f-T.e
Ly
С &
(П
N3
оо со
дзигЛ
142
сварных соединений и расыирение технологических возможностей способаь Для этого изделия 1 зажимают в токо- подводящих губках (ТГ) 2, Подвергаемые нагреву припуски на сварку (ПНС) соответствуют установочной длине изделий и в сумме составляют L., , За
Ср
ТГ 2, на участках, не подвергаемых нагреву проходящим током с зазорами Lgj устана вливают губки 4„ Величина зазоров Ьл в сумме с ПНС L. составляет не менее длины зоны термического влияния ПНС нагревают пропусканием сварочного тока через участок L . и деформируют5 создавая давление Р которое непрерывно возрастает до величины Р , равной пределу текучести основного металла свариваемых изделий. При этом ПНС выдавливаются в грат, испытывая затрудненное истечение через зазор между формирующими устройствами 3. Затем воздействуют на стык через припуски L давлением Pq,. При этом в грат вьщавливается разу- прочненный при нагреве металл из зон X под ТГ 2, которые в этот момент раскрыты. Это повышает качество сварных соединений, особенно в случаях, когда свариваемь е изделия в большой степени упрочнены путем наклепа или термической обработки и чувствительны к циклу нагрев-охлаждение, 4 ил«

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контактной стыковой сварки | 1972 |
|
SU495174A1 |
| Способ сварки давлением | 1990 |
|
SU1754365A1 |
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ ПОЛОС | 2008 |
|
RU2377106C1 |
| СПОСОБ УДАЛЕНИЯ ГРАТА ПОСЛЕ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ | 2012 |
|
RU2515864C1 |
| Машина для контактной стыковой сварки оплавлением труб с изоляцией | 2024 |
|
RU2835460C1 |
| Способ контактной стыковой сварки биметаллических изделий | 1982 |
|
SU1082584A1 |
