Nt 1С
4 СО
00
Изобретение относится к литейному производству, конкретно к непрерывному литью металлов и сплавов на установках вертикального типа.
Цель изобретения - yлyчпJeниe качества металла, повышение выхода годного и производительности процесса литья.
Перед началом заливки в кристаллизатор 1 подают затравку (не показана). Затем с помощью устройства 3 заливки в кристаллизатор заливают жидкий меНа фиг. 1 показана установка для осуществления предлагаемого способа, общий
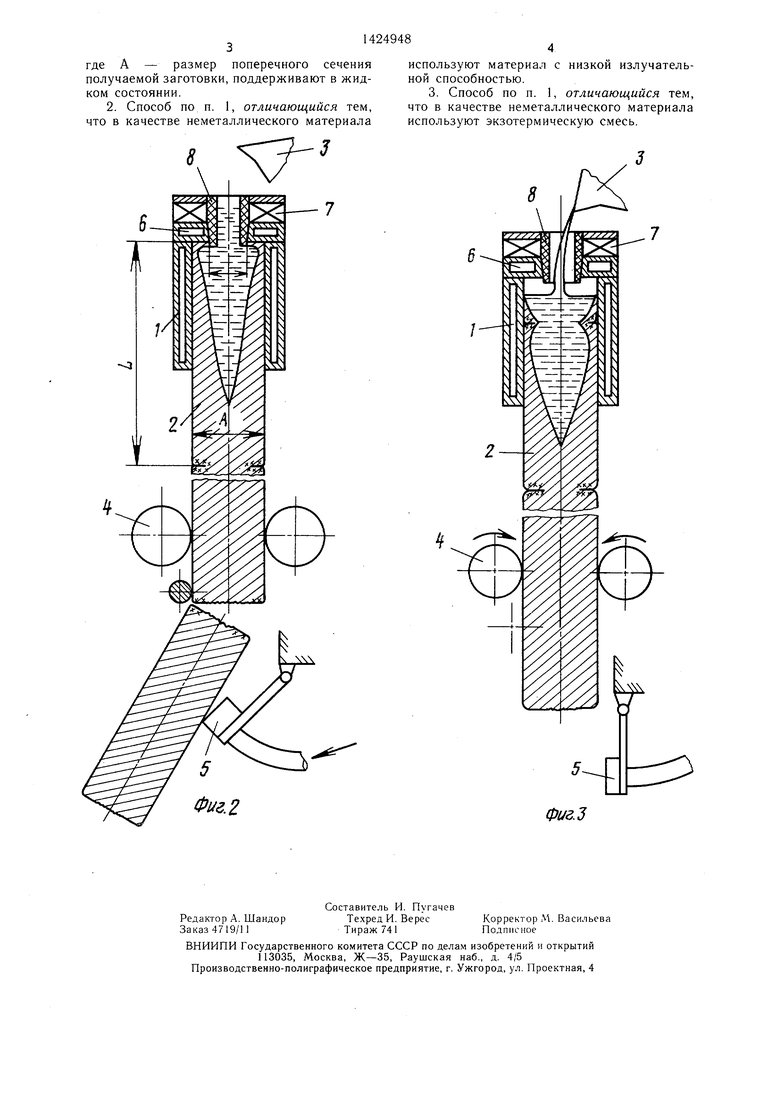
вид; на .фиг. 2 - то же, в моментю талл. После затвердевания металла на
принудительного охлаждения участка зер-затравке тянущей клетью 4 начинают прокала металла; на фиг. 3 - то же, вцесс вытягивания непрерывнолитой заготовмомент формирования следующей мерной за-ки 2. В процессе разливки уровень меготовки.талла в кристаллизаторе 1 поддерживают
ниже фланца 6. После достижения заУстановка для осуществления способа готовкой 2 необходимой длины L процесс
вертикального непрерывного литья мерныхвытягивания прекращают, уровень расплава
заготовок содержит кристаллизатор 1 дляв кристаллизаторе поднимают выще фланформирования непрерывнолитых мерных за-ца 6 и прекращают подачу жидкого меготовок 2, устройство 3 заливки, тянущуюталла. На поверхности расплава наводят
клеть 4, раздельное устройство 5. Кристал-20 защитный слой флюса и включают индуклизатор 1 дополнительно снабжен фланцем 6,тор 7 для обогрева поверхности. Делают
который служит для принудительного участ-выдержку, достаточную для образования
ка зеркала металла, граничащего с рабо-прочной корки на рабочей поверхности фланчими стенками кристаллизатора 1, до об-ца 6, образуя тем самым разделительный
разования твердой корки между мернымислой между заготовками 2. После затверзаготовками 2. На фланец 6 устанавлива-25 девания корки на фланце 6 включают тяют индуктор 7 для поддержания централь-нущую клеть 4, опускают уровень меного участка зеркала металла в жидкомталла в кристаллизаторе 1 ниже фланца 6
состоянии. Теплоизоляционный стакан 8 слу-и возобновляют заливку жидкого металла,
жит для защиты индуктора 7 от кон-На выходе из тянущей клети 4 непретакта с жидким металлом и изоляциирывнолитые мерные заготовки 2 отделяют
неохлаждаемого участка зеркала металла от друг от друга разделительным устройством 5.
