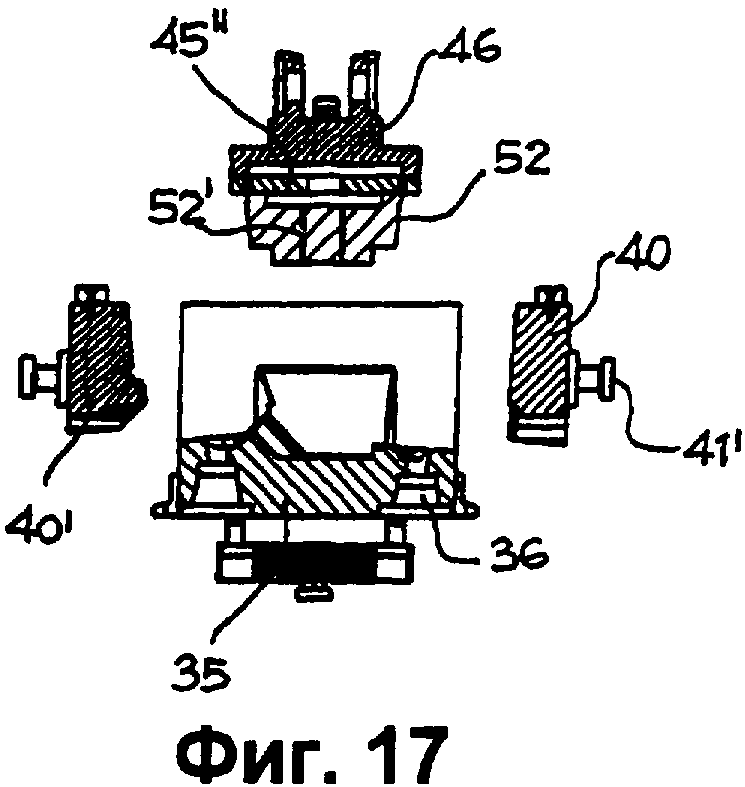
На Фиг.17 показано поперечное сечение открытой литейной формы с металлической верхней охватываемой деталью исключительно для технологии литья при низком давлении;
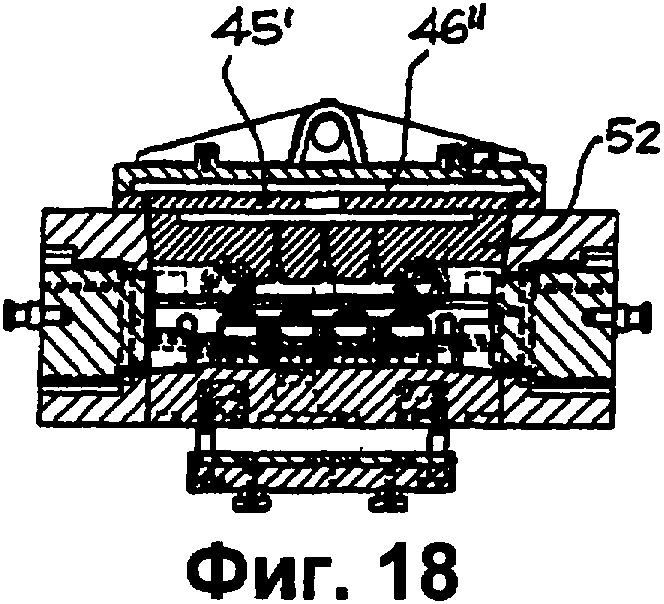
На Фиг.18 показан продольный разрез литейной формы, представленной на Фиг.17, в закрытом виде;
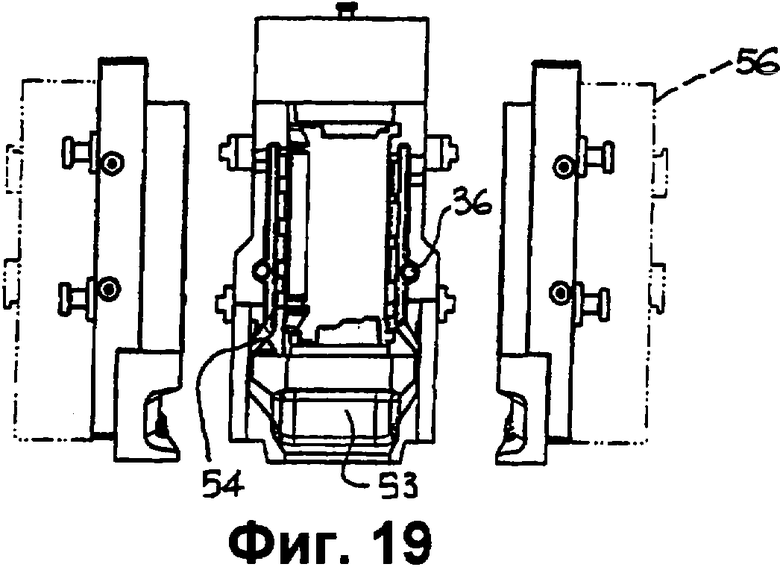
На Фиг.19 показано изображение сверху существующей литейной формы для свободной заливки, которую