Ч Ч
го сд
4
ю
41
ФигЛ
Изобретение относится к машиностроению, а именно к средствам контроля резьбы.
Цель изобретения - повышение точности.
На фиг. 1 изображена конструктивная схема устройства для контроля резьбы; на фиг. 2 - разрез А-А на фиг. 1.
Устройство для контроля резьбы включает в себя корпус 1, крышку 2, шарнирно связанную с корпусом 1, спорные и измерительный элементы 3 и 4, датчик 5 контроля попадания выступов резьбы измерительного элемента 4 во впадины резьбы контролируемой детали, преобразователь 6 линейных неремещекий, электронный блок 7, связанный с датчиком 5 попадания и с преобразователем 6 линейных перемещений, пневмонилиндр 8с электропневмоклапаном 9, установленный на корпусе 1, шток которог О кинематически связан с 2, пружину ;0 растяжения, одним концом соединяющую крьплку 2 с корпусом 1, подвижный рычаг 11, установленный на крышке 2 шарнирно и поджатый пружиной 12 в направлении корпуса 1, ось 13, закрепленную одним концом на подвижном рычаге 11, а измерительный элемент 4 выполнен в виде резьбового ролика, установленного i-sa оси 13 с возможностью вран.1ения и продольного пере.меш.ения по ней и подпружичага 1. Позиненного в направлении цией i4 обозначена пружина
гия.
Устройство работает следующи.м образом.
По сигналу с электронног о блока 7 электро: невмоклапан 9 открывает проход воздуха в пневмоцилиндр 8, который отодвигает крьиику 2. В пространство между опорными элементами 3 {выполненными в виде гладких роликов) вставляется контролируемая .:|,еталь. По сигналу с электронного блока 7 электропневмоклапап 9 обесточивается, рабочая полость пневмоцилиндра 8 соединяется с атмосферой, и под дейст- вне.м пружины 10 крьцнка 2 смыкается с корпусом 1, контролируемая деталь зажимается между опорными элементами 3. Из ерительный элемент 4 прижимается к поверхности резьбы контролируемой детали пружиной 12. Контролируемая деталь пово- рачивается на опорных роликах 3 вокруг оси резьбы. При этом выступы резьбового ролика 4 входят во впадины резьбы, и датчик 5 дает сигнал в электронный блок 7, который начинает обрабатывать сигнал поступающий от преобразователя 6 линей- 0 ных перемещений. Измерительный ролик 4 вращается вокруг оси 3 и скользит вдоль нее, преодолевая усилие пружины 14 сжатия. Контролируемая деталь поворачивается на один оборот, при этом отклонение рычага 11 . преобразовывается преоб)азователе.м 6 ли - нейных перемещений в электрический сигнал, который обрабатывается электронным блоком 7 и отображается на световом табло «годная или .«брак.
0Формула изобретения
