Изобретение относится к литейному производству, в частности к устрой ствам для определения фронта затвердевания при вертикальном непрерывном литье металлов и сплавов.
Целью изобретения является повышение точности определения фронта затвердевания слитка.
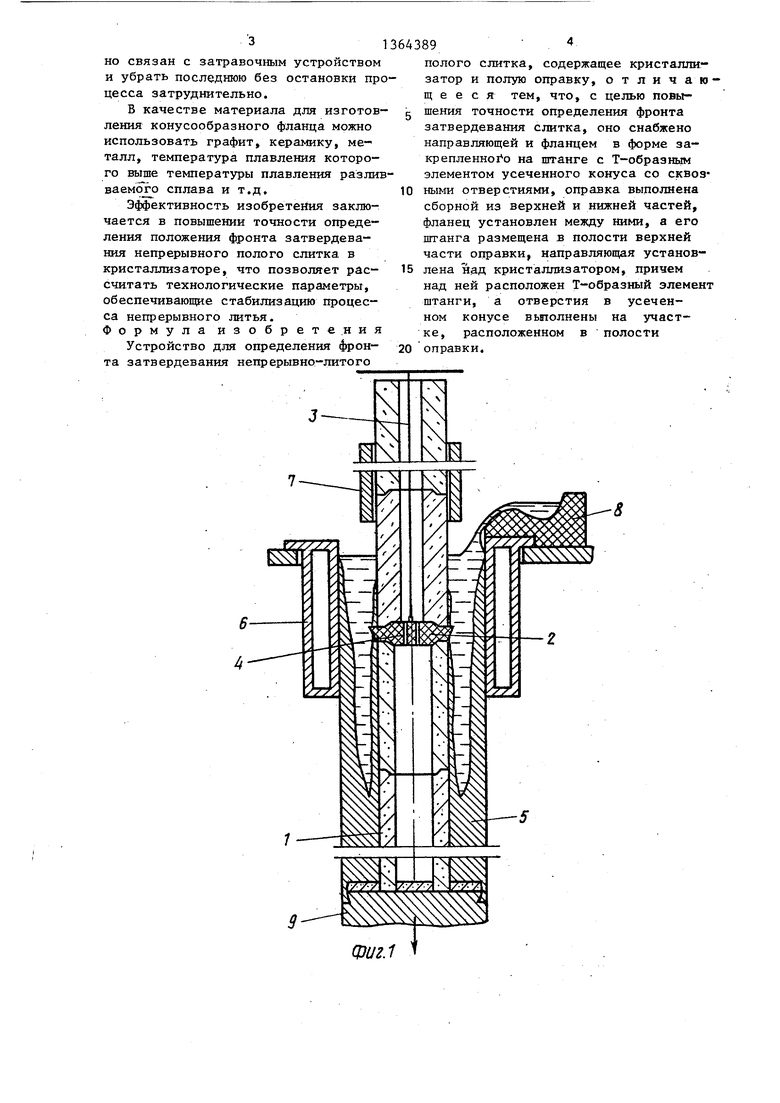
На фиг. 1 показано устройство, общий вид; на фиг. 2 - устройство в момент слива жидкой сердцевины. :
Устройство содержит сборную пблую оправку 1, между частями ..полой оправки установлен фланец 2, закрепленный на Т-образной штанге 3, пропущенной через верхнюю часть оправки 1. В теле фланца .2 выполнены сквозные отверстия 4, через которые уда- лается воздух, вытесняемый жидким металлом из полости нижней части оправки 1 во время слива жидкой сердцевины непрерывно-литого полого слитка 5, Полый слиток 5 получают путем подачи в кристаллизатор 6 сбор ной полой оправки 1, пропущенной че- рез направляющую 7, и заливки жидкого металла через устройство 8 заливки. Установка снабжена также затравкой 9.
