круг 9. Склиз JO связывает траковый транспортер 11 с обрезным прессом 8.
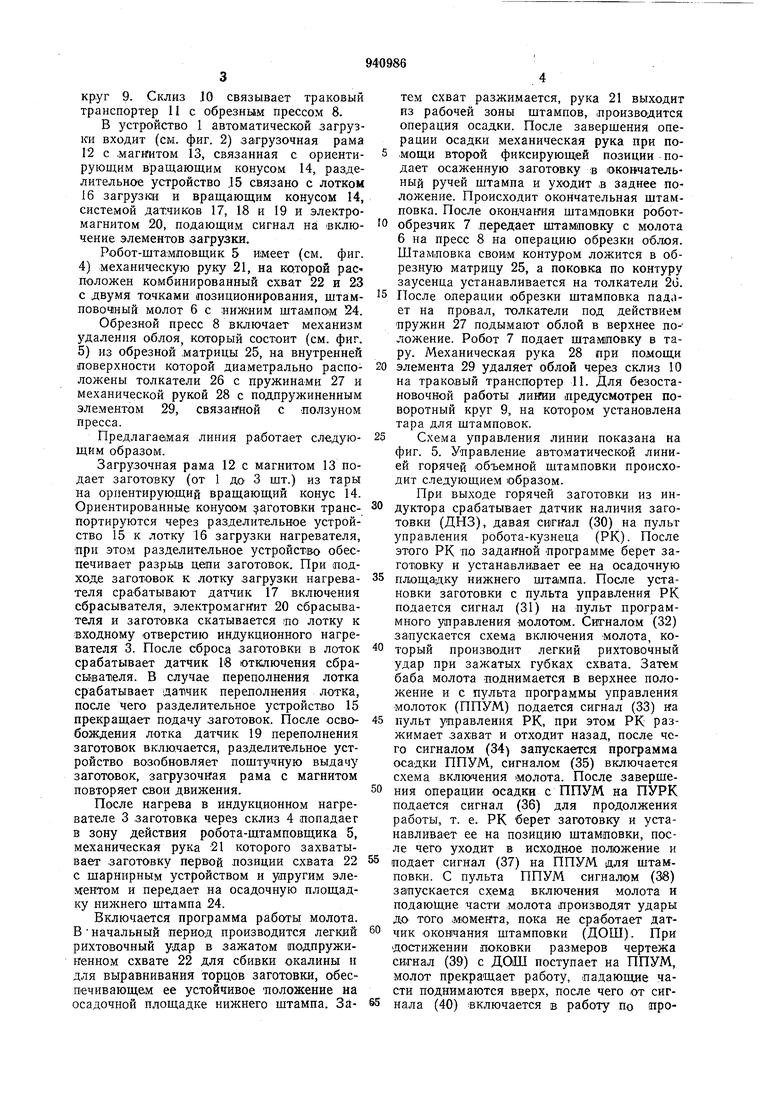
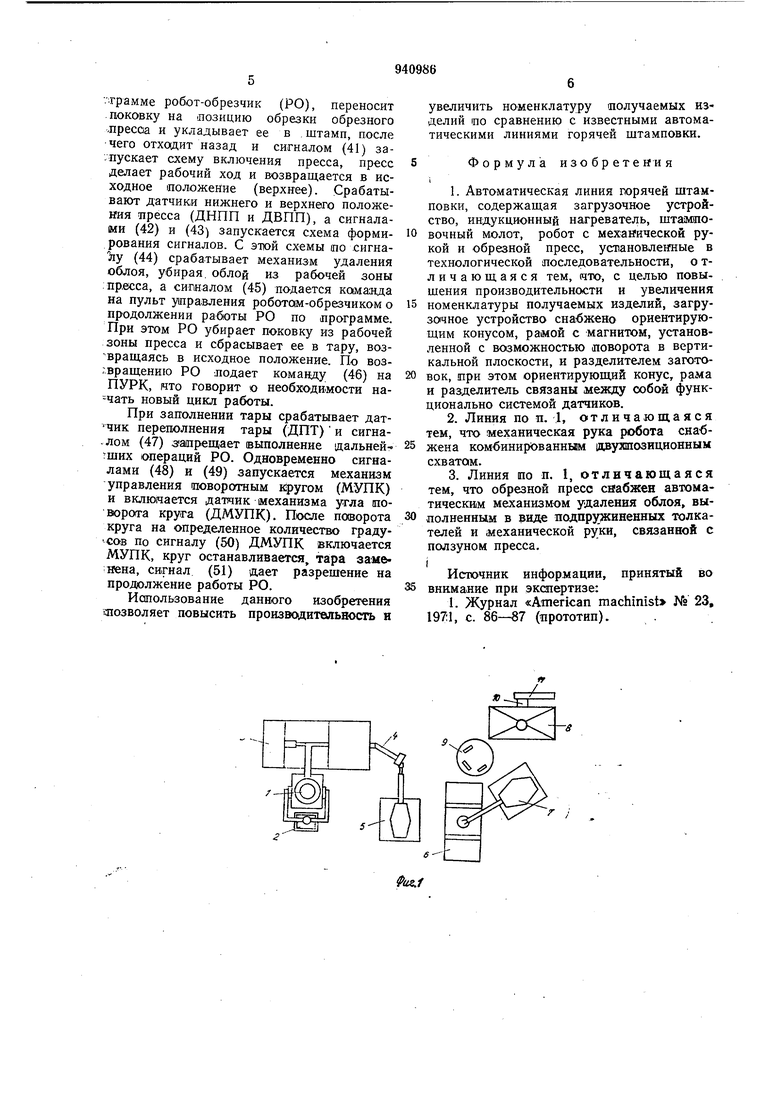
В устройство 1 автоматической .загрузки входит (см. фиг. 2) загрузочная рама 12 с .магиитом 13, связанная с ориентирующим вращающим конусом 14, разделительное устройство ,15 связано с лотком 16 загрузки