фланца 6.Эффективность изобретения заключается
Центральный участок зеркала металла,в улучщении качества металла за счет
размером а, определяемый из соотношенияустранения возможности появления усадоч0,,8А, где А - размер попереч-ных дефектов, повышении выхода годного,
ного сечения получаемой заготовки, поддер-так как предлагаемый способ позволяет
живают в жидком состоянии. Нижний пре- отказаться от использования затравочных
дел а обусловлен тем, что при ,1А прекращается фильтрация расплава вдоль оси, что приводит к появлению усадочных дефектов. Верхний предел а обусловлен тем, что при ,8А разделение мерных 40 заготовок 2 может произойти не по разделительному слою.
элементев и необходимости обрезки концов заготовок, повышении производительности процесса за счет принудительного охлаждения зеркала металла в кристаллизаторе.
Формула изобретения
виды нагрева, например индукционный нагрев, наводя при этом на поверхности защитный слой флюса.
Способ осуществляется следующи.м обрй- зом.
Перед началом заливки в кристаллизатор 1 подают затравку (не показана). Затем с помощью устройства 3 заливки в кристаллизатор заливают жидкий ме талл. После затвердевания металла на
отказаться от использования затравочных
элементев и необходимости обрезки концов заготовок, повышении производительности процесса за счет принудительного охлаждения зеркала металла в кристаллизаторе.
Формула изобретения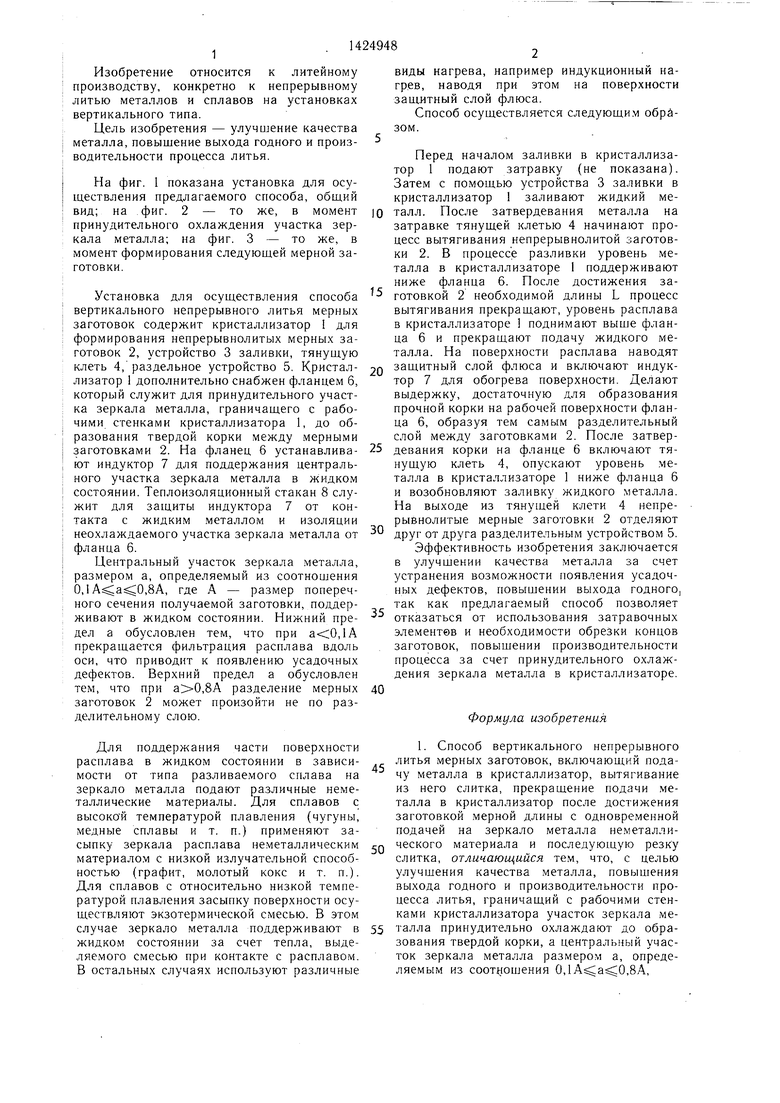
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка непрерывной разливки металлов горизонтального типа | 1979 |
|
SU1109246A1 |
| УСТАНОВКА ПОЛУНЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ В ЗАГОТОВКИ | 1980 |
|
SU875716A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ПРОИЗВОДСТВА ЗАГОТОВОК ПОСТОЯННОГО ПОПЕРЕЧНОГО СЕЧЕНИЯ НЕОГРАНИЧЕННОЙ ДЛИНЫ | 2022 |
|
RU2796558C1 |
| Устройство для определения фронта затвердевания непрерывно-литого полого слитка | 1986 |
|
SU1364389A1 |
| Способ непрерывного литья заготовок | 1990 |
|
SU1796339A1 |
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТЫХ ДЕФОРМИРОВАННЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2151662C1 |
| Способ непрерывного литья полых мерных заготовок и устройство для его осуществления | 1988 |
|
SU1533824A1 |
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2112622C1 |