Фланец 2 имеет форму усеченного конуса. Такая форма обусловлена тем, что боковая образующая конуса и его основание образуют между собой острый угол. Поэтому затвердевание металла в этом месте в течение времени нахождения фланца 2 в кристаллизаторе 6 либо совсем не происходит, либо образуется корочка очень малой толщины. Вследствие этого разделение верхней и нижней частей оправки 1 по фланцу 2 происходит без значительных усилий.
Устройство работает следующим . образом.
Перед началом заливки затравку 9 вводят в полость кристаллизатора 6. На нее устанавливают сборную полую оправку 1, которую центрируют с помощью направляющей 7. Между нижней и верхней частями оправки 1 устанавливают фланец 2, закрепленный на Т-образной щтанге 3. С помощью устройства 8 заливки в полость кристаллизатора 6 подают жидкий металл. После затвердевания металла на затравке 9 начинают процесс вытягивания непрерывного полого слит
ка 5. Процесс заливки продолжают до тех пор, пока полка Т-образной штанги 3 не зафиксируется на .верхнем торце направляющей 7. В результате происходит зависание верхней части оправки 1, установленной на фланце 2. Нижняя часть оправки 1, установленная на затравке 9, продолжает свое движение до момента образования зазора требуемой величины. Через образовавшийся зазор металл не- затвердевшей сердцевины непрерывного полого слитка 5 вытекает в полость
5 оправки 1. Воздух, вытесняемый жидким металлом из полости оправки 1, удаляют в атмосферу через отверстия 4 фланца 2. После окончания эксперимен- . та делают продольный темплет слитка
0 5 и по нему определяют положение фронта затвердевания как со стороны кристаллизатора 6, так и со стороны оправки 1.
При необходимости возможна и дру5 гая схема работы устройства. Например, при литье толстостенных полых заготовок площадь сечения оправки невели. ка и для увеличения объ.ема.ее внут- ренней полости потребовалось бы. чрез-
0 мерно увеличивать высоту нижней час- ти оправки, а, следовательно, увели - чивать И- высоту самой установки.Это нецелесообразно. В этом случае устройство может работать следующим
5 образом„
Перед началом разливки под кристаллизатором 6 устанавливают футерованную емкость. Далее затравку 9 подают в кристаллизатор 6, устанавливают на ней полую оправку 1, заливают металл и начинают процесс вытягива- . ния слитка 5. По выходе затравки 9 из тянущей клети ее убирают. В результате в нижней части оправки 1
5 образуется сливное отверстие. После зависания верхней части оправки 1 и образования зазора металл незатвердевшей сердцевины слитка 5 вытекает через нижнюю часть полой оправки в