и вращающим конусом 14, системой датчиков 17, 18 и 19 и электромагнитом 20, подающим сигнал на включение элементов загрузки.
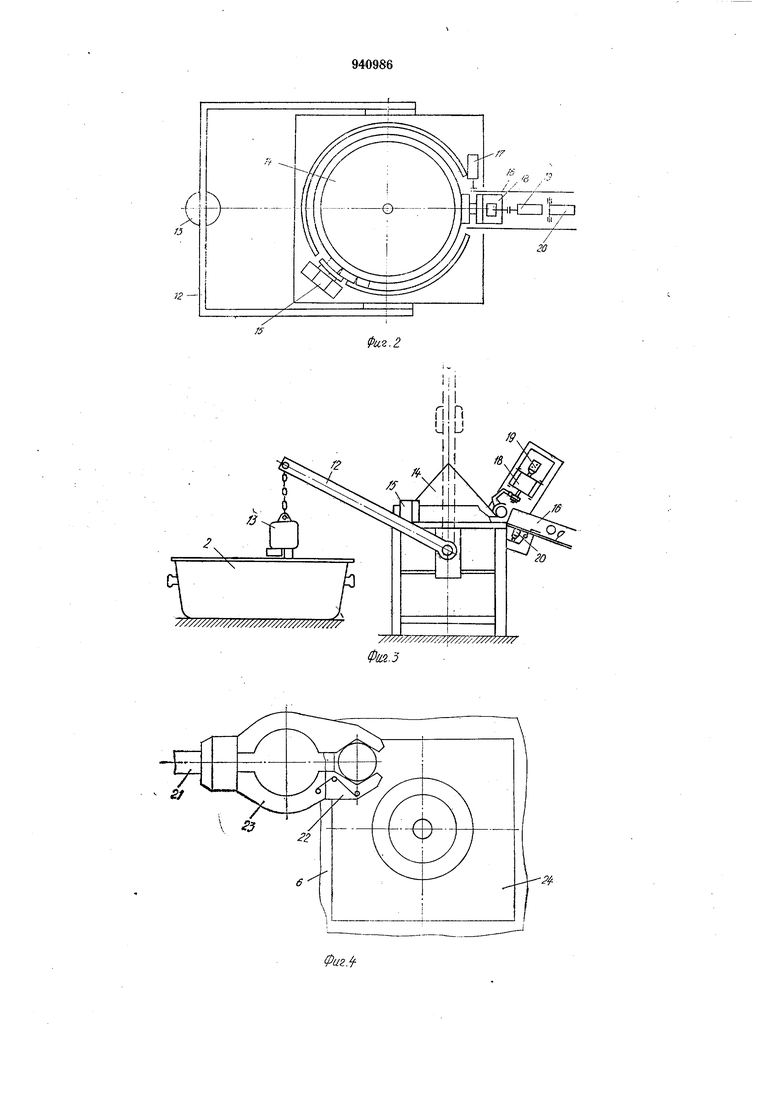
Робот-щтамповщик 5 имеет (см. фиг.
4)механическую руку 21, на которой расположен комбинированный схват 22 и 23 с двумя тачками позиционирования, щтамПОВОЧ1НЫЙ молот 6 с нижним штампом 24.
