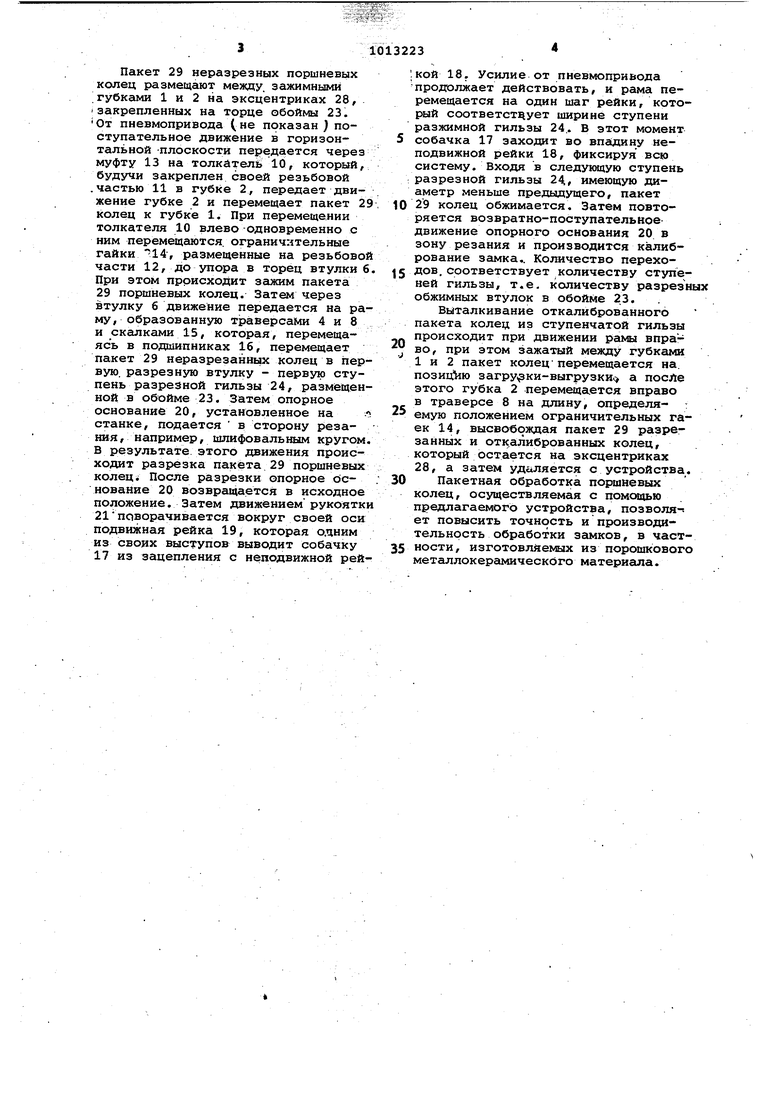
Изобретение относится к устройствам для обработки поршневых коле и, в частности, для обработки замка поршневых-колец. Известно устройство, предназначенное для калибрования замка порш невого кольца, содержащее основани на котором крепятся разрезная, гиль за с заходным конусом, ориентатор, планка для накопления колец, h так же толкатель и инструмент для калибрования замка . Однако устройство не обеспечивает стабильной точности, так как поршневое кольцо в разрезной гильзе удерживается только силой упругости, что приводит при обработке к перекосам. Производительность процесса также недостаточна в связ с тем, что одновременно обрабатывается только одно кольцо. Целью изобретения является повышение точности обработки поршневых колец путем совмещения операци вырезания замка и его калибрования на пакетеколец, а обе операции производ.ить одним и тем же инструментом.. Цель достигается тем, что в уст ройстве, содержащем основание, на котором установлены разрезная гиль за с заходным конусом и средство перемещения поршневых колец в разрезную гильзу, средство перемещени поршневых колец снабжено механизмо шаговой подачи и выполнено в виде рамы, образованной двумя скалками, соединяющими две параллельные траверсы, в каждой из которых размеще ны зажимные губки. При этом одна из губок закрепле на в траверсе рамы неподвижно, а д гая зажимная губка установлена с возможностью ограниченного перемещения относительно противоположной траверсы рамы посредством введенного в устройство ограничительного элемента, установленного на толкателе губки. Механизм шаговой подачи выполне в виде двух реек с подпружиненной собачкой, при этом одна рейка закреплена на основании неподвижно, а другая - с возможностью перемещения. Кроме того, разрезная гильза составлена из набора разрезных втулок и установлена соосно с неподвиж ной зажимной губкой. На фиг. 1 показано предлагаемое устройство, вид сверху} на фиг.2 то же, вид сбоку; на фиг. 3 - вид А на фиг, 1. Устройство содержит зажимные губки 1 и 2 с рабочими плоскостями диаметр которых несколько меньше наружного диаметра обрабатываемых поршневых колец. Губка 1 снабжена. резьбовым стержнем 3, жестко связанным с траверсой 4 ,при помощи гайки 5. Губка 2 подвижно установлена на втулке б и удерживается от