ю
со со ю
Изобретение относится к обработке :металлов давлением, а именно к авто- матизированньм линиям горячей штамповки, включающим манипуляторы.
Целью изобретения является улуч- :шение условий эксплуатации, а также :повышение производительности.
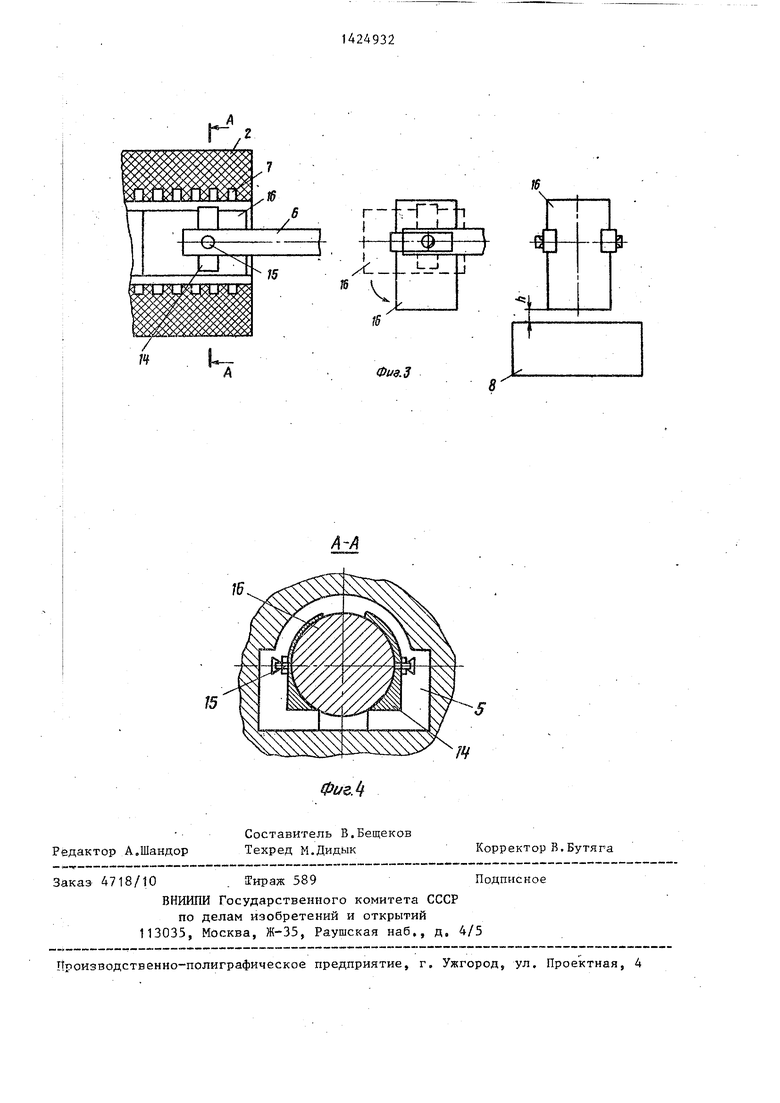
На фиг. 1 изображена автоматизированная линия, общий ВИД; на фиг. 2 - то же, стадия захвата, транспортировки и установки заготовки; на 1ФИГ, 3 то же, стадия ориентации и установки заготовки на- позицию осад- |Ки; на фиг, 4 - разрез А-А на фиг, 3. I Автоматизированная линия включает штамповочный молот 1, индукционную ;нагревательную установку 2, обрезной :пресс 3 и манипулятор 4 с двуплечим |хоботомо Индукционная нагревательная |установка имеет на выходной секции (фиг. 2) паз 5 для захода схвата 6 1манипулятора 4, причем паз 5 выполнен в зоне действия нагревателя 7. Штамповочный молот 1 снабжен штампом |8, ручьи которого (предварительньй 9 окончательный 10) расположены по |дуге окружности с центром в точке О- поворота манипулятора 4, второе пле
ko 11 хобота которого снабжено схва- том 12. С хват 6 манипулятора 4 уста- {новлен на первом плече 13 хобота и рнабжен губками 14, установленными с |возможностью пов орота относительно Ьси 15, на которой они крепятся, причем центр тяжести этих губок наводится значительно ниже .оси их вра- |щения и нижняя часть губок тяжелее ерхней в два раза.