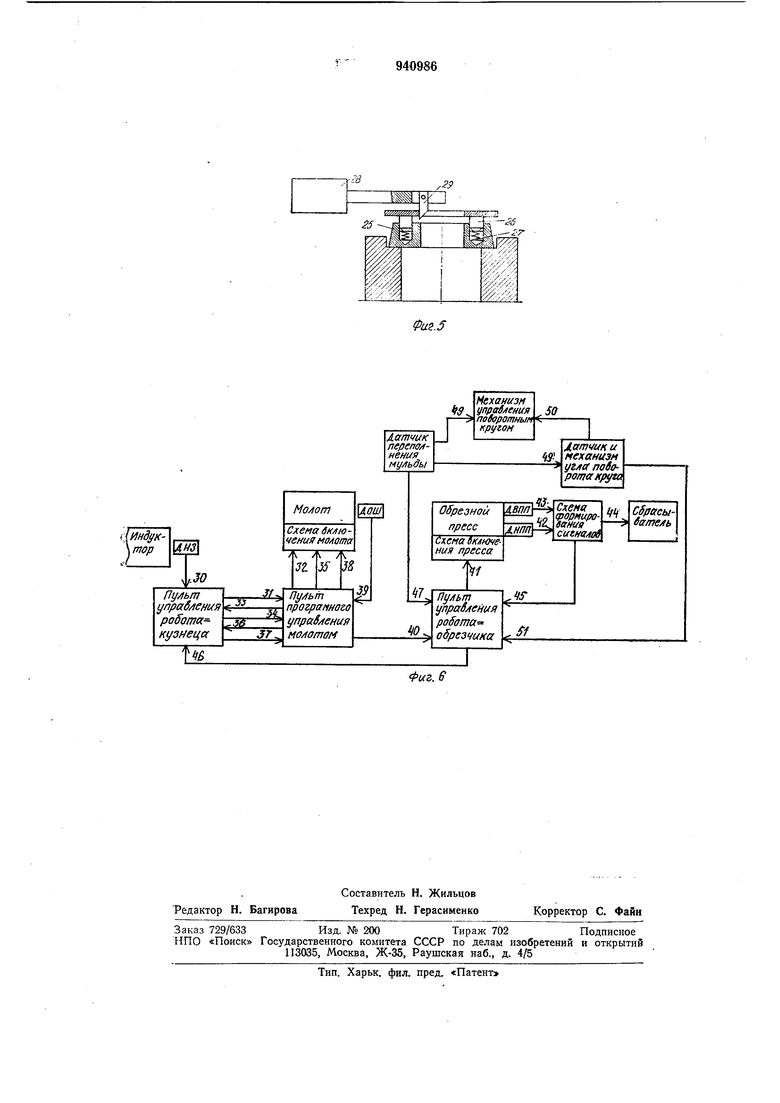
Обрезной пресс 8 включает механизм удаления облоя, коггорый состоит (см. фиг.
5)из обрезной .матрицы 25, на внутренней поверхности которой диаметрально расположены толкатели 26 с пружинами 27 и механической рукой 28 с подпружиненным элементом 29, связан-ной с лолзуном пресса.
Предлагаемая линия работает следующим образом.
Загрузочная рама 12 с магнитом 13 подает заготовку (от 1 до 3 шт.) из тары на ориентирующий вращающий конус 14. Ориентированные конуоом аготовки транспортируются через разделительное устройство 15 к лотку 16 загрузки нагревателя, при этом разделительное устройство обеспечивает разрыв цепи заготовок. При подходе заготовок к лотку загрузки нагревателя срабатывают датчик 17 включения сбрасывателя, электромагнит 20 сбрасывателя и заготовка скатывается .по лотку к входному отверстию индукционного нагревателя 3. После сброса заготовки в лоток срабатывает датчик 1в отключения сбрасывателя. В случае переполнения лотка срабатывает датчик переполнения лотка, после чего разделительное устройство 15 прекращает подачу заготовок. После освобождения лотка датчик 19 переполнения заготовок включается, разделительное устройство возобновляет поштучную выдачу заготовок, загрузочная рама с магнитом повторяет свои движения.
После нагрева в индукционном нагревателе 3 заготовка через склиз 4 попадает в зону действия робота-штамповщика 5, механическая рука -21 которого захватывает заготовку первой .позиции схвата 22 с шарнирным устройством и упругим элементом и передает на осадочную площадку нижнего штампа 24.