проворота шпонкой 7. Втулка 6,в свою очередь, неподвижно закреплена в траверсе 8 гайкой 9. Во внутренней полости втулки б расположен толкатель 10, снабженный по концс1м резьбовыми участками 11 и 12. РезьбовоТя, участок li толкателем 10 соединен с зажимной губкой 2, а резьбовый участок 12 соединен с муфтой 13, связанной с пневмоприводом ( не показан ). На резьбовом участке 12 установлен ограничительный элемент, например ограничительные гайки 14. Траверсы. 4 и 8 соединены между собой скалками 15, которые размещены в подшипниках 16 скольжения. Рама, образованная двумя скалками 15, траверсами 4 и 8 с размещенными в ней зажимными губками 1 и 2, -снабжена механизмом подачи,который содержит подпружиненную собачку 17, неподвижную рейку 18 с упорами и подвижную рейку 19 с упорами. Собачка 17 размещена на траверсе 8, а неподвижная рейка 18 и подвижная рейка 19 на опорном основании 20. Подвижная рейка 19 с упорами установлена с возможностью поворота вокруг оси посредством рычага 21, соединенного с рейкой шпонкой 22. Подвижная рейка 19 имеет возможность перемещаться вместе с рамой возвратно-поступательно в горизонтальной плоскости. На опорном основании 20 в зоне перемещения траверсы 4 соосно с зажимной губкой 1 закреплена обойма 23, в которой размещена ступенчатая разрезная гильза 24, выполненная из набора разрезных втулок, внутренние диаметры которых отличаются один от другого на расчетную величину, определенную в зависимости от размера обрабатываемых поршневых колец. Набор разрезных втулок, образующий ступенчатую гильзу 24, закреплен по торцам: в обойме 23 упорными элементами 25, а по наруж-. ной цилиндрической поверхности стопорными винтами 26. Для прохождения инструмента в обойме 23 и в наборе разрезных втулок выполнены прорези, образующие при сборке единый паз. Последняя ступень гильзы 24, имеющая наименьший диаметр, выполнена с возможностью его регулирования при помощи болтов 27. Каждая ступень разжимной гильзы 24 снабжена заходным конусом. На одном из торцов в обойме 23 со стороны заходной части размещены .три эксцентрика 28 для центрирования пакета 29 обрабатываемых поршневых колец. Устройство работает следящим образом.
Пакет 29 неразреэных поршневых колец размещают между, зажимными губками 1 и 2 на эксцентриках 28,
закрепленных на торце обоймы 23.