изменяют для адаптации к стенду, описанному в изобретении, с открытыми сторонами;
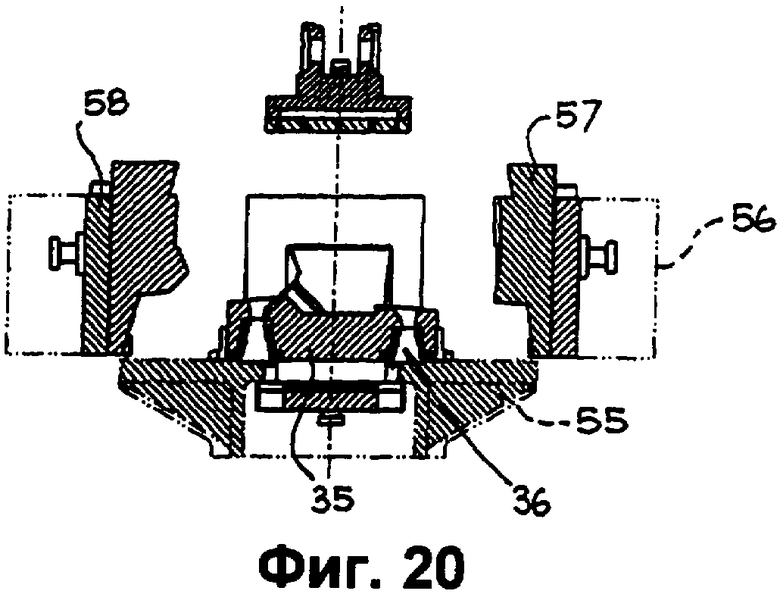
На Фиг.20 показано поперечное сечение открытой литейной формы, представленной на Фиг.19;
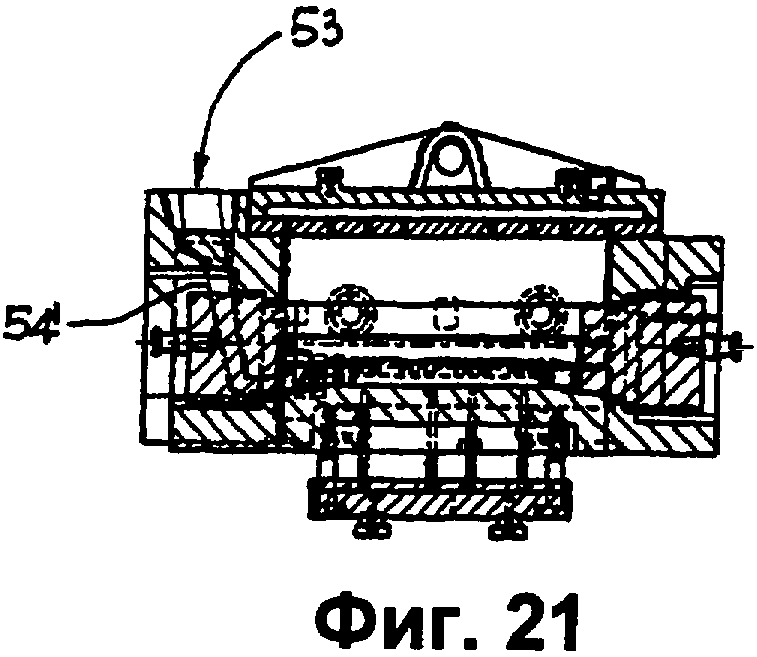
На Фиг.21 представлен продольный разрез той же самой литейной формы в закрытом виде; и
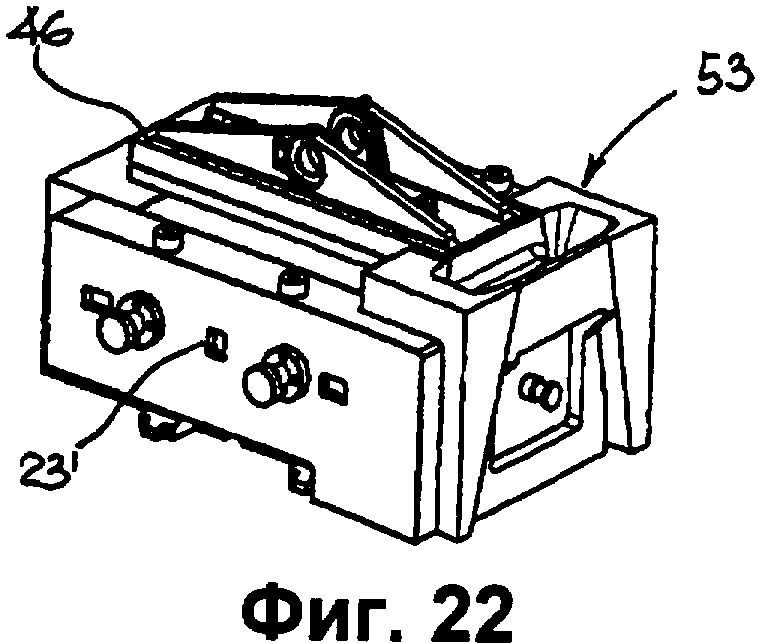
На Фиг.22 представлено перспективное изображение той же самой литейной формы в закрытом виде.