Включается программа работы молота. В начальный период производится легкий рихтовочный удар в зажатом подпружиргенном схвате 22 для сбивки окалины и для выравнивания торцов заготовки, обеспечивающем ее устойчивое положение на осадочной площадке нижнего штампа. Затем схват разжимается, рука 21 выходит из рабочей зоны штампов, производится операция осадки. После завершения операции осадки механическая рука при по5 .мощи второй фиксирующей позиции подает осаженную заготовку в окончательный ручей штампа и уходит ,в заднее положение. Происходит окончательная штамповка. После окончания штамповки робот0 обрезчик 7 .передает штамповку с молота 6 на пресс 8 на операцию обрезки облоя. Штамповка свои/м контуром ложится в обрезную матрицу 25, а поковка по контуру заусенца устанавливается на толкатели 2о. 15 После операции обрезки штамповка падает на провал, толкатели под действием пружин 27 подымают облой в верхнее по-ложение. Робот 7 подает штам1повку в тару. Механическая рука 28 при помощи
20 элемента 29 удаляет облой через склиз 10 на траковый транспортер 11. Для безостановочной работы лииии предусмотрен поворотный круг 9, на котором установлена тара для штамповок.
5 Схема управления линии показана на фиг. 5. Управление автоматической линией горячей объемной штамповки происходит следующием образом.
При выходе горячей заготовки из индуктора срабатывает датчик наличия заготовки (ДНЗ), давая сигнал (30) на пульт управления робота-кузнеца (РК). После этого РК по заданной программе берет заготовку и устанавливает ее на осадочную
5 площадку нижнего штампа. После установки заготовки с пульта управления РК подается сигнал (31) на пульт программного управления молотам. Сигналом (32) запускается схема включения молота, который производит легкий рихтовочный удар при зажатых губках схвата. Затем баба молота поднимается в верхнее положение и с пульта программы управления молоток (ППУМ) подается сигнал (33) на
5 пульт управления РК, цри этом РК разжимает зах;ват и отходит назад, после чего сигналом (34) запускается программа осадки ППУМ, сигналом (35) включается схема вклю1чения молота. После завершения операции осадки с ППУМ на ПУРК по.дается сигнал (36) для продолжения работы, т. е. РК берет заготовку и устанавливает ее на позицию штамповки, после чего уходит в исходное положение и
подает сигнал (37) на ППУМ для штамповки. С пульта ППУМ сигналом (36) запускается схема включения молота и подающие части молота производят удары до того момента, пока не сра ботает датчик окончания штамповки (ДОШ). При достижении поковки размеров чертежа сигнал (39) с ДОШ поступает на ППУМ, молот прекращает работу, падающие части поднимаются вверх, после чего от сиг5 нала (40) включается в работу по про.грамме робот-обрезчик (РО), переносит .поковку на позицию обрезки обрезного .пресса и укладывает ее в штамп, после чего отходит назад и сигналом (41) за.пускает схему включения пресса, пресс делает рабочий ход и возвращается в исходное положение (верхнее). Срабатывают датчики нижнего и верхнего положения пресса (ДНПП и ДВПП), а сигналами (42) и (43) запускается схема формирования сигналов. С этой схемы по сигна йу (44) срабатывает механизм удаления облоя, убирая, облой из рабочей зоны
.пресса, а сипналом (45) подается кома;нда на пульт ушравления роботам-обрезчиком о продолжении работы РО по лрограмме. При этом РО убирает поковку из рабочей зоны пресса и сбрасывает ее в тару, возвращаясь в исходное положение. По возг.вращению РО .подает команду (46) на ПУРК, НТО говорит о необходимости на-чать новый цикл работы.
При заполнении тары срабатывает датчик переполнения тары (ДПТ) и сигналом (47) зашрещает выполнение дальней-
гшкх операций РО. Одновременно сигналами (48) н (49) запускается механизм управления поворотным к:ругом (МУПК) и вклюиается датчик механизма угла поворота круга (ДМУПК). После поворота круга на определенное количество градусов по сигналу (50) ДМУПК включается МУПК, круг останавливается, тара заменена, сигнал (51) дает разрешение на продолжение работы РО.
Использование данного изобретення
шозволяет повысить производительность и
увеличить номенклатуру получаемых изделий 1ПО сравнению с известными автоматическими линиями горячей штамповки.
