Изобретение относится к автоматам для калибровки замка нехромированных и хромированных чугунных поршневых колец.
Известны автоматы для калибровки замка чугунных норшневых колец, содержащие смонтированный на столе механизм ориентированной загрузки с шибером, перемещающим кольца к обжимной гильзе, выполненной с входным коническим и рабочим цилиндрическим участками. В продольной прорези гильзы расположен калибрующий инструмент, обрабатывающий замки колец, перемещаемых к нему механизмом подачи.
Недостатками известных автоматов являются:
1)повторный контакт откалиброванного замка с фрезой при обратном ходе гильзы, в результате чего происходит разбивание замка и понижается его точность;
2)частая смена обжимной гильзы из-за износа ее внутреннего диаметра и входного конуса; «
3)низкая производительность автомата.
Для повышения точности замка в предлагаемом автомате обжимная гильза установлена ниже уровня стола и выполнена с обратным выходным конусом, а ось калибрующего инструмента расположена на уровне нижней границы цилиндрического участка гильзы. С целью изменения рабочего диаметра обжимг;ой гильзы она установлена на концах регулировочных винтов, закрепленных в станине и воздействующих в радиальных направлениях на гильзу, а имеющаяся в ней продольная прорезь выполнена сквозной по всей длине гильзы. Механизм загрузки снабжен двумя направляющими планками, расположенными под углом к оси щибера, а поверхность шибера, взаимодействующая с деталью, выполнена призматической с центральным треугольным выступом, что обеспечивает ориентацию кольца перед калибровкой.
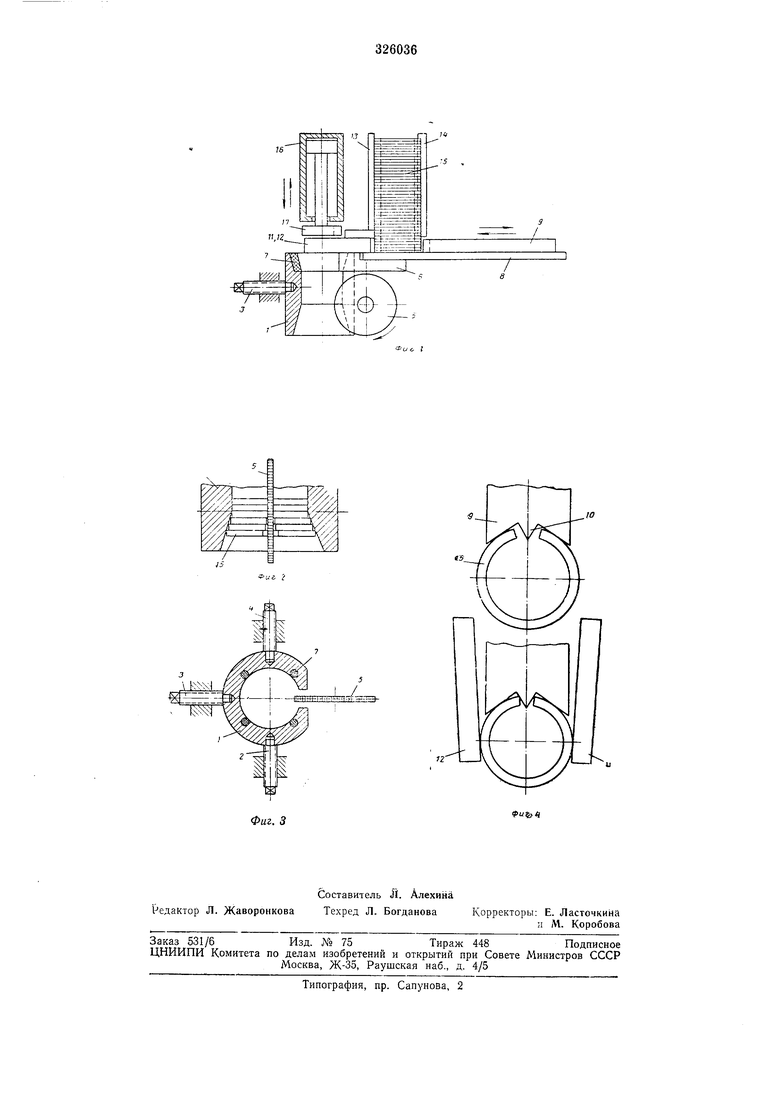
На фиг. 1 схематически изображен описываемый автомат; иа фиг. 2 - обжимная гильза с обратным выходным конусом, обеспечивающая исключение повторного контакта калибрующего инструмента с торцами обработанного замка колец; на фиг. 3 - механизм регулировки размера внутреннего рабочего диаметра обжимной гильзы; на фиг. 4 - схема угловой ориентацни колец по замку с равномерным распределением снимаемого припуска на торцах замка при колец между двумя планками, расположенными под углом к оси ш 1бера. введены калибрующий инструмент 5 и подпружиненная ориентирующая шпонка 6. На внутренней поверхности входного конуса обжимной гильзы имеются твердосплавные вставки 7. На столе 8 станины расположен механизм загрузки, состоящий из шибера 9, выполненного в виде призмы, в центре которой имеется ориентирующий выступ 10, и двух направляющих планок // и 12, расположенных под углом к оси шибера над обжимной гильзой. На этом же столе расположен загрузочный магазин 13 с направляющей шпонкой 14, а также механизм подачи колец 15 через обжимную гильзу, содержащий силовой цилиндр 16 с толкателем 17. Работает автомат следующим образом. Кольца 15 пакетом по 4-6 штук щибером 9 вычесываются из загрузочного магазина 13 и подаются между двух планок // и 12, расположенных над обжимной гильзой 1. Здесь кольца обжимаются в радиальном направлении до соприкосновения торцов замка с выступом 10 шибера 9, тем самым точно ориентируясь по замку и равномерно распределяя снимаемый припуск на оба торца