Подробное описание изобретения
Обратимся к чертежам, где на Фигурах 1-6 показан стенд, пригодный для быстрой загрузки литейной формы с единичными ползунами, и для процесса литья при низком давлении или для новой технологии, называемой «комбинированной», в которой предусматривают процесс литья при низком давлении, где подачу осуществляют путем использования способа свободной заливки форм через стояки, создаваемые, по крайней мере, в одном литейном стержне или в крышке литейной формы.
Для того чтобы лучше понять конструкцию нового стенда, представленного здесь, ниже описываются основные элементы литейной формы, пригодной для загрузки на этот стенд. Будут описаны дополнительные детали литейной формы и ее альтернативные варианты. Обратимся к Фигурам 10-18, где литейная форма включает, по крайней мере, одну нижнюю полуформу 35, плиту 38 с выталкивателями, неподвижно закрепленную под нижней полуформой, два ползуна 40, 40', переднюю 42 и заднюю 42' неподвижно закрепленные головки, устанавливаемые на нижней полуформе 35, переднюю 44 и заднюю 44' подвижные головки, в местах посадки, которые скользят в неподвижно закрепленных головках. Входные отверстия 36 для соединения с трубками, выступающими из печи, которая содержит расплавленный металл, и каналы 36' для доставки металла в литейную форму создают в нижней полуформе 35.
Обратимся вновь к Фигурам 1-6, где стенд для литья включает, главным образом, нижнюю основную конструкцию 30, пригодную для вмещения раздаточной печи 32, верхнюю основную конструкцию 31, которая располагается на нижней конструкции, опорную плиту 29, находящуюся на верхней основной конструкции 31, охлаждаемую плиту 16, располагаемую на опорной плите 29 и на которой будет находиться нижняя полуформа 35 литейной формы, держатель 17 плиты, находящийся ниже охлаждаемой плиты 16, к которому будет прицепляться плита 38 с выталкивателями, и два несущих устройства 1 на ползунах, которые поддерживаются вращающимися опорами 2. Охлаждаемая пластина 16 имеет зазор 16' в центральной части, в котором устанавливают плиту 38 с выталкивателями для литейной формы, с тем чтобы зацепить ее на держателе 17 плиты.
В печь 32 подают расплавленный металл из другой печи для плавления и ее оборудуют двумя трубками 32' для инжекции металла в литейные формы, используя технологию литья при низком давлении и «комбинированную» технологию.
В верхней части стенда имеется шарнирная, способная изменять наклон, механическая рука 8, несущая цилиндр 10, предназначенная для вертикального перемещения в сторону края и от края литейной формы, с которой сцепляют верхнюю часть литейной формы, как будет описано далее в этом документе.
Для быстрого зацепления плиты 38, снабженной выталкивателями для литейной формы, с держателем 17 плиты стенда, держатель оборудуют ползунами 19, перемещаемыми цилиндром 21, предназначенными для зацепления к грибовидным выступам 39, которые выступают из плиты 38 с выталкивателями. Аналогично, несущие устройства 1 на ползунах оборудуют ползунами 24, перемещаемыми связанными с ними цилиндрами 25, предназначенными для зацепления к грибовидным выступам 41' на ползунах 40, 40' литейной формы для быстрого прикрепления к несущим устройствам 1 на ползунах. Несущие устройства приводят в действие цилиндрами 4, и они движутся вдоль колонн 5 и скользящих прижимных планок 20.
На Фиг.2 показаны четыре цилиндра 18, которые, работая по принципу создания тягового усилия, перемещают держатель 17 плиты, к которому прикрепляют плиту 38 с выталкивателями для отливок и еще четыре дополнительных цилиндра 15 для быстрого прижима нижней полуформы 35 литейной формы к охлаждаемой плите 16.
На Фигурах 3 и 3а показаны цилиндры 11 для перемещения механической руки 8, способной изменять наклон, и опорные шпонки 23, прикрепляемые к несущим устройствам 1 на ползунах, для центрирования салазок 40, 40' литейной формы.