| Способ контактной стыковой сварки оплавлением с осадкой | 1989 |
|
SU1682081A1 |
| Автомат для контактной стыковой сварки цилиндрических стержней | 1988 |
|
SU1637975A1 |
| Способ контактной стыковой сварки сопротивлением | 1988 |
|
SU1611634A1 |
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ С ПОСЛЕДУЮЩИМ УДАЛЕНИЕМ ГРАТА | 2011 |
|
RU2467848C1 |
Изобретерше относится к контактной стыковой сварке и может быть использовано в различных отраслях металлур гической, машиностроительной и строительной промышленности для сварки изделий из углеродистых и легированных сталей, термоупрочняемых, упрочняемых нагартовкой, а также чувствительных к нагреву металлов и сплавов. Цель - повышение качества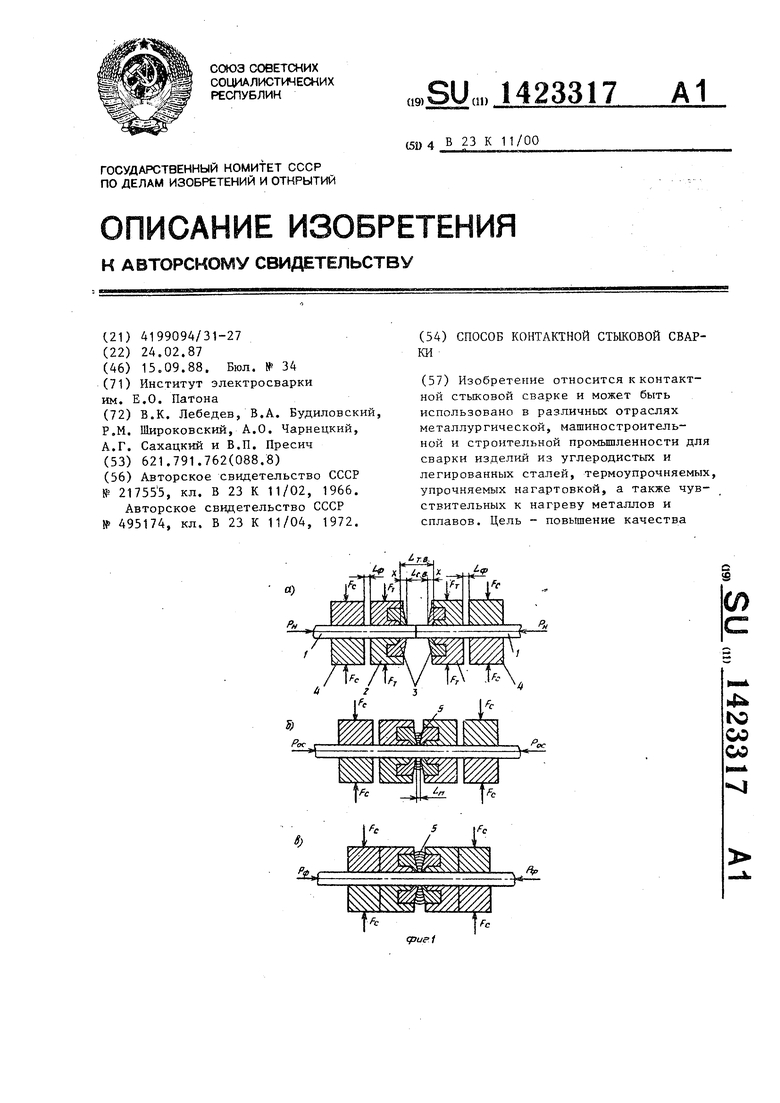
1
Изобретение относится к контактной стыковой сварке . и может быть использовано В- различных отраслях металлургической машиностроительной и строи- тельной промышленности для сварки из- i делии из углеродистых и легированных сталей, термоупрочняемьпц упрочняв- мых нагартовкойг а также чувстзитель- ; ных к нагреву металлов и сплавов, на™ Q I примерj прутков и проволоки из указанных сталей применительно к условиям i холодного волоченияэ арматурной прозо- 1 локи и стержней профильного проката I и пр„ is
Целью изобретения является повышение качества сварных соединений и расширение технологических возможностей способа путем обеспечения сварки из- делийу чувствительньк к нагреву и уп 20 рочненных нагартовкой или термической обработкой
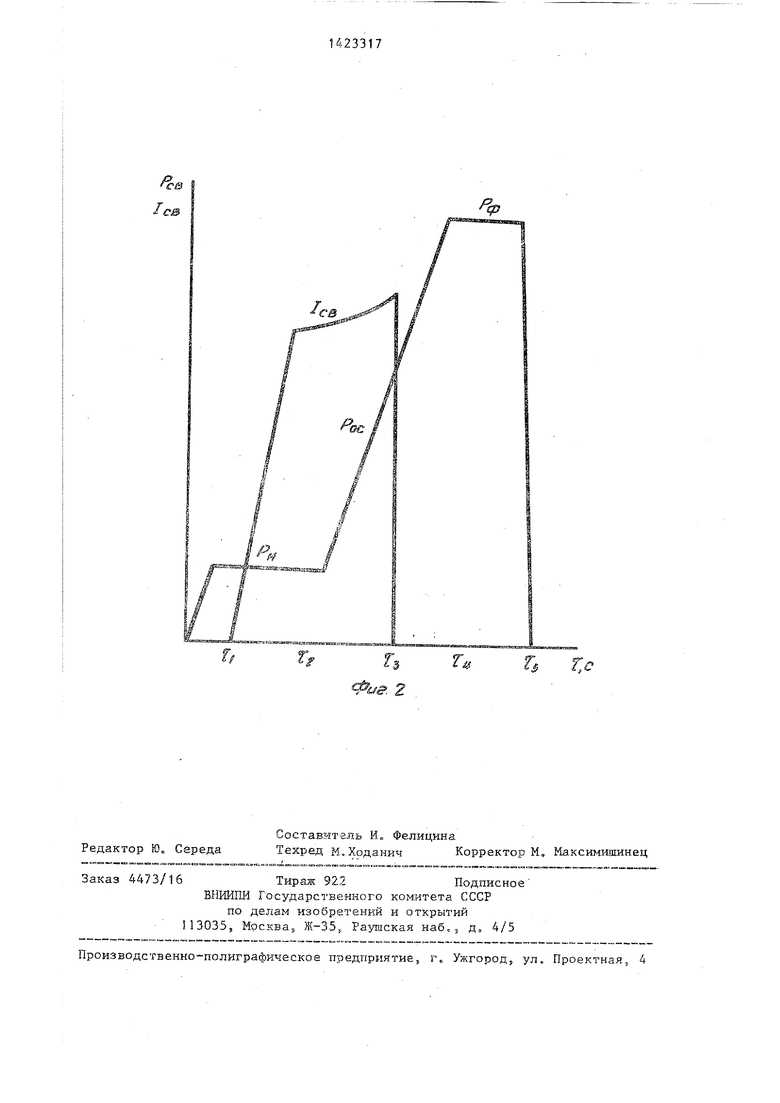
На фиг„ 1 изображена схема осуществления предлагаемого способа сварки; на фиг„ 2 - кривая изменения во вре- 25 мени основных технологических параметров, процесса давления прн осадка и сварочного тока.
