сд
га
л W
Уиг.1
Изобретение относится к устройствам для контактной стыковой сварки, применяемым преимущественно при изготовлении изделий в виде колец из профилей со с;1ож- вым поперечным сечением из материалов, обладающих высокой теплопроводностью, например сплавов на основе меди, алюминия, магния.
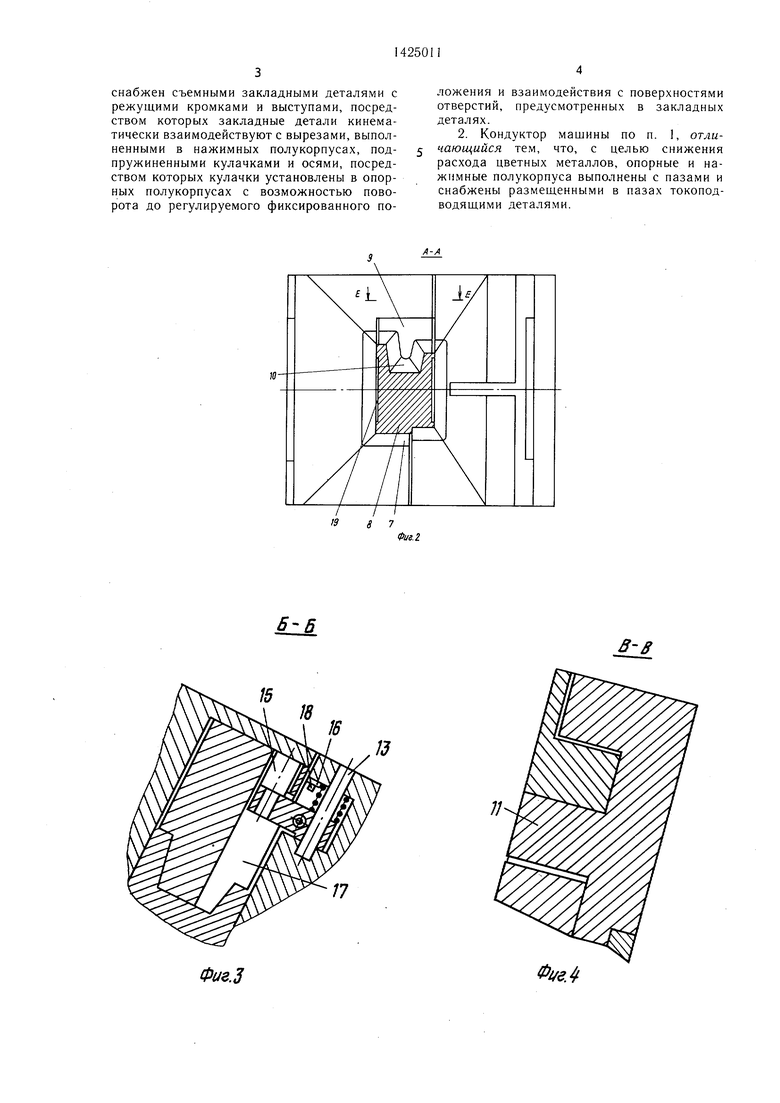
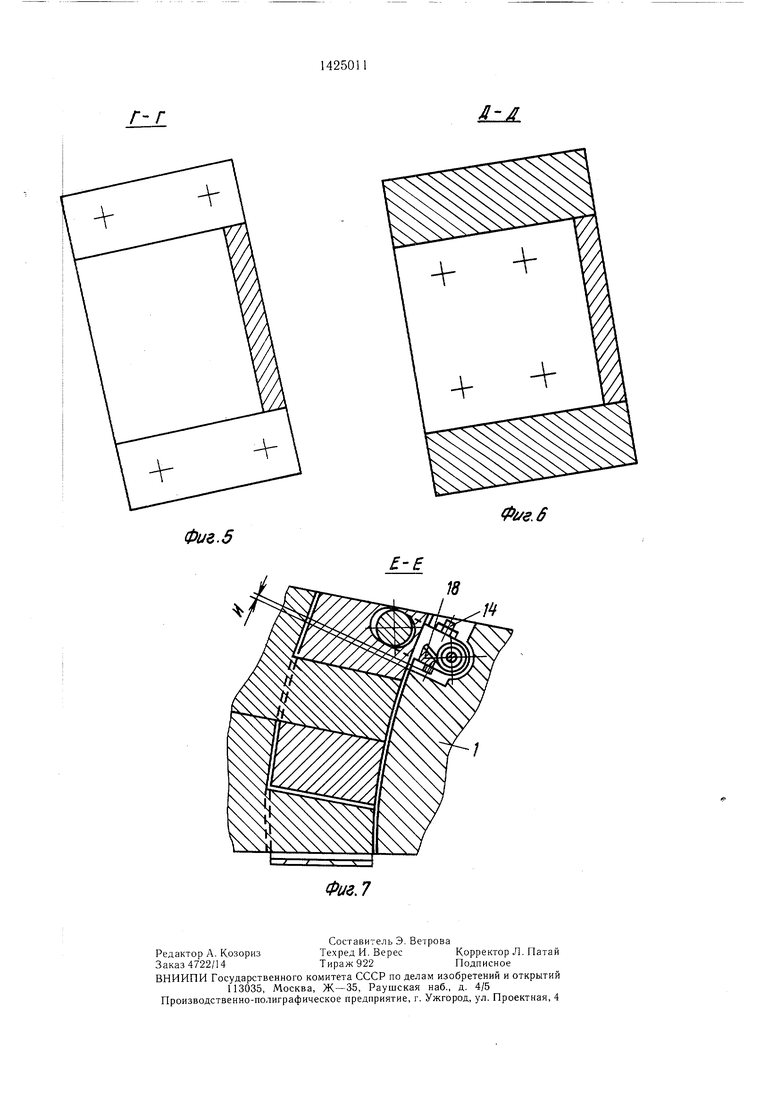
Цель изобретения - снижение расхода цветных металлов при изготовлении и рас- ширение технологических возможностей. На фиг. 1 схематично изображен кондуктор для контактной стыковой сварки, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - разрез В-В на фиг. 1; на фиг. 5 - разрез Г-Г на фиг. 1; на фиг. 6 - разрез Д-Д на фиг. 1; на фиг. 7 - разрез PI-Е на фиг. 2.
Кондуктор содержит опорные 1 и 2 и нажимные 3 и 4 полукорпуса, закрепленные соответственно на неподвижной и подвижной частях сварочной мащины и зеркально расположенные относительно ее оси. В пазах полукорпусов помещены токоподводя- щие детали 5 и 6.
Полукорпуса оснащены режущими кромками 7, предназначенными для съема грата и расположенными по контуру свариваемой детали. Разрез полукорпусов выполнен перпендикулярно опорным поверхностям в положении зажатия. Части опорных 1 и 2 нажимных 3 и 4 полукорпусов скреплены болтами и связаны несущими деталями (щпонками, щтифтами и т.д.).
В полость свариваемой детали 8 установлены закладные детали 9, имеющие отверстия и снабженные режущими кромками 10 для снятия грата, расположенными по контуру свариваемой детали и с несущими выступами 11, которые помещены в вырезы 12, образующиеся