На Фиг.4 можно видеть устройство для нижнего удаления отливки, включающее держатель 17 плиты стенда, которое пригодно для работы со всеми типами плит 38 с выталкивателями для всех технологий литья, которые являются частью литейной формы.
На Фиг.5 показаны несущие устройства 1 на ползунах, управляемые с помощью цилиндров 4, скользящие вдоль направляющей колонны 5 и скользящих прижимных планок 20 (Фиг.1а), вращающиеся опоры 2 для несущих устройств 1 на ползунах, со связанными между собой осями вращения 2', механическая рука 8 и связанные между собой оси вращения 28. В передней части стенда имеется опора для блокирования механической руки 8 путем использования гидравлического цилиндра 28' (домкрата) во время фазы литья металла и во время отделения крышки или верхней охватываемой детали от отливки, или во время просто увеличения вакуума и прижима опоры плиты литейной формы.
На Фиг.6 показаны несущие устройства 1 на ползунах, находящиеся в наклоненном положении для очистки и перекраски деталей конструкции литейной формы, связанные между собой вибрационные цилиндры 7, прикрепляемые к верхней конструкции стенда, и соединение между верхней 30 и нижней 31 конструкциями.
На Фигурах 7 и 8 показан стенд для литья, применяемый при использовании технологии литья при низком давлении и «комбинированной» технологии, подобный тому, который описан на предыдущих чертежах, но пригодный для приема литейных форм с совмещающимися двойными полуползунами, которые иногда необходимы во время фазы изготовления литейных стержней. В зависимости от требований они могут функционировать одновременно, когда их соединяют в параллельном положении, с тем чтобы они становились едиными ползунами. Сторону полусалазок можно также прикреплять лишь на одной стороне. Стенд монтируют с несущими устройствами, снабженными нижними 33 и верхними 34 полуползунами, которые скользят вдоль направляющих прижимных планок 20 и колонн 5. Имеется возможность видеть двойные цилиндры 4, используемые для перемещения полусалазок.
Стенд, показываемый на Фиг.9, отличается от стендов, иллюстрированных ранее, тем, что он представляет собой конструкцию, расположенную на небольшой высоте, где нижняя часть 30 такой же конструкции удалена. Стенд пригоден всего лишь для свободной заливки, и его можно монтировать на карусели или же его можно располагать на земле.
На Фигурах 10-13 показана литейная форма для новой «комбинированной» технологии, где применяют литье при низком давлении с подачей металла способом свободной заливки через стояки, создаваемые в верхнем литейном стержне (не показанном). Имеются входные отверстия 36 и каналы 36' для доставки металла в литейную форму, бортики 43 для быстрого прижима нижней полуформы 35 к основанию стенда, грибовидные выступы 41' для быстрого блокирования салазок 40, 40' к несущим устройствам 1 стенда, которые сами снабжены ползунами. Литейная форма включает также опору 46 для соединения с цилиндром 10, находящимся на механической руке, способной изменять наклон, опору 46, к которой крепится вакуумная плита 45 для дыма и газа. Опора 46 также содержит соединительную вакуумную камеру 46" с вакуумным выходным отверстием 48. Номер 44" используют, чтобы показать незаполненное пространство, которое будет занято литейными стержнями после того, как литейные стержни будут изготовлены.
На Фиг.13 показаны посадочные гнезда 46' для оси вращения 28", предназначенной для зацепления на стенде механической руки 8, способной изменять наклон (Фиг.1), посадочные гнезда 23' шпонок для центрирования салазок 40, 40' в несущих устройствах 1 на ползунах, и посадочные гнезда 14' шпонок для центрирования нижней полуформы 35 на плите основания стенда.
На Фигурах 14-16 показана литейная форма на двойных ползунах, пригодная для новой «комбинированной» технологии, заключающейся в литье металла при низком давлении и подаче расплавленного металла путем применения способа свободной заливки через стояки 51', создаваемые в металлической крышке 51, которую крепят к опоре 46 с вакуумной плитой 45'. Литейную форму оборудуют нижними полуползунами 49, 50, которые делают возможным изготовление литейных стержней, что было бы в противном случае невозможным, и верхними полуползунами 49', 50', которые завершают конструкцию. Эту литейную форму можно монтировать и перемещать исключительно из стенда с двойными совмещающимися ползунами, показанными на Фигурах 7 и 8.
В случае литья при низком давлении металлическую крышку 51 для создания формы верхней части отливки заменяют металлической охватываемой деталью 52, как показано на Фигурах 17 и 18. Ее также прикрепляют к вакуумной плите 45" и оборудуют вакуумными отверстиями или каналами 52', в нижней части которых имеется фильтр для блокирования прохождения расплавленного металла.
