/7ел
J
иСь
со
sl
О)
гз х 1 .1
Изобретение относится к порошко™ вой металлургии, в частности к установкам для нанесения покрытий из ме-- таллического порошка на поверхность изделий.
Цель изобретения - расширение технологических возможностей установки за счет обеспечения нанесения покрытий на прямолинейные поверхно- Ю сти значительной протяженности и повышение производительности.
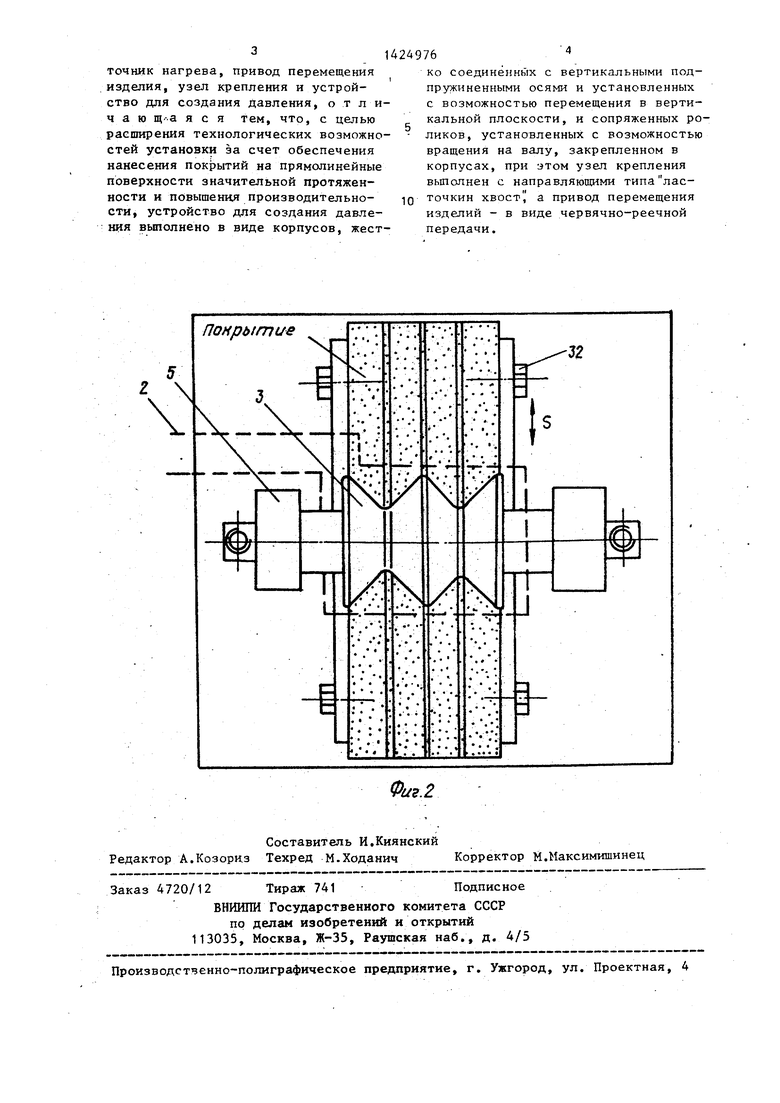
На фиг.1 показана схема установки, вертикальный разрез; на фиг.2 - то же, вид сверху.15
Установка состоит из станины 1, источника 2 нагрева (пунктир на фиг.2), устройства для создания дав- ления, выполненного в виде двух со- пряженных роликов 3, установленных 20
с возможностью вращения на валу 4, п-роходящем через корпусы 5 и 6, жестко соединенные с вертикальными подпружиненными осями 7 и 8, установленными в стойках 9 и 10 и снабженными 25 шпонками 11 и 12, прикреплёнными к станине 1 винта 13 и 14, Между корпусами 5, 6 и стойками 9, 10 установлены пружины 15 и 16, концы которых заведены в кольца 17-20, за- 0 крепленные в корпусах 5 и 6, и в резьбовые участки 21 и 22 (в стойках 9 и 10, снабженных цилиндрическими отверстиями 23 и 24). Кольца 19 и 2U выполнены с резьбовыми хвостовиками 25, на которые навинчены регулировоч- ные гайки 26 и 27. Узел 28 крепления изделий вьтолнен П-образным, перевернутым, с направляющими типа ласточ- кина хвоста (не обозначены) в станине 1 , Привод перемещения изделия выполнен в виде зубчатой червячно- реечной передачи, включающей рейку 29,зубчатое колесо 30 с валом 31 и червячную пару (не показана), Винты 32 фиксируют покрываемые изделия в заданном положении.
Покрьюаемые изделия (в данном случае в количестве 4 шт,) установлены в узле 28 крепления и разделены между собой прокладками из гра- 50 фита.
Установка работает следующим образом.