замка. Радиальный обжим колец планками позволяет также удерживать пакет перед проталкиванием его в обжимную гильзу. После этого пакет колец на быстром ходу толкателем 17 проталкивается через входной конус в обжимную гильзу, шибер 9 возвращается в исходное положение. Проходя подпружиненную шпонку 6, пакет колец дополнительно ориентируется в угловом положении относительно калибрующего инструмента. При подходе колец к калибрующему инструменту быстрый ход толкателя переключается на рабочую подачу - происходит калибровка замка. Калибруется замок при перемещении колеЦ в обжимной гильзе до выхода их в обратный выходной конус, начало которого совпадает с осью калибрующего инструмента. В обратном выходном конусе кольца плавно разжимаются, обработанные торцы замков при этом отходят от калибрующего инструмента, тем самым устраняется повторный их контакт с калибрующим инструментом. При выходе из обратного выходного конуса обработанные кольца попадают в магазин выгрузки. После этого толкатель возвращается в крайнее верхнее положение. Цикл работы повторяется. Предмет изобретения 1. Автомат для калибровки замка чугунных поршневых колец, содержащий смонтированный на столе механизм ориентированной загрузки с шибером, перемещающим кольца к обжимной гильзе, выполненной с входным коническим и рабочим цилиндрическим участками, в продольной прорези которой расположен калибрующий инструмент, обрабатывающий замки колец, перемещаемых к нему механизмом подачи, отличающийся тем, что, с целью повышения точности замка, обжимная гильза установлена ниже уровня стола и выполнена с обратным выходным кокусом, а ось калибрующего инструмента расположена на уровне границы цилиндрического участка гильзы. 2.Автомат по п. 1, отличающийся тем, что, с целью изменения рабочего диаметра обжимной гильзы, она установлена на концах регулировочных винтов, закрепленных в станине и воздействующих в радиальных направлениях на гильзу, а имеющаяся в ней продольная прорезь выполнена сквозной по всей длине гильзы. 3.Автомат по п. 1, отличающийся тем, что, с целью ориентации кольца перед калибровкой, механизм загрузки снабжен двумя направляющими планками, расположенными под углом к оси шибера, а поверхность шиера, Взаимодействующая с деталью, выполена призматической с центральным треугольым выступом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для калибровки замка чугунных поршневых колец | 1972 |
|
SU436721A1 |
| АВТОМАТ ДЛЯ КАЛИБРОВКИ ЗАМКА ЧУГУННЫХ ПОРШНЕВЬ!Х КОЛЕЦ | 1967 |
|
SU202721A1 |
| Способ обработки уплотнительных колец и устройство для его осуществления | 1990 |
|
SU1773586A1 |
| Автомат для обработки упругих кольцевых деталей | 1982 |
|
SU1046059A1 |
| Устройство для пакетной калибровки замка поршневых колец | 1972 |
|
SU442911A1 |
| Устройство для обработки поршневых колец | 1982 |
|
SU1013223A1 |
| Устройство для наружного хонингования пакетов поршневых колец | 1980 |
|
SU1024242A1 |
| УСТРОЙСТВО ДЛЯ КАЛИБРОВКИ ЗАМКА ПОРШНЕВЫХ КОЛЕЦ | 1966 |
|
SU224293A1 |
| Устройство для обработки поршневых колец | 1985 |
|
SU1292968A1 |
| Способ обработки поршневых колец | 1981 |
|
SU1006151A1 |