Устройство для контроля резьбы, содер- .жащее корпус, крышку, щарнирно связанную с корпусом, опорные и резьбовой измерительный элементы, датчик контроля попадания выступов резьбы измерительного элемента во йпадины резьбы контролируемой детали, преобразователь линейных перемещений и электронь ый блок, связанный с датчиком попадания и с преобразовар телем линейных перемещений, отличающееся тем, что, с целью повыьчения точности, оно снабжено пневмоцилиндром с электропневмоклапаном, установленным на корпусе, и шток которого кине.матически связан с крын1кой, нружиной растяжения, соединяюr щей крышку с корпусом подвижным рычагом, установленным на крышке щарнирно и подпружиненным в направлении корпуса, и осью, закрепленной одним концом на подвижном рычаге, а измерительный элемент выполнен в виде резьбового ролика, установленного
0 на оси с возможностью вращения и продольного перемещения по ней и подпру жиненного в направлении рычага.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ АКТИВНОГО КОНТРОЛЯ ЛИНЕЙНЫХ РАЗМЕРОВ ИЗДЕЛИЙ | 2006 |
|
RU2316420C2 |
| Клепально-вальцовочная головка | 1986 |
|
SU1371753A1 |
| Механизм поддерживающих роликов бесцентрово-токарного станка | 1986 |
|
SU1360904A1 |
| Устройство для ориентации шпилек | 1988 |
|
SU1626072A1 |
| СПОСОБ ПОДГОТОВКИ К ЭКСПЛУАТАЦИИ НАРЕЗНЫХ НЕФТЕГАЗОПРОМЫСЛОВЫХ ТРУБ И КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2312201C1 |
| Автомат для контроля среднего диаметра наружной резьбы деталей | 1977 |
|
SU734498A1 |
| ИЗМЕРИТЕЛЬНАЯ ГОЛОВКА | 1998 |
|
RU2140058C1 |
| ПРИБОР ДЛЯ КОНТРОЛЯ ПАРАМЕТРОВ ОТВЕРСТИЙ БУКС КОЛЕСНЫХ ПАР ЖЕЛЕЗНОДОРОЖНЫХ ВАГОНОВ | 2003 |
|
RU2247315C1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ РЕЗЬБ | 1993 |
|
RU2032141C1 |
| Способ контроля среднего диаметра резьбы и устройство для его осуществления | 1991 |
|
SU1796859A1 |
Изобретение относится к машиностроению, а именно к средствам контроля резьбы. Цель изобретения - повышение точности контроля за счет обеспечения более надежного попадания выступов измерительного ролика во впадины контролируемой резьбы. Это достигается тем, что измерительный ролик 4 совершает врашатель- ное и поступательное движения вокруг оси. При вращении контролируемой детали подвижный рычаг 11 поджимает пружиной 12 измерительный ролик 4 к контролируемой резьбе и измерительный ролик 4 своими выступами попадает автоматически во впадины контролируемой резьбы. После этого элек тронный блок 7 начинает обрабатывать сигнал, поступающий с преобразователя линейных перемещений 6. 2 ил.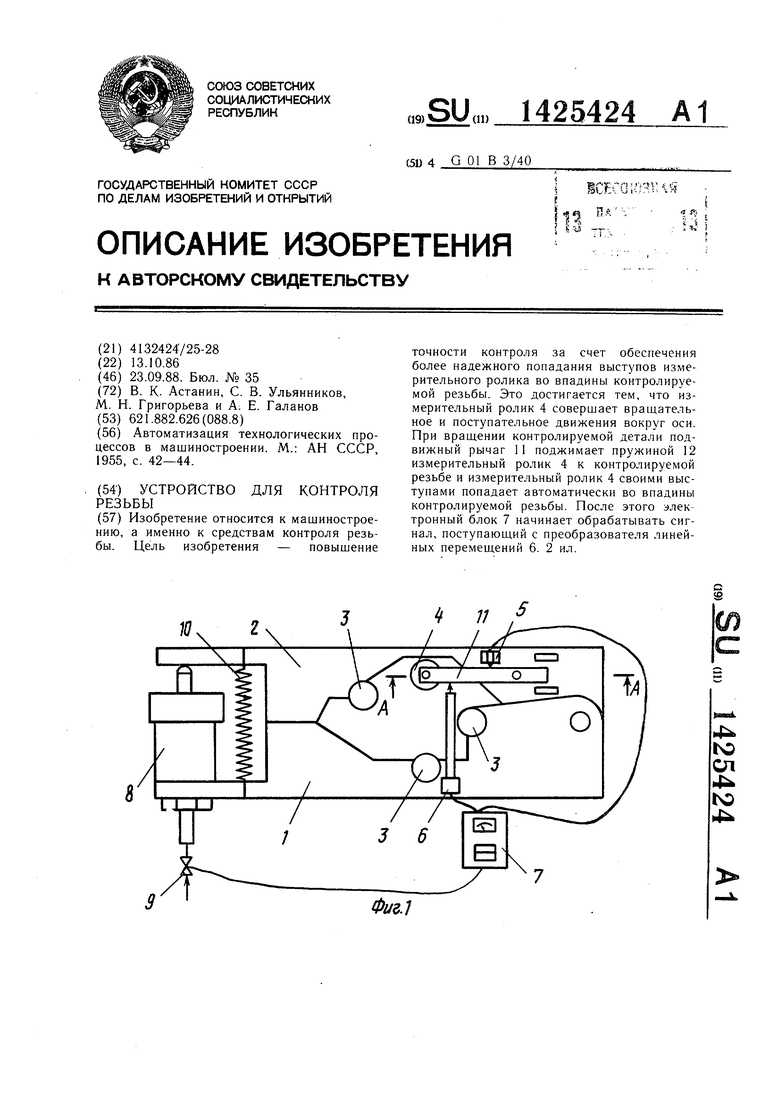
| Автоматизация технологических процессов в машиностроении | |||
| М.: АН СССР, 1955, с | |||
| Устройство для усиления микрофонного тока с применением самоиндукции | 1920 |
|
SU42A1 |