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТЫХ ПОЛЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1995 |
|
RU2103105C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ГОРИЗОНТАЛЬНОГО ЛИТЬЯ | 1990 |
|
RU2020035C1 |
Изобретение относится к литейному производству и касается способов непрерывного литья на установках вертикаль ного типа. Цель изобретения - улучшение качества металла, повышение выхода годного и производительности процесса литья. В кристаллизатор 1 (К) при помощи устройства заливки 3 подают жидкий металл. После затвердевания металла на затравке тянущей клетью 4 начинают процесс вытягивания непрерывнолитой заготовки 2. В процессе разливки уровень металла в К поддерживают ниже фланца 6 (Ф). После достижения заготовкой 2 заданной длины L процесс вытягивания прекращают, уровень расплава в К поднимают выше Ф и прекращают подачу жидкого металла. На поверхность расплава наводят защитный слой флюса (материал с низкой излучательной способностью, экзотермическая смесь) и включают индуктор 7 для обогрева поверхности расплава. При этом часть поверхности расплава в К принудительно охлаждают специальным водо- охлаждаемым Ф до образования твердой корки, а остальную часть, определяемую соотношением 0,1 ,8А, поддерживают в жидком состоянии при помощи индуктора 7 для обогрева поверхности, где а - размер неохлаждаемой части поверхности; А - поперечный размер Заготовки. 2 з. п. ф-лы. 3-ил. (Л
Для поддержания части поверхности расплава в жидком состоянии в зависимости от типа разливаемого сплава на зеркало металла подают различные неметаллические материалы. Для сплавов с высокой температурой плавления (чугуны, медные сплавы и т. п.) применяют засыпку зеркала расплава не.металлическим материалом с низкой излучательной способностью (графит, молотый кокс и т. п.). Для сплавов с относительно низкой температурой плавления засыпку поверхности осуществляют экзотермической смесью. В этом случае зеркало металла поддерживают в жидком состоянии за счет тепла, выделяемого смесью при контакте с расплавом. В остальных случаях используют различные
где А - размер поперечного сечения получаемой заготовки, поддерживают в жидком состоянии.
Фиг. 2
используют материал с низкой излучатель- ной способностью.
| Германн Э | |||
| Непрерывное литье.-М.: Гос- техиздат, 1981, с | |||
| Фрикционная муфта с переменною скоростью вращения | 1920 |
|
SU444A1 |