В узел 28 крепления помещают изделия (покрьгоаемыми поверхностя- 55 ми вверх). Между изделиями устанавливают прокладки для исключения взаимного их прикосновения. Затяги40
45
вают винты 32 (при поднятых вертикально вверх сопряженных роликах 3 на осях 7 и 8), на упрочняемые поверхности накладывают гофрированную полосу из металлического порошка , скрепленного пластификатором. Опускают ролики 3 на поверхность покрытия и производят требуемое натяжение пружин 15 и 16,необходимое для создания давления со стороны роликов 3 на порошковую гофрированную полосу и упрочняемые плоские поверхности изделия. Включают индукционный нагрев (индуктор ТВЧ) и спустя 1 мин привод возвратно-поступательного перемещения от реверсивного двигателя (не показан), червячного редуктора (не показан), вала 31 и реечной передачи (колесо 30 - рейка 29). Б результате узел 28 крепления изделий совершает плоскопараллельное возвратно-поступательное перемещение, а ролики 3, жестко прижатые к металлической гофрированной полосе, накатывают последнюю на упрочняемую поверхность, образуя качественное покрытие. Прочность сцепления покрытия с основным материалом до- достигает 12 кг/мм, а пористость - не выше 6%. Толщина наносимого покрытия лежит в пределах 0,3-1,5 мм. Про должительность процесса 2-3 мин, и если учесть, что одновременно упрочняются четьфе детали, то на одну деталь затрачивается 0,6 мин. После окончания процесса нанесения покрытий, который ведут при 1050 С, деталь охлазвдают и алмазным кругом разрезают металлическую ленту в верхних и нижних точках гофра, разделяя этот блок на четыре детали.
Предлагаемая установка является простой в конструктивном исполнении, надежной в работе, обладает выдокой производительностью и обеспечивает высокую точность геометрии покрываемых прямолинейных поверхностей.
Применение предлагаемой установки позволяет расширить технологические возможности оборудования за счет нанесения покрытий на прямолинейные поверхности значительной протяженности и повысить производительность. Формула изобретенияУстановка для нанесения металлических покрытий на пересекающиеся поверхности изделий, содержащая источник нагрева, привод перемещения .изделия, узел крепления и устройство для создания давления, о т ли чаю щ--а я с я тем, что, с целью расширения технологических возможно стей установки за счет обеспечения нанесения покрытий на прямолинейные поверхности значительной протяженности и повышения производительности, устройство для создания давления звьтолнено в виде корпусов, жест
76
ко соединённых с вертикальными подпружиненными осями и установленных с возможностью перемещения в вертикальной плоскости, и сопряженных ро- ликов, установленных с возможностью вращения на валу, закрепленном в корпусах, при этом узел крепления выполнен с направляющими типа лас- точкин хвост а привод перемещения изделий - в виде червячно-реечной передачи.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формирования металлического покрытия на двух пересекающихся поверхностях | 1987 |
|
SU1438928A1 |
| Установка для нанесения металлических покрытий | 1987 |
|
SU1421457A1 |
| Устройство для одновременного нанесения покрытий на внешние поверхности по крайней мере двух изделий | 1990 |
|
SU1724439A1 |
| Устройство для нанесения покрытий из металлических порошков на внутренние сферические поверхности изделий | 1988 |
|
SU1547956A1 |
| Устройство для формирования металлического покрытия на двух пересекающихся поверхностях деталей | 1990 |
|
SU1740110A1 |
| УСТАНОВКА ДЛЯ АНТИКОРРОЗИОННОЙ ИЗОЛЯЦИИ НАРУЖНОЙ И ВНУТРЕННЕЙ ПОВЕРХНОСТЕЙ ТРУБ | 2005 |
|
RU2285194C1 |
| Устройство для нанесения покрытия на изделия | 1990 |
|
SU1806689A1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ПРОТЯЖЕННОГО ИЗДЕЛИЯ, ЛИНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2237743C2 |
| УСТАНОВКА ДЛЯ АНТИКОРРОЗИОННОЙ ИЗОЛЯЦИИ НАРУЖНОЙ И ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБ | 2005 |
|
RU2282099C1 |
| РЕВЕРСИВНЫЙ ПРОКАТНЫЙ СТАН | 1996 |
|
RU2112614C1 |
Изобретение относится к порошковой металлургии, в частности к установкам для нанесения металлических покрытий на пересекающиеся поверхности изделий. Цель - расширение технологических возможностей установки за счет обеспечения нанесения покрытий на прямолинейные поверхности значительной протяженности и повышение производительности. В узел 28 крепления помещают изделия (покрываемыми поверхностями . вверх), между изделиями устанавливают прокладки (например, из графита) , а затем на покрываемые поверхности устанавливают предварительно сформованную гофрированную полосу . из пластифицированного порошка.Опускают ролики 3 на поверхность полосы и за счет поджатия пружин 15 и 16 создают давление со стороны роликов 3 на полосу и на поверхность изделия. Включают индукционный нагрев изделия, а затем привод его возвратно-поступательного перемещения. В процессе перемещения изделия ролики 3 накатывают покрытие на поверхность изделий.. 2 ил. с (Л
Понрытие
J
| Устройство для нанесения покрытий из металлических порошков на изделия | 1985 |
|
SU1273214A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Устройство для нанесения покрытий из металлических порошков на профиль зубьев зубчатых колес | 1985 |
|
SU1268289A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