На Фигурах 19-22 показан пример существующей литейной формы для свободной заливки форм, которую можно приспосабливать для использования с новым стендом. Изменение состоит в удалении части формодержателей из литейной формы, показанных штриховыми литиями, для стандартизации ее в соответствии с новым проектом, так как эти части уже присутствуют на новом стенде. При добавлении входных отверстий 36 для литья на нижней полуформе 35, чтобы доставить металл для литья при низком давлении, и сохранении литейных напорных стояков существует также возможность использовать «комбинированную» технологию для существующих литейных форм. В частности, исключаемые части представляют собой основание 55 со связанным с ним принадлежностями и опорами 56 для салазок 57. Для стандартизации последних имеется возможность добавлять плиты 58. Литниковую чашу 53 можно сохранять, даже если ее не используют, путем закрытия связанных с ней литниковых каналов 54 и 54'. Вкратце, технически прогрессивные характеристики стенда для литья, представленного здесь, следующие:
- унифицированный стандартный стенд для литейных форм с традиционной технологией свободного литья в формы и для литейных форм с технологией литья при низком давлении, единственным вариантом которого является тип конструкции в виде конструкции, располагаемой на небольшой высоте, для свободного литья в формы, поскольку для этой технологии, в которой не предусматривают использование раздаточной печи, нижнюю часть ее конструкции удаляют;
- унифицированный стандартный стенд для литья из нижней части (нижней полуформы) для «комбинированной» технологии, для литейных форм, предназначенных для литья при низком давлении с подачей литья самотеком через стояки (использование высокой конструкции);
- унифицированный стандартный стенд, из которого было исключено верхнее удаление отливки в случае всех технологий, передавая эту функцию нижней части, путем использования нового устройства для удаления, устанавливаемого в опорную плиту. В настоящее время верхнее удаление применяют во всех машинах для технологий литья при низком давлении. Исключение верхнего удаления делает более легким создание литейных стержней и высвобождение отливки за счет облегчения автоматизации;
- унифицированный стандартный стенд с удалением отливки, получаемой из нижней части, в случае всех технологий литья, включая литье при низком давлении, с помощью нового устройства, устанавливаемого в опорную плиту, даже если она находится в нижней части раздаточной печи;
- унифицированный стандартный стенд, с механической рукой, способной изменять наклон, для которой применяют опору с опорной плитой для крышки или опорной плитой для верхней охватываемой детали или даже просто плиту для герметизации стояков, причем все они являются частью литейной формы. Все опоры, плиты, крышки и верхние охватываемые детали специально изготавливают так, чтобы сделать возможным вакуумирование дымов и газов. Механическая рука, способная изменять наклон, также пригодна для литейных форм с двумя идентичными конструкциями и, следовательно, с двумя верхними крышками для загрузки или с двумя охватываемыми деталями или расширенной плитой для герметизации, изготавливаемой для того, чтобы сделать возможным вакуумирование дымов и газов из отливки;
- унифицированный стандартный стенд с частью формодержателей, обычно рассматриваемых как неотъемлемые детали литейных форм, которые встроены в него и, следовательно, требуют своего изготовления только один раз. Эффективны для всех технологий, обеспечивая экономию затрат на литейные формы, связанных с их весом и конструкцией;
- унифицированный стандартный стенд для всех технологий литья с несущими устройствами на ползунах, которые поворачиваются вверх в пределах 45° для очистки салазок литейной формы и перекрашивания поверхностей формы для отливки;
- унифицированный стандартный стенд, к которому можно присоединять несущие приспособления на раздельных, совмещающихся ползунах, вместо вариантов несущих приспособлений на единых ползунах, на которые можно быстро монтировать полуползуны литейной формы, используя ползуны, управляемые с помощью цилиндра, прикрепляемого к каждой индивидуальной половине стороны. Каждая одна или обе стороны могут быть раздельными. Несущие устройства на ползунах можно также приводить в действие параллельно друг с другом и возвращать к функционированию в виде единого ползуна;
- унифицированный стандартный стенд для монтажа на карусели, единственный вариант, где используют конструкцию, расположенную на небольшой высоте, в то время как для различных операционных целей можно использовать на каруселях лишь литейные формы с традиционной технологией свободной заливки, для которых не является необходимой расположенная под ними печь;
- унифицированный стандартный стенд, аналогичный стенду, описанному в предыдущем параграфе, для применения на земле, когда является необходимым использовать традиционную технологию свободной заливки литейных форм с помощью робота для литья, но с заново сконструированной литейной формой или с существующей литейной формой, имеющей измененные формодержатели.
