/7
Х7
4
00
00
со
ГС
СХ)
1
Изобретение относится к порошковой металлургии, к устройствам для нанесения металлических покрытий на рабочие поверхности направляющих станков.
Цель изобретения - расширение тенологических возможностей за счет ннесения покрытий на пересекающиеся плоские поверхности, расположенные под разными углами.
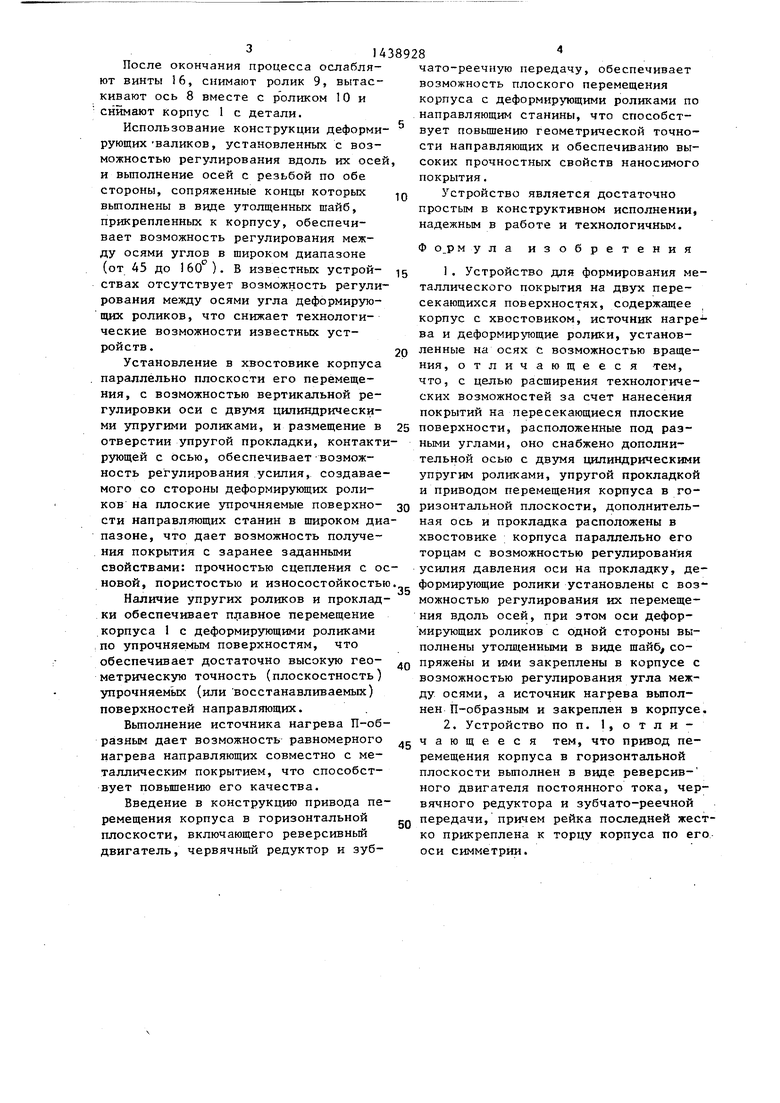
На фиг. 1 показано устройство,ви в плоскости, перпендикулярной плоскостям упрочняемых направляющихJ на фиг. 2 - то же, вид сверху.
В корпусе 1 устройства винтами 2 прикреплены валики 3, установленные с возможностью регулирования вдоль их осей 4. Последние вьтолнены с резьбой 5 по обе стороны, сопряжен- ные концы осей вьтолнены в виде утощенных шайб 6, прикрепленных к корпсу 1 винтами 2. В хвостовике 7 корпуса 1, параллельно плоскости его перемещения, установлена ось 8 с цилиндрическими упругими роликами 9 и 10.
В отверстии корпуса 1 помещена
упругая прокладка 1, контактирующая с осью 8 по цилиндрической ее обра- 30 зующей. Источник 12 нагрева выполнен П-образным и прикреплен к корпусу 1 винтами 13 посредством токоне- пррводящего корпуса 14. Ось 8 фиксируется от смещения установочным вин- с том 15 и перемещается в вертикальном положении винтами 16. Кроме того, обозначены сечение направлянщих 17. Наносимое покрытие 18 на направляющих в виде предварительно нанесенно- 40 го .порошка или ленты. Положение валиков 3 на осях 4 фиксируется гайками 19.
