1
Изобретение относится к металлообработке и предназначено для регулирования силовых параметров процесса резания.
Известны устройства для регулирования силовых параметров процесса резания (составляющих Р ,Pj , Р силы резания, момента М и мощности N резания), в которых, с целью повьаиения точности регулирования и расширения области применения, осуществляется стабилизация статического коэффициента усиления разомкнутого контура регулирования, зависящего от технологических параметров процесса резания Г13 , t2 и ГЗ .
Недостатками этих устройств являются низкая точность регулирования силовых параметров процесса резания и ограниченная область применения вследствие того, что в них обеспечивается частичная независимость статического коэффициента усиления разомкнутого контура регулирования . (коэффициента усиления контура) от . технологических парамет)ов процесса резания.
Наиболее близким по технической сущности к предлагаемому является устройство, содержащее задатчик и
последовательно соединенные блок сравнения, блок умножения, корректирующий блок, привод подачи, связанный с о&ъектом регулирования, механически связаннЪ1й с датчиком подачи и датчиком силового параметра, выход которого через блок обратной связи подключен к первому входу блока сравнения, блок деления, выход кото10рого подключен к второму входу блока умножения 4.
Недостатками известного устройства являются низкая точность регулирования силовых параметров процесса
15 резания и ограниченная область применения.
Датчик силового параметра, выходной сигнал которого используется для стабилизации коэффициента усиления контура, является инерционным звеном,
20 что вызывает динамическую погрешность стабилизации коэффициента усиления контура при изменении заданного значения регулируемого силового
25 параметра процесса резания.
Известное устройство обеспечивает точную стабилизацию коэффициента усиления контура на временных интер- валах стационарности минутной подачи и регулируемого силового парамет-
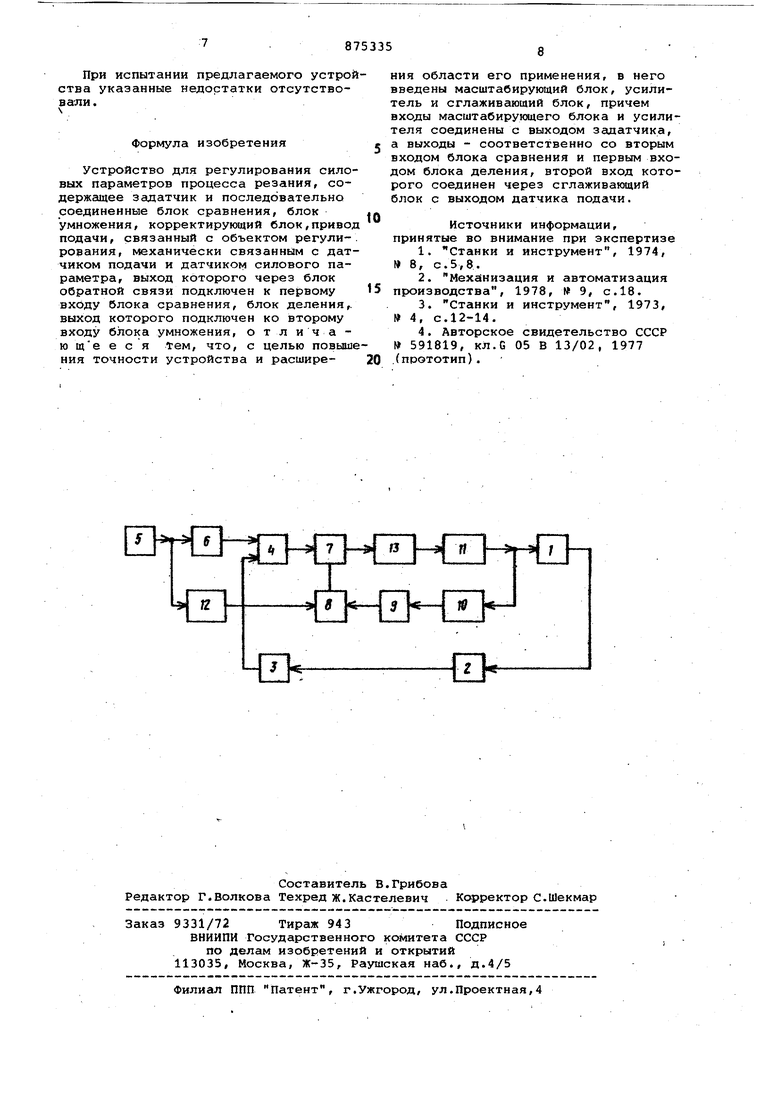
30 pa процесса резания (на интервалах стационарности). На интервалах стационарности статический коэффициент передачи объекта регулирования действительно равен отноше11ию где uR - приращение регулируемого силового параметра; лЧгйм прирагдение минутной подачи. На временных интервалах нестационарности минутной подачи или регулируемого силового параметра процесс резания (на интервалах нестационарности), обусловленных действием возмущающих технологических воздействий (изменениями глубины резания, физико механических свойств материала заготовки, свойств и геометрии режущего инструмента, собственной нестационарностью.процесса стружкообразования и др.) отношение (1) не является статическим коэффициентом передачи объекта регулирования, а характеризует динамические свойства объекта регулирования R( t) ) ) На практике для большинства обраб тываемых деталей, доля интервалов не стационарности в общем времени рабо ты устройства .весьма значительна,что вызвано большим числом постоянно дей ствующих возмущающих технологических воздействий. Изменение коэффициента усиления контура- на основе измерения динамиче ского коэффициента передачи (2), осуществляемое с помощью блока умно жения и блока деления, приводит к низкой точности стабилизации коэффи циента усиления контура, что может вызвать неустойчивость контура регу лирования (если истинное значение коэффициента усиления контура стане больше заданного значения) или низкую точность регулирования силового параметра (если истинное значение коэффициента усиления контура стане меньше заданного значения). Цель изобретения - повышение точ ности регулирования силовых парамет ров процесса резания и расширение области применения устройства. Поставленная цель достигается те что в устройство введены масштабиру ющий блок, усилитель и сглаживающий блок,- причем входы масштабирующего