Способ осуществляют следующим об™ раз ом„ 30
Изделия 1 зажимают в токоподводя™ щих губках 2 усилием F с установив при этом подвергаемые нагреву припуски на сварку в сумме со ставляющие Ь.,,,,
и длиною, равные установочной длине. Губки 2 снабжены формирующими устройствами 3
За токоподводящими губками 2 на участках, не подвергаемых нагреву проходящим токоМз с зазорами Lm, сос- тавляюш,ими припуски на формирование, изделие зажимают в силовых губках 4 с усилием FJ. , Затем припуски на сварку нагревают пропусканием сварочного тока через участок Lc6« В течение времени нагрева €(, t (фиг„ 2) припуски на сварку деформируют создавая давление Р, (фиг„ 1о.)з затем, на время tj J Oil создают давление осадки Р;, (фиг IS),, которое непрерывно возрастает, пропорционально сопротивлению металла по мере выдавливания в грат 5 (фиг. 1 S и &) все более удаленньЕХ от зоны нагрева участковс, от величины Рц до Prnj равного пределу текучести основного металла свариваемых изделий и действующего за время 04s процессе изменения давления осадки отключают сварочный ток снимают усилие Е на токоподводящих губках 2, Токоподводящие губки 2 сводятся до образования между ними зазора Ln (фиг. 1S) и в этом положении жестко фиксируются от осевого и радиального перемещения. Воздействуя на стык через припуски L, давлением формирования Р (фиг, 1Ь). силовьии
губками проталкивают зажатые в них свариваемые изделия сквозь токоподво- дящие губки. При этом, подвергшийся разупрочнению при нагреве металл из губками 2 выдавливает я в грат 5 Сфиг. 1Ь). В конце процесса весь металл, предел текучести которого меньше Р , из зоны термического влияния, длина которой Ц вьщавли- вается в грат, испытьшая затрудненное истечение через зазор 1, между формирующими устройствами 3. Токоподводя- щне губки 2 и силовые губки 4 сводятся до упора (фиг, 1|) под действием усилия осадки на стадии формирования соединения. Общий припуск на сварку представляется как Ь. L, + 2Ьозз т.е. припуски на сварку в зависимости
20
от Ьф могут быть установлены равными или большими длины зоны термического влияния, которая возникает из-за разогрева изделий в процессе сварки.
Формула изобретения
Способ контактной стыковой сварки изделий, при котором стыкующиеся поверхности нагревают путем пропускаПример 1. Сваривают проволо- 25 ния тока через припуски на сварку и ку диаметром 6,0 мм из пружинной ста- осуществляют осадку, в процессе кото- ли 50ХФА с пределом прочности 1400МПа. Нагреваемые припуски на сварку 7s,5 MMj, плотность тока i 98,5 А/мм
рой припуски на сварку выдавливают в грат5 обеспечивая при этом направленное пластическое деформирование
давление при нагреве Р 4,5 МПа, о вьщавливаемого в грат металла, о т - припуски на формирование 2Ьф 6,0 мм, личающийся тем, что, с давление при формировании Рд, 1350МПа, Предел прочности сварных соединений (5в 1340-1465 МПа,
Пример 2.Сваривают проволоку диаметром 3,0 мм из стали 80 с пределом прочности 1210 МПа. Нагреваемые припуски Leg 10,5 мм, плотность тока i 78,5 А/мм, давление при нагреве Рц 3,8 МПа, припуски на формирова 35
40
целью повышения качества сварных соединений и расширения технологических возможностей, дополнительно осадке и вьщавливанию в грат подвергают участки стыкующихся поверхностей, длина которых в сумме с припуском на сварку составляет не менее длины зоны термического влияния, величина давле ния осадки при этом-не менее предела текучести основного металла свариваемых изделий.
ние 2L(p ровании Р
Т
7,5 мм, давление при форми- 1200 МПа. Прочность свармых соединений 1180-1295 МПа они достаточно пластичны (при испытаниях на загиб по радиусу 18 м, образцы загибаются на угол 180 ),
Таким образом,-предлагаемый способ обеспечивает выдавливание в грат участков металла, заключенных в губках и подвергающихся разупрочняющему воздействию нагрева, что исключает наличие разупрочненного металла в сварном соединении, а, следовательно, улучшает качество сварного соединения,особенно в случаях, когда свариваемые
изделия в большой степени упрочнены путем наклепа или термической обработки и чувствительны к циклу нагрев- охлаждение.
20
Формула изобретения
ния тока через припуски на сварку и осуществляют осадку, в процессе кото-
рой припуски на сварку выдавливают в грат5 обеспечивая при этом направленное пластическое деформирование
вьщавливаемого в грат металла, о т - личающийся тем, что, с
целью повышения качества сварных соединений и расширения технологических возможностей, дополнительно осадке и вьщавливанию в грат подвергают участки стыкующихся поверхностей, длина которых в сумме с припуском на сварку составляет не менее длины зоны термического влияния, величина давле ния осадки при этом-не менее предела текучести основного металла свариваемых изделий.
Р
ев
| Способ десульфитации соков | 1965 |
|
SU217555A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Способ контактной стыковой сварки | 1972 |
|
SU495174A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