Привод перемещения корпуса I вклюПосле установки требуемого угла t/ , в отверстие, выполненное в хвостовике корпуса 1, вставляют ось 8 вместе с упругим роликом 10 и одевают на нее упругий ролик 9. Вращением винтов 16 создают на ось 8 требуемое давление, которое через ругую прокладку 11 передается на кор пус I, деформирующие ролики 3 и порошковый слой 18. Включают индукци- онный нагрев (индуктор ТВУ 12) и при водной реверсивный двигатель 20, который передает вращения на червяк 21, червячное колесо 22, вал 23 и шестерню 25. Шестерня 25 при вращении, взаимодействуя с зубчатой рейкой 26, перемещает последнюю вместе с корпусом 1 в горизонтальной плоскости. При этом деформирующие ролики 3 осуществляют накатку уже нагретого до температуры спекания (i ) слоя металлического порошка 18 (или лен ты), формируя пересекающиеся почает реверсивный двигатель 20 посто- дд верхности высокого качества. Корпус
янного тока, червячный редуктор, состоящий из червяка 21 и червячного колеса 24. На той же оси установлено цилиндрическое зубчатое колесо 25, находящееся в постоянном зацеплении .с рейкой 26, жестко прикрепленной к корпусу . 1 по его центральной оси симметрии.
Устройство для формирования покрытия работает следующим образом.
На поверхностях направляющих 17 предварительно наносят порошковое покрытие в виде, например, ленты из твердого сплава, скрепленного пластификатором. В зависимости от угла между плоскостями направляющих if устанавливают требуемой угол (f межд осями 4 деформирующих валиков 3, причем (/ if,
Установка требуемого угла i/ производится следующим образом. Нижние гайки 19 отворачивают, смещают деформирующие валики 3 вниз по осям 4, сдвигают валики навстречу друг дру- ГУ (при уменьшении угла t/ ), ослабив винты 2. При установке требуемого угла If , равного углу {f между направляющими 17, верхние гайки 9 закручивают до упора их торцовых поверхностей в торцы деформирутацих валиков 3. Для увеличения угла гайки 19 накручивают по часовой стрелке, при этом они поднимаются вверх (вместе с деформирующими валиками 3)
После установки требуемого угла t/ , в отверстие, выполненное в хвостовике корпуса 1, вставляют ось 8 вместе с упругим роликом 10 и одевают на нее упругий ролик 9. Вращением винтов 16 создают на ось 8 требуемое давление, которое через ругую прокладку 11 передается на корпус I, деформирующие ролики 3 и порошковый слой 18. Включают индукци- онный нагрев (индуктор ТВУ 12) и при водной реверсивный двигатель 20, который передает вращения на червяк 21, червячное колесо 22, вал 23 и шестерню 25. Шестерня 25 при вращении, взаимодействуя с зубчатой рейкой 26, перемещает последнюю вместе с корпусом 1 в горизонтальной плоскости. При этом деформирующие ролики 3 осуществляют накатку уже нагретого до температуры спекания (i ) слоя металлического порошка 18 (или лен ты), формируя пересекающиеся по0
5
1 с помощью реверсивного двигателя и конечных выключателей (не показаны) осуществляет многократное прокатывание металлической твердосплавной ленты 18, в результате чего получаемая упрочненная или восстановленная поверхность направляющих формируется высококачественной, с высокими физико-механическими свойствами наносимого покрытия. Прочность сцепления покрытия с основным материалом составляет 10-12 кг/мм, пористость не выше 7%, геометрическая точность плоскостей (плоскпстность) не ниже 0,1 мм.
После окончания процесса ослабляют винты 16, снимают ролик 9, вытаскивают ось 8 вместе с роликом 10 и снимают корпус 1 с детали.