блока и усилителя соединены с выходом задатчика, а выходы - соответст венно со вторым входом блока сравне ния и первым входом блока деления, второй вход которого соединен через сглаживающий блок с выходом датчика подачи. На чертеже представлена блок-схеа предлагаемого устройства. Устройство содержит объект 1 регуирования (процесс резания), датчик 2 силового параметра, блок 3 обратой связи, блок 4 сравнения, задатик 5, масштабирующий блок б, блок 7 множения, блок 8 деления, сглаживаюий блок 9, датчик 10 подачи, привод 11 подачи, усилитель 12, корректирующий блок 13. Устройство работает следующим образом. Истинное значение Rист регулируемого силового параметра объекта регулирования (процесса резания) измеряется датчиком 2 силового параметра,выходной сигнал которого через блок 3 обратной связи поступает на второй вход сравнивающего блока 4, на первый вход которого поступает сигнал, прямо пропорциональный заданному значению В дрегулируемого силового параметра, от задатчика 5 силового параметра через масштабирующий блок 6. Результат сравнения с выхода сравнивающего блока 4 поступает на первый вход блока 7 умножения, на второй вход которого поступает сигнал с выхода блока 8 деления,равный частному от деления сигнала, прямо пропорционального среднему значению Чч минутной подачи, на сигнал, прямо пропорциональный заданному значению силового параметра. Сигнал прямо пропорциональный о г поступает на первый вход блока 8 деления через сглаживающий блок 9 с выхода датчика 10 подачи, связанного с выходом привода 11 подачи. Сигнал, прямо пропорциональный поступает на второй вход блока 8 деления через усилитель 12 с выхода задатчика 5 силового параметра, выходной сигнал блока 7 умножения через корректирующий блок 13 поступает на вход привода 11 подачи. Привод 11 подачи в соответствии с величиной и знаком входного сигнала осуществляет изменение минутной подачи, являквдейся входным воздействием объекта 1 регулирования, стремясь тем самым приблизить истинное значение силового параметра к заданному значению. Коэффициент усиления контура равен произведению os- ч (3) К - Ki fft К тм к где K,j - коэффициент передачи сравнивающего блока относительно второго входа; К - коэффициент передачи блока умножения относительно первого входа; Кц - коэффициент усиления замкнутого внутреннего контура, образованного последовательно соединенными блоками умножения, корректн- , рующим блоком, приводом подачи, датчиком минутной подачи, сглаживающим блоком и блоком деления; - коэффициент передачи объекта регулирования; К, - коэффициент передачи бло обратной связи. Коэффициенты К , К, % постоя и на зависят от технологических па метров, так как определяются тольк конструкциями и параметрами соотве ствующих блоков. Коэффициент усиления замкнутого внутреннего контура равен ,Э -f/S где - коэффициент передачи кор ректирующего блока; К - коэффициент передачи при вода подачи; Kg - коэффициент передачи сгл живающего блока; - коэффициент передачи датч ка подачи; Kgy - коэффициент передачи блок деления относительно перв го входа; К,|5 - коэффициент передачи блок умножения относительно вт рого входа. Произведение коэффициентов ,К равно отношению сигнала 117/- , посту пающего на первый вход блока умноже ния, к сигналу Ug/i , поступагацему на второй вход блока деления. К к од УЧн-ДистЧ а 4га 8M l2-Ug j-КзДАКуК, - 4(й vtcT 07 где Кк - коэффициент пропорциональ ности задатчика силового параметра; К - коэффициент передачи мас штабирующего блока, - коэффициент передачи срав нивающего блока относител но первого входа; К - коэффициент усиления усил теля. После подстановки (5) в (4) полу чаем ( 54 liSl 9M 54 W-i 2 3 4/2 RTT) Все коэффициенты в правой части (6), кроме отношения R,,C.T /гад i п° стоянны и не зависят от технологических параметров, а влияние отноше ния /RbaA на К может быть свед но к минимуму за счет соответствующих значений отдельных