Изобретение относится к автоматическому управлению и может быть использовано для управления металлорежущими станками. .
Целью изобретения является повы- нение устойчивости и точности устройства.
На чертеже представлена схема устройства,
Устройство содержит объект 1 управления (например, металлорежущий станок)э датчик 2 силового параметра j блок 3 коммутации обратной связи, сумматор 4, задатчик 5 силового параметра, блок 6 умножения, корректирующий блок 7, привод (станка) 8, блок 9 деления,;- датчик 10 скорости перемещения детали,, пороговый элемент 11, задатчик 12 порогового зна- чен ия, датчик 13 скорости изменения силового параметра.
I Устройство работает следующим образом. , - .
В статическом или квазнстатичес- JKOM режимах, когда скорость измене- I НИН силового параметра меньше неко- iToporo значения, устанавливаемого |задатчиком 12, пороговый элемент 11 I выдает запрещающий сигнал на блок 3 Iкоммутации обратной, связи. Таким образом, при малых скоростях изменегде А - коэффициент, зависящий от условий обработки и числа оборотов шпинделя; Р; - текущее значение припуска.
Для вьтолнения условия Р; Р необходимо обеспечить скорость перемещения детали Sg . При. этом
РО А.
(3)
So-p;
(2) и (3) следует, что S. 1° S; ,
что соответствует сигналу управления на входе привода, определенному фор- хчулой (1), Следовательно, при рассмотренной организации управления обеспечивается нулевая ошибка стабилизации силового параметра.
Кроме повышения точности в устройстве всегда соблюдается условие устойчивости в статическом и квазиста- „ тическом режимах.
При возмущающих воздействиях, близких к ступенчатому, когда скорость изменения силового параметра, измеряемая блоком 13, ,превьш1ает пороговое значение,, установленное блоком 12, пороговый элемент 11 снимает запрет с блока 3, в результате чего восстанавливается обратная связь на второй вход сумматора 4. При этом восстанав
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО РЕГУЛИРОВАНИЯ СИЛОВЫХ ПАРАМЕТРОВ ПРОЦЕССА РЕЗАНИЯ | 2010 |
|
RU2429960C1 |
| Устройство для регулирования силовых параметров и рабочей подачи процесса резания | 1985 |
|
SU1270744A1 |
| Устройство для управления металлорежущим станком | 1979 |
|
SU857936A1 |
| Устройство для регулирования силовых параметров процесса резания | 1980 |
|
SU875335A1 |
| УСТРОЙСТВО УПРАВЛЕНИЯ ДВИЖЕНИЕМ РЕЖУЩЕГО ИНСТРУМЕНТА ПРИ ОБРАБОТКЕ ДЕТАЛЕЙ НА СТАНКЕ | 2010 |
|
RU2432233C2 |
| Адаптивный регулятор тока для управляемых вентильных преобразователей | 1990 |
|
SU1786627A1 |
| Устройство для управления металлорежущим станком | 1981 |
|
SU993205A1 |
| Самонастраивающаяся система управления | 1983 |
|
SU1126926A1 |
| Устройство для программного управления металлорежущими станками | 1979 |
|
SU860009A1 |
| Автоматизированная система управления рудовосстановительной электропечи | 1986 |
|
SU1401242A1 |