Использование конструкции деформи рующих-валиков, установленных с возможностью регулирования вдоль их осе и выполнение осей с резьбой по обе стороны, сопряженные концы которых выполнены в виде утолщенных шайб, прикрепленных к корпусу, обеспечивает возможность регулирования между осями углов в широком диапазоне
осями углов (от 45 до 60 ). В известных устрой
ствах отсутствует возможность регулирования между осями угла деформирующих роликов, что снижает технологические возможности известных устройств .
Установление в хвостовике корпуса параллельно плоскости его перемещения, с возможностью вертикальной регулировки оси с двумя цилиндрическими упругими роликами, и размещение в отверстии упругой прокладки, контактирующей с осью, обеспечивает возможность регулирования усилия, создаваемого со стороны деформирующих роли1438928
0
5
0
25
чато-реечную передачу, обеспечивает возможность плоского перемещения корпуса с деформирующими роликами по направляющим станины, что способствует повьппению геометрической точности направляющих и обеспечиванию высоких прочностных свойств наносимого покрытия.
Устройство является достаточно простым в конструктивном исполнении, надежным в работе и технологичным.
Ф о рм ула изобретения
1. Устройство для формирования металлического покрытия на двух пересекающихся поверхностях, содержащее корпус с хвостовиком, источник нагрева и деформирующие ролики, установленные на осях с возможностью вращения, отличающееся -тем, что, с целью расширения технологических возможностей за счет нанесения покрытий на пересекающиеся плоские поверхности, расположенные под разными углами, оно снабжено дополнительной осью с двумя цилиндрическими упругим роликами, упругой прокладкой и приводом перемещения корпуса в го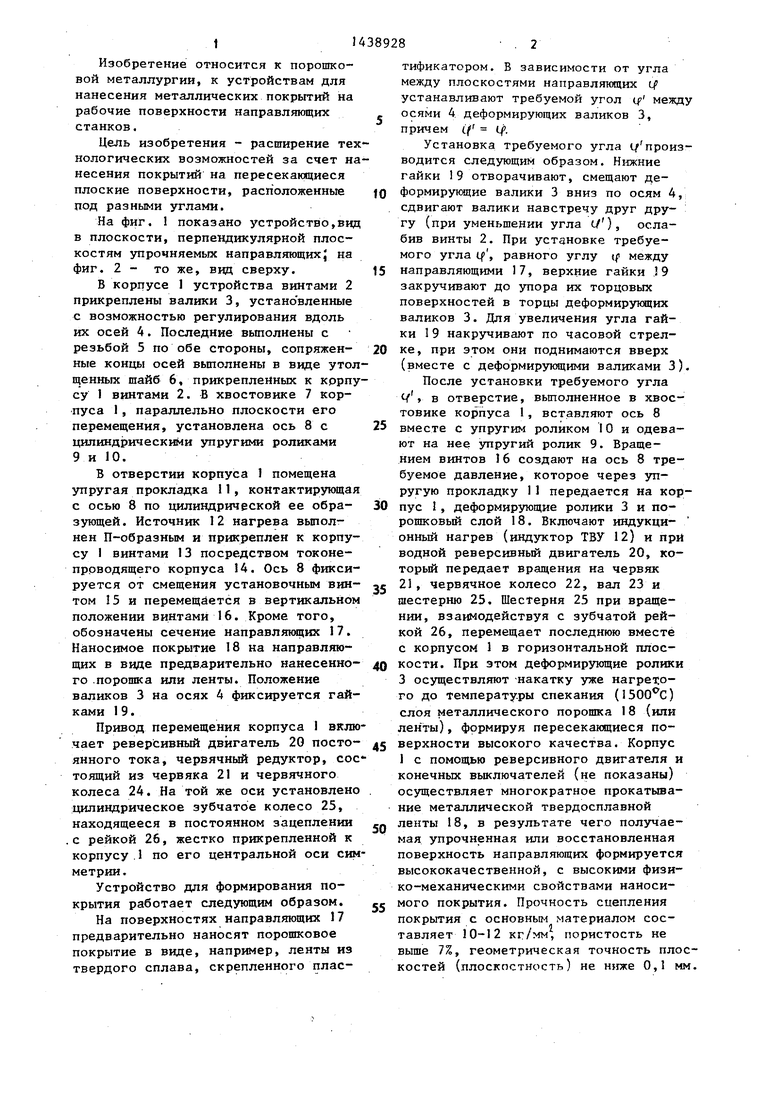
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для нанесения металлических покрытий | 1987 |
|
SU1421457A1 |
| Устройство для формирования металлического покрытия на двух пересекающихся поверхностях деталей | 1990 |
|
SU1740110A1 |
| Установка для нанесения металлических покрытий на пересекающиеся поверхности изделий | 1987 |
|
SU1424976A1 |
| Устройство для формирования металлического покрытия на наружной поверхности изделия | 1986 |
|
SU1398990A1 |
| Установка для накатки ленты из порошка твердого сплава на наружные цилиндрические поверхности деталей | 1987 |
|
SU1435407A1 |
| Установка для нанесения металлического покрытия на наружную цилиндрическую поверхность | 1988 |
|
SU1668041A1 |
| Устройство для нанесения покрытий из металлических порошков на внутренние сферические поверхности изделий | 1988 |
|
SU1547956A1 |
| Устройство для нанесения покрытий из порошковых материалов на внутренние поверхности изделий | 1988 |
|
SU1524968A1 |
| Способ восстановления деталей и устройство для его осуществления | 1986 |