коэффициенто передачи, в частности за счет большого значения коэффициента усиления К„ усилителя. Таким образом, коэффициент К также можно считать постоянным и не зависящим от технологических параметроз. Коэффициент передачи К-., блока умножения относительно первого входа равен сигналу Ui/j , поступающему на второй вход блока умножения и «digJile Коэффициент передачи К объекта регулирования прямо пропорционален среднему значению ROрегулируемого силового параметра процесса резания и обратно пропорционален среднему значению У минутной подачи Ко - K(j - безразмерный коэффициент, учитывающий влияние на К физико-механических свойствах материала заготовки, условий обработки, жесткости системы станок - приспособление - инструмент - деталь и др. После подстановки (7), (8) и(3) получаем ММН 10 , (;. 5 11 Если коэффициент передачи масштабирующего блока Податавив (10) в получаем К КкКоК кэ . . Таким образом, коэффициент усиления контура не зависит от значений Члин о минутной подачи и регулируемого силового параметра процесса резания, что повышает точность регулирования силового параметра процесса резания и обеспечивает заданные запасы устойчивости, контура регулирования. Проводились испытания макетов известного устройства и предлагаемого устройства, созданных на базе .токарНого станка 16 К 20 для регулирования тангенциальной составляющей Ri силы резания и момента М. резания. , При испытаниях обрабатывались детали типа корпусов и поковок. Известное устройство в ряде случаев (в зависимости от типа обрабатываемой детали или конкретного экземпляра заготовки) теряло устойчивость, что делало обработку невозможной, а в ряде случаев не обеспечивало необходимой точности регулирования Р и M,j, что снижало производительность обработки. При испытании предлагаемого устро ства указанные недостатки отсутствовали. Формула изобретения Устройство для регулирования сило вых параметров процесса резания, содержащее задатчик и последовательно соединенные блок сравнения, блок умножения, корректирующий блок,приво подачи, связанный с объектом регулирования, механически связанным с дат чиком подачи и датчиком силового параметра, выход которого через блок обратной связи подключен к первому входу блока сравнения, блок деления, выход которого подключен ко второму входу блока умножения, о т л и ч а ю ще е с я тем, что, с целью повыш ния точности устройства и расширеНИН области его применения, в него введены масштабирующий блок, усилитель и сглаживающий блок, причем входы масштабирующего блока и усилителя соединены с выходом задатчика, а выходы - соответственно со вторым входом блока сравнения и первым входом блока деления, второй вход которого соединен через сглаживающий блок с выходом датчика подачи. Источники информации, принятые во внимание при экспертизе 1. Станки и инструмент, 1974, 8, с.5,8. 2. Механизация и автоматизация производства, 1978, № 9, с.18. 3. Станки и инструмент, 1973, № 4, с.12-14. 4.Авторское свидетельство СССР № 591819, КЛ.С 05 В 13/02, 1977 .(прототип).

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО РЕГУЛИРОВАНИЯ СИЛОВЫХ ПАРАМЕТРОВ ПРОЦЕССА РЕЗАНИЯ | 2010 |
|
RU2429960C1 |
| Устройство для регулирования силовых параметров и рабочей подачи процесса резания | 1985 |
|
SU1270744A1 |
| Устройство для управления металлорежущим станком | 1979 |
|
SU857936A1 |
| Адаптивная система контроля и регулирования | 1982 |
|
SU1070507A1 |
| Система регулирования загрузки измельчительного агрегата | 1983 |
|
SU1146085A1 |
| Самонастраивающаяся система управления | 1982 |
|
SU1071997A1 |
| Устройство для управления металлорежущим станком | 1981 |
|
SU993205A1 |
| Самонастраивающаяся система управления | 1979 |
|
SU845143A1 |
| Устройство для регулирования загрузки измельчительного агрегата | 1981 |
|
SU990307A1 |
| ЗАДАТЧИК МОЩНОСТИ РЕГУЛЯТОРА ЭЛЕКТРИЧЕСКОГО РЕЖИМА ДУГОВОЙ ПЕЧИ | 2008 |
|
RU2402890C2 |