при соединении двух частей 3 и 4 нажимных полукорпусов. Б частях 1 опорных полукорпусов на осях 13 установлены с регулировочными винтами 14 кулачки 15 и пружины 16 кручения. Закладные детали 9 отверстиями надеты на кулачки (для удобства установки отверстия закладных деталей в нижней части превращены в открытые пазы 17).
На фиг. 1 и 7 показаны зацепы 18 пружин, рифленые вставки 19, токоподвод 20 мащины для контактной стыковой сварки, полости 21 для помещения срезаемого грата, зазор Ж между боковой поверхностью выреза 12 и несущим выступом 11 и зазор И между концом винта 14 и частью 1 опорного полукорпуса.
Кондуктор работает следующим образом. В исходном положении нажимные полукорпуса 3 и 4, закрепленные на щтоках цилиндров зажатия, отведены от опорных полукорпусов 1 и 2. Свариваемая деталь 8 заводится в опорные полукорпуса 1 и 2 и в ее
5
0
5
0
5
0
5
0
5
полость устанавливаются закладные детали 9.
Зазор И при этом отсутствует, так как пружины 16 кручения отжимают кулачок 15 до упора винтом 14 в опорный полукорпус (его часть 1). Нажимные полукорпуса подводятся к свариваемой детали и зажимают ее. При этом обеспечивается надежный контакт токоподводящих деталей 5 и 6 с токоподводом 20 сварочной машины.
Беспрепятственное попадание несущих выступов 11 закладных деталей обеспечивается гарантированным зазором Ж между несущими выступами 11 и вырезами 12, который достигается за счет изменения зазора И с помощью регулировочного винта 14. При этом общий зазор Ж равномерно распределяется с двух сторон между боковыми поверхностями несущего выступа 11 и выреза 12.