|
SU1397181A1 |
| Устройство для нанесения покрытий из металлических порошков на внутренние цилиндрические поверхности изделий | 1986 |
|
SU1423284A1 |
Изобретение относится к порошковой металлургии, в частности к устройствам для формирования металлического покрытия на двух пересекающихся поверхностях. Цель изобретения - расширение технологических возможностей за счет нанесения покрытий на пересекающиеся плоские поверхности, расположенные под разными углами. На направляющей поверхности предварительно наносят порошковое покрытие ленты твердого сплава СНГН, скрепленного пластификатором. В зависимости от угла между плоскостями направляющих 1/ устанавливают требуемый угол If между осями 4 деформирующих валиков 3, причем t/. Затем в отверстие, вьтолненное в хвостовике корпуса 1, вставляют ось 8 с упругим роликом 10 и надевают на нее упругий ролик 9, Вращением винтом 16 создают на ось 8 требуемое давление, которое через упругую прокладку 11 передается на корпус 1, деформиругацие ролики 3 и порошковьй слой. Включают индукцион- ный нагрев и привод перемещения корпу- са в горизонтальной плоскости. При этом деформирующие ролики 3 осуществляют накатку нагретого до слоя металлического порошка, 1 з.п. ф-лы, 2 ил. (Л
ков на плоские упрочняемые поверхно- зо ризонтальной плоскости, дополнительсти направляющих станин в широком диапазоне, что дает возможность получения покрытия с заранее заданными свойствами: прочностью сцепления с основой, пористостью и износостойкостью
Наличие упругих роликов и прокладки обеспечивает nj iaBHoe перемещение корпуса 1 с деформирующими роликами :по упрочняемым поверхностям, что обеспечивает достаточно высокую геометрическую точность (плоскостность) упрочняемьк (или восстанавливаемых) поверхностей направляющих.
Вьшолнение источника нагрева П-об- разным дает возможность равномерного нагрева направляющих совместно с металлическим покрытием, что способствует повьшению его качества.
Введение в конструкцию привода перемещения корпуса в горизонтальной плоскости, включающего реверсивный двигатель, червячный редуктор и зуб5
0
5
0
ная ось и прокладка расположены в хвостовике корпуса параллельно его торцам с возможностью регулирования усилия давления оси на прокладку, деформирующие ролики установлены с возможностью регулирования их перемещения вдоль осей, при этом оси деформирующих роликов с одной стороны выполнены утолщенными в виде шайб сопряжены и Ш-1И закреплены в корпусе с возможностью регулирования угла между осями, а источник нагрева выполнен П-образным и закреплен в корпусе.
12
Фие,2
| Способ нанесения покрытий на поверхность изделий | 1976 |
|
SU686820A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Устройство для нанесения покрытий из металлических порошков | 1980 |
|
SU893407A1 |
| кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