Автоматизированная линия работает следующим образом, :
Заготовка 16, пройдя нагрев в индукционной нагревательной установке 2, поступает на позицию, вьщачи в па.3 5, причем заготовка 16 на пози-- 1ЩИ выдачи находится в зоне действия спирального нагревателя 7, что не дает ей остыть, постоянно поддер- ямвая нужную температуру. Схват 6, установленный на первом плече 13 хобота манипулятора 4, заходит в паз 5 и захватывает заготовку 16 таким образом, чтобы центр тяжести заготовки 16 находился левее .места захвата. При удалении заготовки из зоны нагрева губки 14 поворачиваются относи- тельно оси 15 на 90 за счет того, что центр тяжести заготовки находится левее места захвата, после чего хобот манипулятора 4 поворачивается,
0
0
5
п Д и заготовка переносится в предварительный ручей 9 штампа В. Причем зазор между заготовкой 16 и штампом 8 определяется по формуле
hi(3, п + л
где 5 - максимальньй допуск на длину заготовки, MMi количество заготовок, находящихся одновременно в нагревательных Секциях индуктора;
точность позиционирования манипулятора по вертикаль- 5 ной координате, мм.
Посл е позиционирования заготовки 16 над предварительным ручьем 9 схват 6 разжимается и заготовка устанавливается в штампе 8, а губки 0 14, поворачиваясь вокруг оси 15, за счет смещенного центра тяжести приходят в исходное положение. После этого схват удаляется из рабочей зоны и происходит предварительная 5 штамповка, во время которой второе плечо 11 манипулятора 4 выставляется напротив предварительно отштампованной заготовки 16, После окончания предварительной штамповки схватом 12 заготовка переносится в окончательный ручей 10. Затем схват 12 выводится из рабочей зоны молота и происходит окончательная штамповка. Отштампованная деталь зажимается схватом 12, одновременно схват 6 захватывает следующую заготовку. Штамповка переноситс-я на обрезной пресс 3, а следующая деталь позиционируется над предварительным ручьем 9.
Формула изобретения
1. Автоматизированная линия горячей штамповки, содержащая секционную индукционную нагревательную установку с нагревательной спиралью, молот со штампом, имеющим ручьи, а также манипулятор с двуплечим хоботом и схватами, отличающаяся тем, что, с целью улучшения условий эксплуатации, а также повьшения производительности, в секции индукционной установки со стороны выгрузки заготовок выполнен паз для захода схвата манипулятора, при этом спираль нагрева установки расположена по по всей длине паза.
Щ
2. Линия по п. 1, отличаю- а я с я тем, что один из схватов
манипулятора снабжен губками, установленными с возможностью поворота на 90 относительно оси их вращения, причем центр тяжести губок смещен к их нижней грани.
3. Линия по п. 1, отличающаяся тем, что ручьи штампа молота размещены по дуге окружности с центром в точке поворота хобота манипулятора.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия горячей штамповки | 1981 |
|
SU996037A1 |
| СПОСОБ УДАЛЕНИЯ ПОКОВКИ ИЗ ШТАМПА | 2017 |
|
RU2662280C1 |
| Автоматизированная линия горячей штамповки | 1982 |
|
SU1053948A1 |
| Автоматическая линия горячей штамповки | 1981 |
|
SU997946A1 |
| Автоматическая линия для горячей штамповки заготовок | 1983 |
|
SU1087241A1 |
| Захват | 1981 |
|
SU984862A1 |
| Автоматическая линия штамповки поворотных кулаков | 1987 |
|
SU1466868A1 |
| Автоматическая линия горячей штамповки | 1982 |
|
SU1060292A1 |
| Автоматическая линия горячей штамповки | 1980 |
|
SU940986A1 |
| Автоматизированный пресс для объемной горячей штамповки заготовок | 1989 |
|
SU1804943A1 |

Изобретение относится к обработке металлов давлением, в частности к автоматизированным линиям горячей штамповки. Цель - улучшение условий эксплуатации и повышение производительности. В секции индукционной установки нагрева со стороны выгрузки заготовок выполнен паз для захода схвата манипулятора, при этом спираль нагрева расположена по всей длине паза. Один из схватов манипулятора снабжен губками, установленными с возможностью поворота на 90 относительно оси их вращения со смещением центра тяжести губок к их нижней грани. Ручьи штампа штамповочного молота размещены по дуге окружности с центром в точке поворота хобота манипулятора, что значительно повышает производительность линии путем сокращения межоперационных перекосов заготовок. 2 з.п. ф-лы, 4 ил. 
.
Фиг.1
Ю
№
| Автоматизированный комплекс для многономенклатурной штамповки деталей из штучных заготовок | 1984 |
|
SU1214290A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