Нововведения, касающиеся литейной формы, можно суммировать следующим образом:
- литейные формы, для технологии свободной заливки, но с инжекцией металла снизу, используя технологию литья при низком давлении, сохраняющие самые лучшие аспекты технологии свободной заливки с помощью напорных стояков для разливки, за счет принятия на вооружение «комбинированной» технологии. Эти литейные формы не имеют никакой литниковой чаши и никаких вертикальных литниковых каналов, но они оборудованы инжекционными входными отверстиями в нижней полуформе, подобными тем, которые используют в технологии литья при низком давлении;
- литейные формы, подобные описанным в предыдущем параграфе для «комбинированной» технологии, на которые в верхней части наложена плита, прикрепляемая к опоре, оборудованной вакуумной камерой и выходным отверстием для соединения с вакуумным устройством, служащим для вакуумирования дымов и газов. Опору перемещают с помощью находящейся на стенде механической руки, способной изменять наклон. Плиту, наложенную на опору, оборудуют фильтрами, которые конвергируются в камере опоры и покрывают всю площадь стояков и верхнего литейного стержня для предотвращения перелива металла. Плиту прижимают к верхней поверхности литейной формы с помощью вертикального гидравлического цилиндра на механической руке;
- литейные формы, подобные описанным в предыдущих параграфах, где верхнюю конструкцию формируют путем использования металлической крышки с литейными напорными стояками. Крышку устанавливают для вакуумирования дымов и газов на плиту, которая также герметизирует верхнюю часть стояков;
- литейные формы для технологии литья при низком давлении, где верхнюю часть формируют путем использования металлической охватываемой детали, которую будут прикреплять к плите, оборудованной фильтрами и вентиляционными каналами для вакуумирования дымов и газов. Плита будет вакуумировать газы и дымы из вертикальных прорезей для вентиляционных каналов, создаваемых на сторонах охватываемой детали и из сквозных отверстий в той же самой охватываемой детали, путем использования вакуумного устройства, прикрепляемого к опоре, оборудуемой вакуумной камерой;
- заново конструируемые и сооружаемые литейные формы для всех технологий литья, из которых удалена часть формодержателей, делая их при этом атрибутами стенда, с тем чтобы получить меньшие по размеру литейные формы, которые весят и стоят значительно меньше;
- существующие литейные формы для современных технологий свободной заливки в формы и литья в формы при низком давлении, которые будут изменены путем исключения части формодержателей, уже ставших атрибутами нового стенда, и путем создания нескольких вспомогательных приспособлений для стандартизации их в соответствии с заново создаваемыми литейными формами, для использования в технологиях свободной заливки, литья при низком давлении и в «комбинированной» технологии;
- существующие или новые литейные формы для всех технологий литья, где удаление отливки осуществляют из нижней части, используя новое устройство для удаления, устанавливаемое на стенде, к которому прикрепляют плиту с выталкивателями для литейной формы;
- существующие или новые литейные формы, снабженные «грибовидными выступами» для монтажа и быстрого блокирования плит с выталкивателями, салазок или полусалазок на новом стенде;
- существующие или новые литейные формы для свободной заливки форм, с уменьшенными размерами формодержателей и уменьшенным весом, для монтажа на новые стенды, располагаемые на каруселях или на земле.
Описание рабочего цикла для сборки оболочковой литейной формы на стенде
1) Поместить укомплектованную литейную форму на опорную плиту 29 стенда, располагая нижнюю полуформу 35 в центрирующие шпонки 14.
2) Прижать нижнюю полуформу к опорной плите путем быстрого прикрепления с помощью четырех гидравлических цилиндров 15.
3) Прицепить грибовидный выступ 39 нижней плиты с выталкивателями к держателю 17 плиты, используя ползун 19 и гидравлический цилиндр 21.
4) Привести в закрытое положение снабженные ползунами несущие устройства 1 стенда, оборудованные центрирующими шпонками 23, на ползунах литейной формы и зацепить ползуны (вставки конструкции литейной формы), используя два ползуна 24, управляемые с помощью гидравлических цилиндров 25.
5) Прицепить подвижные головки 44 и 44' литейной формы вручную к связанным с ними гидравлическим цилиндрам, используя короткие патрубки, поставляемые вместе со стендом.
6) Привести в закрытое положение механическую руку 8, способную изменять наклон, и блокировать ее на месте гидравлическим цилиндром 28'. Прицепить крышку или охватываемую деталь или плиту к опоре 46 литейной формы для вакуумирования дыма и газа, приводя цилиндр 10 в нижнее положение и используя соединительный палец 28" стенда для сцепления с опорой 46 литейной формы.
7) Соединить любую подвижную охватываемую деталь на литейной форме с автоматической системой, управляемой с помощью компьютера.
8) Присоединить трубки Вентури там, где они имеются в наличии, и если требуется их использовать.
9) Присоединить охладители.
10) Присоединить вакуумное устройство к вводу вакуумной камеры в опоре литейной формы, вакуумное устройство, поддерживаемое и перемещаемое механической рукой на стенде, для вакуумирования дымов и газов.