0 футерованную емкость. Т
Второй вариант работы.предпочтителен при определении фронта затвердевания полого слитка на вертикаль5 ных установках непрерывного типа. Первоначальный вариант целесообразнее применять на установках полунепрерывного типа, так как в этом случае привод установки непосредствен0
фцг.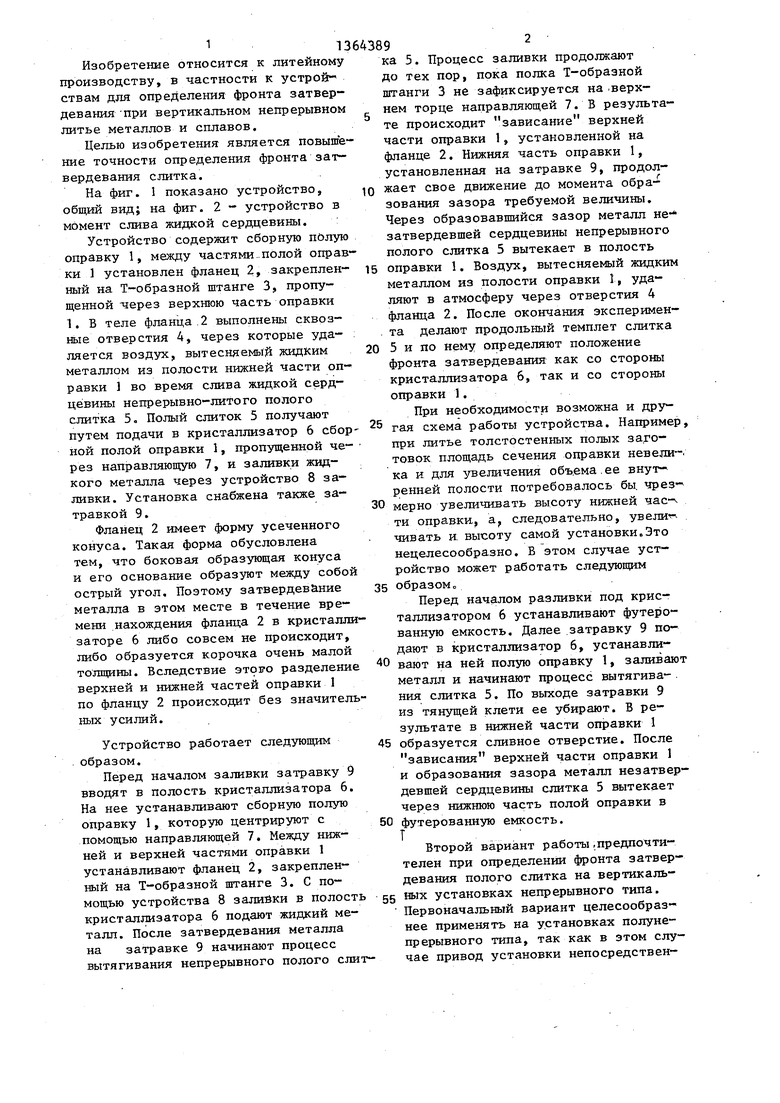
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ вертикального непрерывного литья мерных заготовок | 1986 |
|
SU1424948A1 |
| Способ получения полых слитков | 1987 |
|
SU1496911A1 |
| СПОСОБ ЛИТЬЯ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2005 |
|
RU2309814C2 |
| Способ определения фронта кристаллизации слитка при непрерывном горизонтальном литье и установка для его осуществления | 1983 |
|
SU1125094A1 |
| Установка для непрерывного литья полых заготовок типа втулок | 1980 |
|
SU899250A1 |
| УСТРОЙСТВО ДЛЯ ЗАЛИВКИ МЕТАЛЛОВ И СПЛАВОВ В КРИСТАЛЛИЗАТОР ПРИ НЕПРЕРЫВНОМ ЛИТЬЕ | 1997 |
|
RU2151665C1 |
| Способ непрерывного литья полых мерных заготовок и устройство для его осуществления | 1988 |
|
SU1533824A1 |
| Устройство для охлаждения непрерывно-литого слитка квадратного поперечного сечения | 1983 |
|
SU1177041A1 |
| Установка для непрерывного литья полых заготовок | 1978 |
|
SU865500A1 |
| Установка для непрерывного литья полых заготовок | 1987 |
|
SU1560379A1 |
Изобретение относится к области литейного производства и касается конструкции устройств для определения фронта затвердевания при вертикальном непрерывном литье. Цель изобретения - повышение точности определения фронта затвердевания. Устройство содержит сборную полую оправку (ПО), между нижней и верхней частями которой установлен фланец, закрепленный на Т-образной штанге, пропущенной через верхнюю часть ПО. Фланец имеет . форму усеченного конуса, и в его теле выполнены сквозные отверстия, через которые удаляется воздух, вытесняемый .жидким металлом из нижней части ПО во время слива жидкой сердцевины полого слитка. -В процессе заливки полка Т-образной штанги фиксируется на верхнем торце направляющей, вследствие чего происходит зависание верхней части ПО. Нижняя часть ПО продолжает свое движение до момента образования зазора требуемой величины. Через зазор жидкий металл К)1текает в ПО. После окончания эксперимента делают продольный темплет слитка и по нему определяют положение фронта затвердевания как со стороны кристаллизатора, так и со стороны ПО. 2 ило СЛ
Фиг. г
| Ливанов В.А | |||
| и др | |||
| Непрерывное литье алюминиевых сплавов | |||
| - М.: Металлургия, 1977, с | |||
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