Формула изобретения
1. Автоматическая линия горячей штамповки, содержащая загрузочное устройство, индукционный нагреватель, щта1М)повочный молот, робот с механической рукой и обрезной пресс, установленные в технологической последовательности, о тличающаяся тем, нто, с целью повышения производительности и увеличения
номенклатуры получаемых изделий, загрузо1чное устройство снабжено ориентирующим конусом, рамой с магнитом, установленной с возможностью поворота в вертикальной плоскости, и разделителем заготоБОК, при этом ориентирующий конус, рама и разделитель связаны между собой функционально системой датчиков.
2.Линия по п. 1, отличающаяся тем, что механическая рука робота снабжена комбинированным двуяпозиционным схватам.
3.Линия по п. 1, отличающаяся тем, что обрезной пресс снабжен автоматическим механизмом удаления облоя, выполненным в виде подпрз иненных толкателей и механической руки, связанной с ползуном пресса.
Источник информации, принятый во внимание при экспертизе:
I. Журнал «American machinist № 23, 197:1, с. 86-в7 (прототип).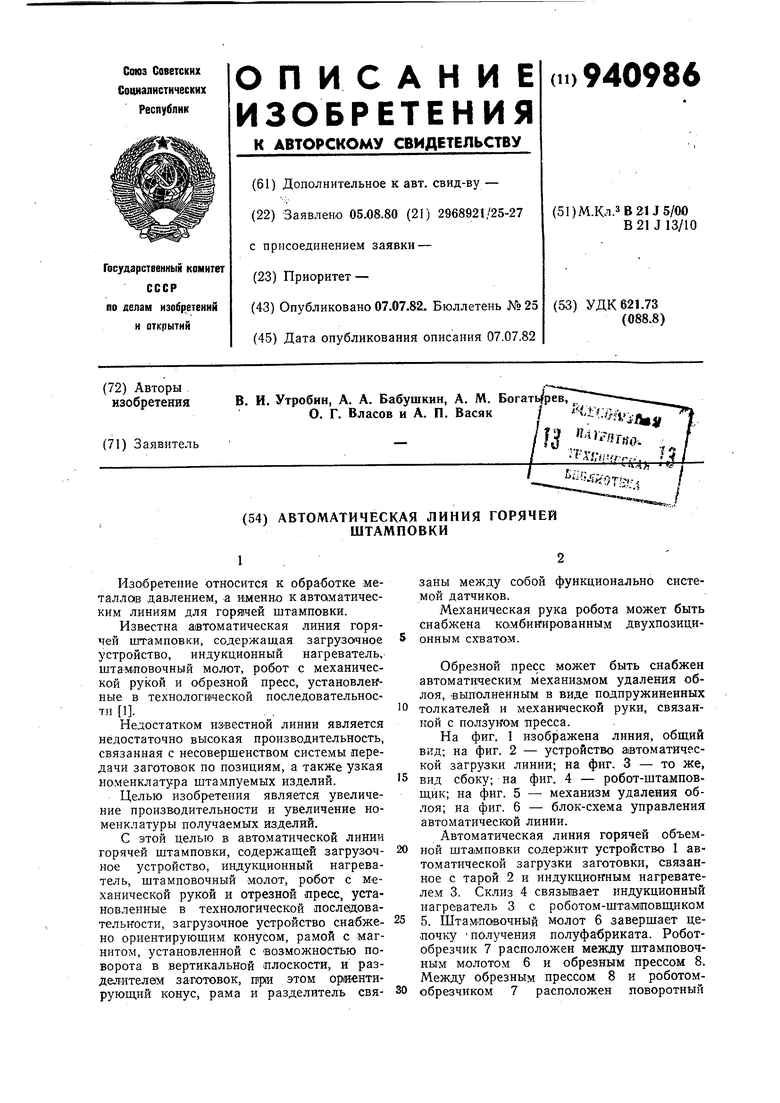
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия горячей штамповки | 1984 |
|
SU1248721A1 |
| Автоматическая линия горячей объемной штамповки | 1981 |
|
SU1009599A1 |
| Автоматическая линия горячей штамповки | 1982 |
|
SU1042866A1 |
| Автоматическая линия горячей штамповки | 1981 |
|
SU997946A1 |
| Автоматическая линия горячей штамповки | 1982 |
|
SU1060292A1 |
| Автоматическая линия горячей штамповки | 1981 |
|
SU1026920A1 |
| Автоматическая линия горячей штамповки | 1981 |
|
SU990394A1 |
| Автоматическая линия горячей штамповки | 1988 |
|
SU1549665A1 |
| Автоматическая линия горячей штамповки | 1987 |
|
SU1505660A1 |
| Автоматическая линия горячей штамповки | 1977 |
|
SU733843A1 |
х
////////////////////777/// /////
гу