11) Протестировать все перемещения физического цикла, включая перемещения механической руки, способной изменять наклон, и держателя плиты с выталкивателями.
12) Выполнить полные автоматические циклы после присоединения компьютера и выбора программы, соответствующей технологии литья, которую будут применять. Вернуться к физическому циклу.
13) Нагреть литейную форму, если ее уже предварительно не нагрели до начала функционирования технологической линии, подготовить для окрашивания.
14) Использовать ручное управление для того, чтобы открыть и наклонить ползуны, поворачивая механическую руку в открытое положение.
15) Покрыть краской детали конструкции литейной формы, если это уже предварительно не сделано до начала функционирования технологической линии: нижнюю полуформу, ползуны, любые головки, любую крышку или верхнюю охватываемую деталь.
16) Произвести полную очистку, установить ползуны в вертикальное положение, провести тестирование физического цикла всех перемещений после нагревания и покрытия краской. Установить все в открытое положение, при этом плиты с выталкивателями - в нижнее положение.
17) Установить все литейные стержни в литейной форме (изготовление литейных стержней) и произвести ее очистку.
18) Привести в закрытое положение подвижные головки, ползуны, любые охватываемые детали на литейной форме, механическую руку, способную изменять наклон, путем приведения в нижнее положение гидравлического цилиндра на механической руке с опорой и всем тем, что еще применяется, для блокирования верхней части литейной формы.
19) Поднять раздаточную печь и привести ее в положение контакта с входными отверстиями для расплавленного металла, используемыми в технологии литья при низком давлении или в «комбинированной» технологии.
20) Проконтролировать температуру в литейной форме и температуру расплавленного металла в печи.
21) Включить автоматический производственный цикл.
При использовании литейных форм с четырьмя полуползунами или двумя полуползунами на одной стороне и единым ползуном на противоположной стороне следует помнить, что с целью изготовления литейных стержней в начале цикла должны быть закрыты лишь нижние полуползуны. Автоматический цикл должен соответствовать требованиям.
Описание автоматического производственного цикла для стенда и литейной формы с двумя ползунами
1) Цикл следует начинать с того, что:
а - ползуны открываются в вертикальном положении,
b - открываются подвижные головки,
с - плита с выталкивателями находится в нижнем положении,
d - открывается механическая рука способная изменять наклон, и все поддерживаемые детали находятся в поднятом положении.
2) Автоматическое изготовление литейных стержней, производимое устройством для изготовления стержней.
3) Очистка продувкой воздухом во время цикла для исключения присутствия любых частиц песка, которые отделяются во время изготовления литейных стержней.
4) Последовательное закрытие головок, салазок и любых подвижных охватываемых деталей на литейной форме.
5) Поворот механической руки в рабочее положение с верхней охватываемой деталью или крышкой или закрывающим устройством и с прикрепленной вакуумной плитой для дыма и газа, в зависимости от технологии литья.
6) Приведение в нижнее положение, с помощью гидравлического цилиндра, механической руки, крышки или верхней охватываемой детали или закрывающего устройства и вакуумной плиты для дыма и газа, установка всего, что прикрепляют к механической руке, в рабочее положение.
7) Открытие вакуумной системы для дыма и газа. Открытие трубок Вентури в тех случаях, когда они установлены и когда это необходимо.
8) Проведение литья в зависимости от установленной литейной формы и согласно конкретной программы, для выбранной конкретной технологии литья.
9) Открытие нормированных по времени охладителей.
10) Измерение времени затвердевания.
11) Закрытие нормированных по времени охладителей.
12) Поднятие крышки или верхней охватываемой детали для удаления их из отливки, или герметизирующего устройства и вакуумной плиты для дыма и газа, если верхнюю часть конструкции создают, используя литейные стержни.
13) Поворот верхней механической руки в открытое положение.
14) Открытие (отделение) любых подвижных охватываемых деталей на литейной форме.
15) Открытие и поворот салазок вверх в пределах 45°.
16) Открытие подвижных головок.
17) Удаление отливки из нижней полуформы с помощью держателя плиты, удерживающего плиту с выталкивателями.
18) Установка в заданное положение щипцов для извлечения отливок.
19) Зацепление отливки.
20) Удаление отливки из литейной формы.
21) Приведение в нижнее положение держателя плиты, удерживающего плиту с выталкивателями.
22) Цикл очистки с использованием воздуха в открытой литейной форме.