От пневмопривода (не показан ) поступательное движение в горизонтальной плоскости передается через муфту 13 на толкйтель 10, который, будучи закреплен своей резьбовой
.частью 11 в губке 2, передает движение губке 2 и перемещает пакет 29 колец к губке 1. При перемещении толкателя 10 влево -одновременно с ним перемещаются, ограничительные гайки , размещенные на резьбовой части 12, до упора в торец втулки 6. При этом происходит зеиким пакета 29 поршневых колец. Затем через втулку б движение передается на раму, образованную траверсами 4 и 8 и скалками 15, которая, перемещаясь в подшипниках 16, перемещает пакет 29 неразрезанных колец в первую, разрезную втулку - первую ступень разрезной гильзы 24, разм1ещенной в обойме 23. Затем опорное основание 20, установленное на i станке, подается в сторону резания , например , шлифовальным кругом. В результате этого движения происходит разрезка пакета 29 поршневых колецi После разрезки опорное cicнование 20 возвращается в исходное положение. Затем движением рукоятки 21поворачивается вокруг своей оси подвижная рейка 19, которая одним из своих выступов выводит собачку 17 из зацепления с неподвижной рей:кой 18. Усилие от пневмопривода продолжает действовать, и рама перемещается на один шаг рейки, кото жлй соответствует ширине ступени разжимной гильзы 24.. В этот момент
собачка 17 заходит во впгцздану неподвижной рейки 18, фиксируя всю систему. Входя в следующую ступень : разрезной гильзы 24, имеющую дщаметр меньше предыдущего, пакет
0 29 колец обжимается. Затем повторяется возвратно-поступательное движение опорного основания 20 в зону резания и производится калибрование замка.. Количество переходов, соответствует количеству ступеней гильзы, т.е. количеству разрезных обжимных втулок в обойме 23. .
Выталкивание откалиброванногб пакета колец из ступенчатой гильзы происходит при движении рамы вправо, при этом зажатый между губками 1 и 2 пакет колецперемещается на. позииОяю загру ки-выгруэки( а после этого губка 2 перемеща.ется вправо в траверсе 8 на длину, определя- :
5 емую положением ограничительных гаек 14, высвобождая пакет 29 разрезанных и отк.алиброванных колец, который остается на эксцентриках 28, а затем удаляется с устройства.
0 Пакетная обработка поршневых колец, осуществляемая с помощью предлагаемого устройства, позволлет повысить точность и производительность обработки Зс1мков, в частности, изготовляемых из порошкового металлокерамического материала.