В момент осадки и среза грата закладные детали 9 смещаются до упора несущими выступами 11 с боковыми поверхностями вырезов 12 в опорных полукорпусах. При этом кулачок 15 поворачивается на оси 13 и не препятствует смещению закладных деталей 9, а между концом винта 14 и частью 1 опорного полукорпуса образуется зазор И.
По окончании процесса сварки и удаления грата нажимные полукорпуса отводятся в исходное положение. При этом кулачки 15 под действием пружин 16 кручения, поворачиваются до упора концов регулировочных винтов 14 в части 1 опорных полукорпусов. Далее вынимаются съемные закладные детали 9 и удаляется сваренная деталь.
Предлагаемый кондуктор мащины для контактной стыковой сварки обладает компенсационными возможностями, обеспечиваемыми подпружиненными кулачками с регулировкой. Это дает возможность при установке закладных деталей гарантировать их точное положение в кондукторе и позволяет обеспечить качественное удаление грата в труднодоступных местах при сварке колец, имеющих сложный профиль поперечного сечения, расщиряя технологические возможности оборудования.
Выполнение токоподводящих деталей кондуктора в виде отдельных конструктивных элементов позволяет существенно сократить расход цветных металлов за счет исключения их применения при изготовлении полукорпусов кондуктора.
Формула изобретения
I. Кондуктор мащины для контактной стыковой сварки, содержащий закрепленные на подвижной и неподвижной частях мащины опорные и нажимные полукорпуса, выполненные из двух частей и оснащенные режущими кромками для съема грата, отличающийся тем, что, с целью расщирения технологических возможностей, кондуктор
снабжен съемными закладными деталями с режущими кромками и выступами, посредством которых закладные детали кинематически взаимодействуют с вырезами, выполненными в нажимных полукорпусах, подпружиненными кулачками и осями, посредством которых кулачки установлены в опорных полукорпусах с возможностью поворота до регулируемого фиксированного положения и взаимодействия с поверхностями отверстий, предусмотренных в закладных деталях.
2. Кондуктор машины по п. 1, отличающийся тем, что, с целью снижения расхода цветных металлов, опорные и нажимные полукорпуса выполнены с пазами и снабжены размещенными в пазах токопод- водящими деталями.
| название | год | авторы | номер документа |
|---|---|---|---|
| Вкладыш зажимной оснастки машины для контактной стыковой сварки | 1990 |
|
SU1824270A1 |
| Способ контактной стыковой сварки непрерывным оплавлением | 1985 |
|
SU1324793A1 |
| Машина для контактной стыковой сварки труб | 1981 |
|
SU1074682A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ РЕЛЬСОВ | 2015 |
|
RU2634970C2 |
| Устройство для формирования соединения при контактной сварке | 1977 |
|
SU664785A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 1970 |
|
SU263775A1 |
| Способ контактной стыковой сварки биметаллических изделий | 1982 |
|
SU1082584A1 |
| Гратосниматель машины для контактной стыковой сварки | 1989 |
|
SU1706802A1 |
| Способ контактной стыковой сварки | 1987 |
|
SU1423317A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МОНОКОЛЕСА ТУРБОМАШИНЫ | 2013 |
|
RU2513491C1 |
Изобретение относится к устройствам для контактной стыковой сварки, преимущественно в виде колец из материалов, обладающих высокой теплопроводностью. Цель - снижение расхода цветных металлов при изготовлении и расширении технологических возможностей. Кондуктор содержит полукорпуса с пазами, в которых размещены токоподводящие детали 5 и 6. Съемные закладные детали взаимодействуют с подпружиненными кулачками, положение которых регулируется винтами, что обеспечивает точную установку с гарантированным зазором несущего выступа закладной детали. При осадке происходят смещение закладных деталей до упора и восприятие усилия осадки частями полукорпусов 3. Точная установка закладных деталей исключает их возможное повреждение при зажатии и обеспечивает качественное удаление грата в труднодоступных местах профиля сваренного кольца, имеющего сложное поперечное сечение. Выполнение токоподво- дящих деталей в виде самостоятельных конструктивных элементов позволяет существенно сократить расход цветных металлов при изготовлении кондуктора за счет применения для полукорпусов менее дорогостоящих конструкционных материалов. 1 з.п. ф-лы, 7 ил. § (Л
15
18
17
Фиг.З
А-А
3-3
ФиеЛ
Фиг. 5
0f/e.6
18
/