23) Начало нового производственного цикла.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЛИТЬЯ, В ЧАСТНОСТИ, ГОЛОВКИ БЛОКА ЦИЛИНДРОВ ДВИГАТЕЛЯ | 2002 |
|
RU2306194C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МОДЕЛЕЙ ПОРШНЯ | 2009 |
|
RU2513672C2 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВКИ ПОРШНЯ | 2009 |
|
RU2418651C2 |
| КОКИЛЬ ДЛЯ ЛИТЬЯ ЛОПАСТЕЙ КОРАБЕЛЬНЫХ ГРЕБНЫХ ВИНТОВ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2014 |
|
RU2602314C2 |
| ОТЛИВКИ В ЭЛЕКТРОМАГНИТНОЙ ФОРМЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2008 |
|
RU2402405C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ОТЛИВКИ | 2016 |
|
RU2634108C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЧУГУННОГО КОКИЛЯ | 2001 |
|
RU2185928C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2361696C2 |
| СПОСОБ ФОРМОВКИ НА АВТОМАТИЧЕСКИХ ФОРМОВОЧНЫХ ЛИНИЯХ С ГОРИЗОНТАЛЬНЫМ РАЗЪЕМОМ ФОРМЫ | 2011 |
|
RU2532716C2 |
| Способ вакуумно-пленочной формовки и литейная форма | 2017 |
|
RU2649192C1 |
Изобретение относится к литейному производству, в частности к способам свободной заливки форм и литья под низким давлением. Способ литья включает введение расплавленного металла из печи в литейную форму, располагаемую над печью, путем создания давления на поверхности расплавленного металла в печи. Свободную заливку осуществляют с открытыми стояками, создаваемыми в литейной форме, верхнюю часть которой герметизируют, по крайней мере, на уровне стояков. Машина снабжена механической рукой для перемещения крышки при литье под низким давлением или перемещения герметизирующих устройств для верхней части литейной формы. Обеспечивается упрощение технологии и унифицирование оборудования для осуществления литья. 4 н. и 21 з.п. ф-лы, 22 ил.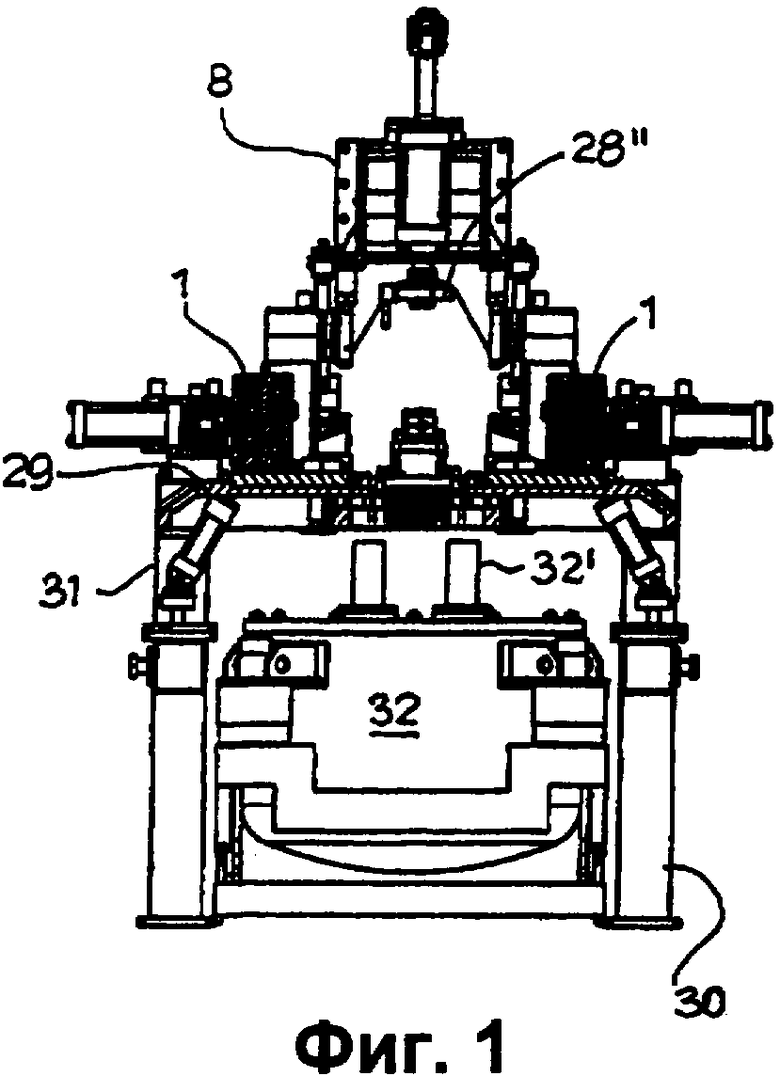
| US 3874440 A, 01.04.1975 | |||
| Установка для литья с противодав-лЕНиЕМ | 1979 |
|
SU821053A1 |
| US 4060122 A, 29.11.1977 | |||
| US 4733714 A, 29.03.1988 | |||
| Форма для литья под газовым давлением | 1981 |
|
SU980949A1 |