(pUZ. 2 23 2S rS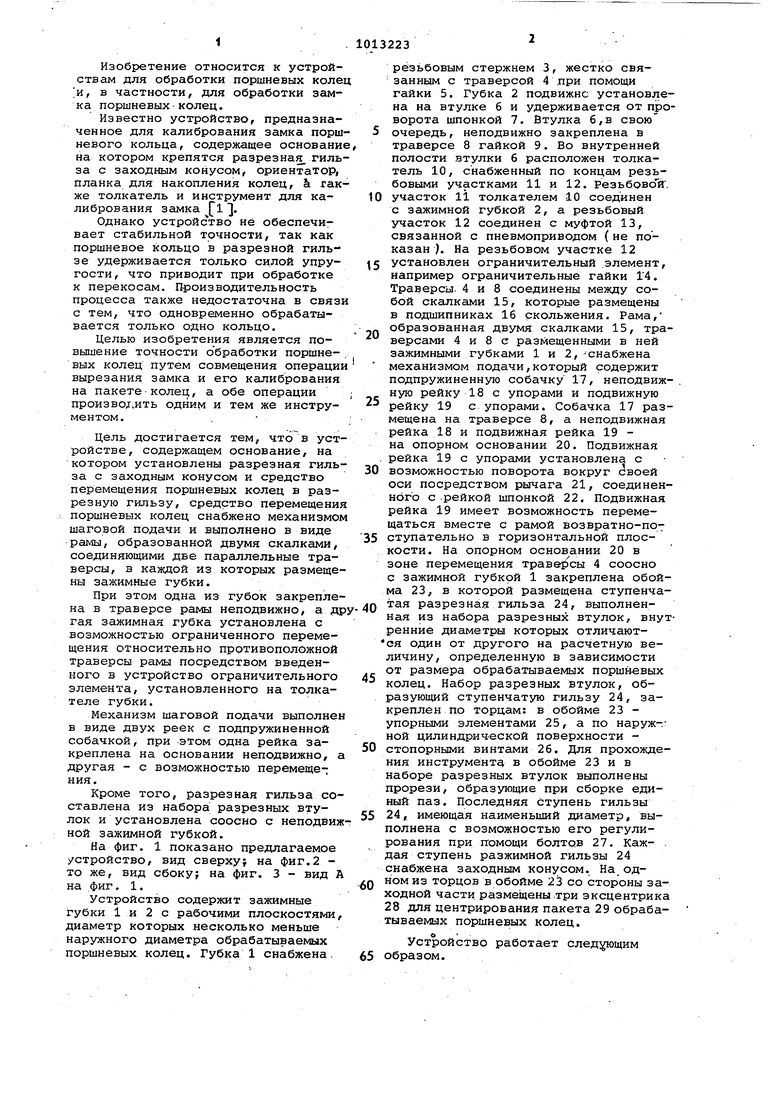
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки поршневых колец | 1981 |
|
SU1006151A1 |
| ГИДРАВЛИЧЕСКАЯ ЛЕБЕДКА | 1998 |
|
RU2129091C1 |
| Способ притирки поршневых колец по наружной поверхности | 1980 |
|
SU944891A1 |
| Устройство для автоматической смены инструмента | 1982 |
|
SU1074700A1 |
| Автоматическая линия для изготовления гнутосварных дисков из пруткового материала | 1979 |
|
SU927465A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Устройство для автоматической сборки нецоколеванных миниатюрных ламп накаливания | 1958 |
|
SU121512A1 |
| Устройство для скручивания концов обвязочной проволоки | 1986 |
|
SU1369994A1 |
| Устройство для наружного хонингования пакетов поршневых колец | 1980 |
|
SU1024242A1 |
| Фрикционный захват штока силового цилиндра | 2022 |
|
RU2783318C1 |
1.УСТРОЙСТВО ДЛЯ ОБРАБОТКИ: ; ПОРШНЕВЫХ КОЛЕЦ, содержащее основаIние, на котором установлены разрезj ная гильза с заходным конусом и . средство перемещения поршневых ко.лец в разрезную гильзу, отличающееся тем, что, с целью повышения точности обработки, средство перемещения поршневых колец снабжено механизмом шаговой подачи ,:и выполнено рамы, образованной двумя скалками, соединяющими две fff ffffffffffff,f,rA Rn;.;..;(; параллельные траверсы, в каждой из которых размещены зажимные губки. 2.Устройство по п. 1, отличающееся тем, что одна из зажимных губок закреплена в траверсе рамы неподвижно, а другая установлена с возможностью ограниченного перемещения относительно противоположной траверсы раьи посредством введения в устройство ограничительного элемента, установленного на толкателе губки. . .:. 3.Устройство по ni 1, о т л и а ю щ е е с я тем, что механизм шаговой подачи выполнен в виде реек с подпружиненной собачкой,. при этом одна рейка закреплена наР основании неподвижно, а другая - с (Л возможностью перемещения. ,./ 4.Устройство по п. 1, о т л и чающееся тем, что разрезная гильза составлена из наборй разрез- / ных втулок и установлена соосно с неподвижной зажимн9й губкой. СО ю (О 00
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ очистки вина с применением алюмосиликатов | 1949 |
|
SU87457A2 |
| Способ смешанной растительной и животной проклейки бумаги | 1922 |
|
SU49A1 |
| Сплав для отливки колец для сальниковых набивок | 1922 |
|
SU1975A1 |