Изобретение относится к области автоматического управления и может быть использовано для управления металлорежущими станками. Целью изобретения является повьшение устойчивости и точности устройства. Устройство содержит объект 1 управления, датчик 2 силового параметра, блок 3 коммутащш обратной связи, сумматор 4, задатчик 5 силового параметра, блок 6 умножения, корректирующий блок 7, привод 8, блок 9 деления, датчик 10 емкости скорости перемещения детали, пороговый элемент 11, задатчик 12 порогового значения, датчик 13 скорости изменения силового параметра. Блоки 3, 11, 12, 13 обеспечивают коммутацию режимов управления для уменьшения ошибки стабилизации силового параметра. 1 ил.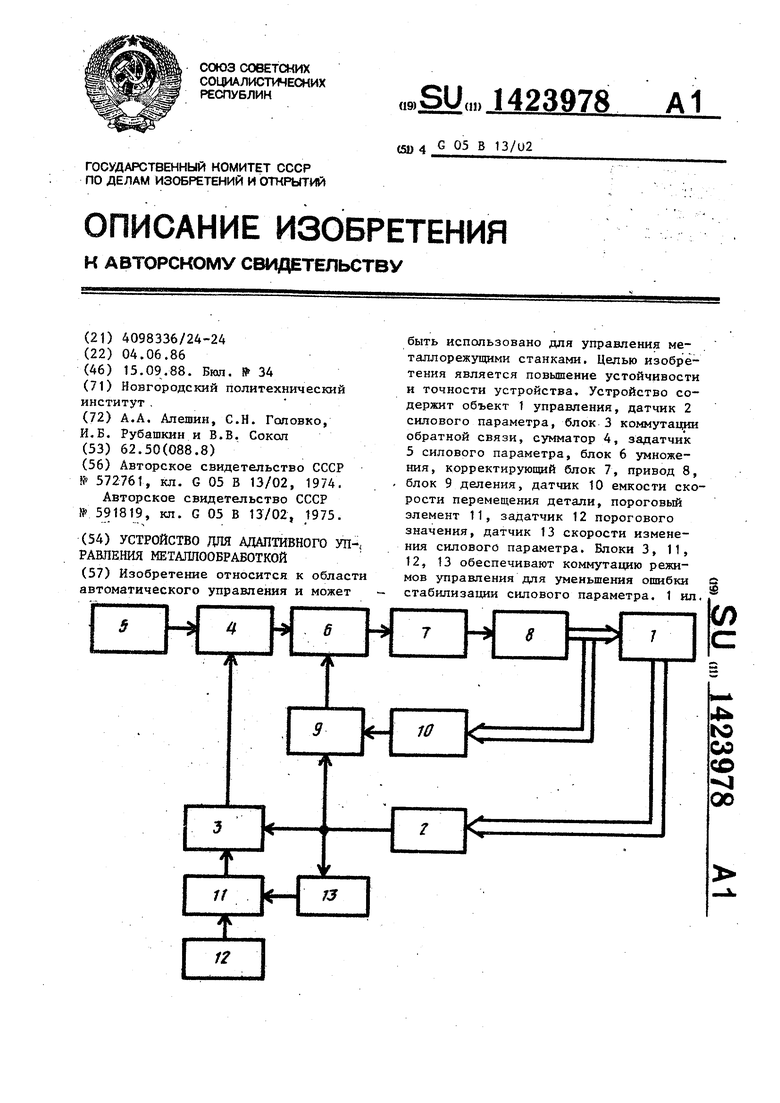
|ния силового параметра на второй вход 35 ливается пропорциональное управление,
;сумматора не подается текущее значение силового параметра и на первый вход блока 6 умножения поступает сиг
позволяющее уменьшить время переход- ного процесса и величину перерегулирования ,
нал с задатчика Рд. При привода подается сигнал
Ро s;
И
Р; К.Кд
э
Р;
S:
текущее значение силового
параметра;
текущее значение скорости
перемещения детали;
К
7
Kg - коэффициенты передачи соответственно корректирующего блока и привода, При такой организации управления силовой параметр в любой момент равен заданному при статическом и квазистатическом режимах. Текущее значение силового параметра приближенно определяется формулой
A.S;PI,
(2)
0
5
0
позволяющее уменьшить время переход- ного процесса и величину перерегулирования ,
Использование устройства -в металлообрабатывающих станках позволит повысить точность стабилизации силового параметра при изменении .припуска заготов1ш в широких пределах, что . связано сповьшением производительное-, ти металлообработки, особенно при черновых режимах.
Формула изобретения
Устройство для адаптивного управления металлообработкой, содержащее последовательно соединенные задатчик силового параметра, сумматор, блок умножения, корректирующий блок и привод, выход которого соединен с входом объекта управления и с входом датчика скорости перемещения детали, под- ключенного выходом к входу делимого
3 14239784
блока деления, выход которого ссади-раметра, вход которого .соединен с вынен с другим входом блока умножения,ходом датчика силового параметра и
а вход делителя блока деления соеди-с информационным входом блока коммунен с выходом датчика силового пара-таи к обратной связи, выход которого
метра, подклнзченного входом к выходуподключен к другому входу сумматора,
объекта управления, отличаю-а управляющий вход - к выходу порогощ е е с я тем, что, с целью повыше-вого элемента, информационный вход
НИЛ устойчивости и точности устрой-которого соединен с выходом датчика
ства, в него введены блок коммута-ю скорости изменения силового парамет- нии обратной связи, пороговый элемент, ра, а опорный вход порогового элезадатчик порогового значения и дат-мента соединен с выходом задатчика
чик скорости изменения силового па-порогового значения.с
| Адаптивная система для автоматического регулирования объектов с переменным коэфициентом усиления | 1974 |
|
SU572761A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Устройство для управления металлорежущими станками | 1975 |
|
SU591819A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
